
Уроки дуговой сварки для начинающих мастеров
Сегодня профессия электросварщика довольно редкая. Для аккуратного выполнения сварочных работ требуется усидчивость, огромное терпение и, конечно, ответственный подход со стороны работника. Уроки сварки должно происходить в специализированных учебных заведениях, где студентам в подробностях описывают всю технологическую часть и проводят практические занятия.
Сварщик обязательно должен хорошо разбираться в технологии выполнения дуговой сварки, ведь чтобы шов получился надежным и прочным потребуется соблюдать множество условий. Сварка для начинающих в первую очередь должна начинаться с техники безопасности.
Во время сварочных работ образуется настолько мощный яркий свет, что можно легко прожечь сетчатку глаза. Поэтому прежде чем приступать к сварочным работам, необходимо обязательно позаботиться о защитной маске. Фильтр для маски подбирается в зависимости от того, какой величины ток будет использоваться во время сварочных работ. Кроме того, варить метал намного проще, когда отчетливо видишь весь фронт работ.
Кроме того, варить метал намного проще, когда отчетливо видишь весь фронт работ.
Чтобы избежать ожогов рук и всего тела необходимо обязательно пользоваться защитной одеждой. Обучение сварке всегда начинается с азов. Чтобы разобраться со сварочным аппаратом, необходимо хорошо изучить принцип его действия.
Существуют агрегаты переменного и постоянного тока
Именно вторым видом предпочитают пользоваться сварщики-профессионалы. В сварочном аппарате имеются два отвода, которые имеют разную полярность. От того, какая полярность будет выбрана для обрабатываемого изделия, зависит вся дальнейшая работа. Правильно подключать положительный полюс к изделию, а отрицательный к электроду, тогда будет соблюдена прямая полярность.
С чего начать
Перед началом работ необходимо закрепить зажим «заземления» на детали, которую требуется варить. Далее на сварочном аппарате устанавливается ток нужной величины. Его размер напрямую зависит от того, насколько глубокий и прочный шов необходимо выполнить, а также какой вид и толщину металла требуется варить.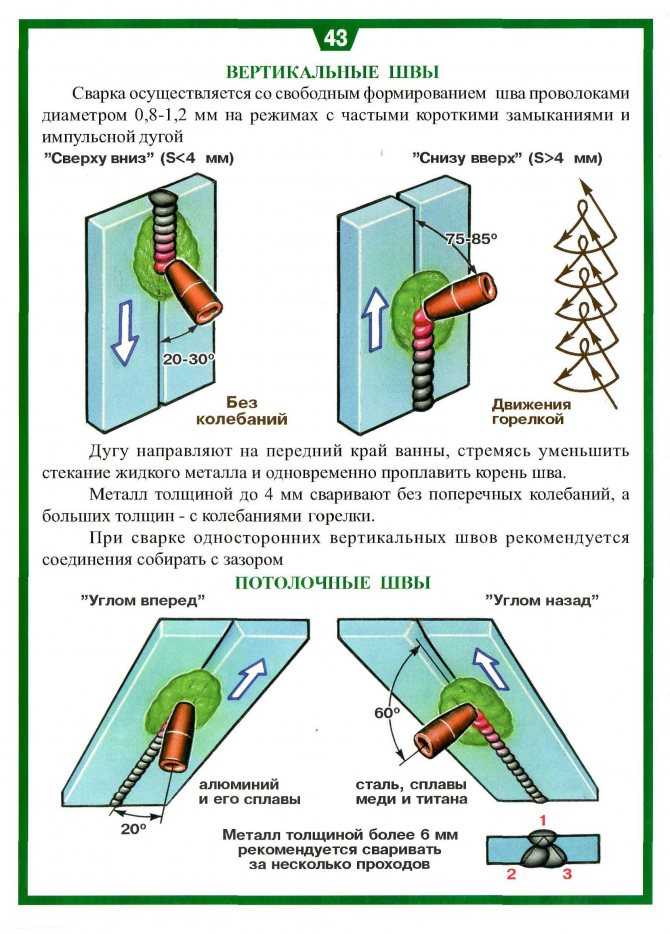 На сварочном аппарате всегда имеется специальный тумблер, поворачивая который, можно добиться нужных параметров тока.
На сварочном аппарате всегда имеется специальный тумблер, поворачивая который, можно добиться нужных параметров тока.
Также особого подхода требует выбор электрода для сварочных работ. Высококвалифицированному специалисту приходится пользоваться электродами различной длины и диаметра в зависимости от сложности предстоящих работ. Обычно на упаковке всегда имеется таблица с достоверной информацией о том, какая сила тока нужна для каждого отдельного вида электрода.
Для того чтобы начать работу необходимо правильно зажечь дугу. Необходимо поднести электрод к месту будущего шва и как бы чиркнуть им об поверхность. После того, как загорелось пламя, следует обязательно приподнять конец электрода на расстояние не более 5 миллиметров от поверхности. Теперь можно начинать работать. Если держать электрод на большом расстоянии от поверхности, можно получить слишком выпуклый шов, который плохо соединяет свариваемые поверхности.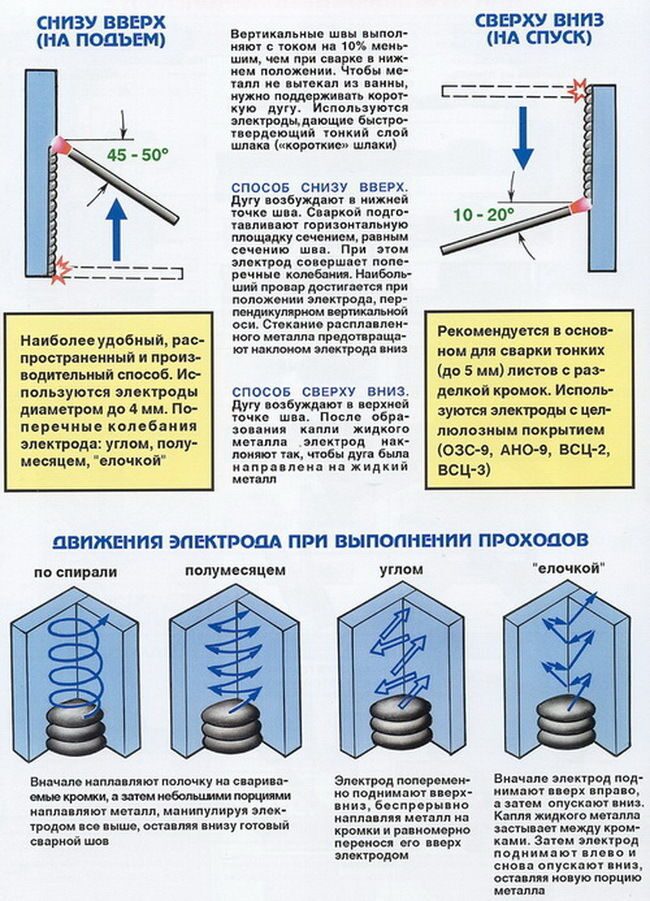 Размер дуги не должен также быть маленьким, так как шов будет слишком вдавлен в поверхность, а, значит, будет достаточно хрупким. Кроме того, на протяжении всей работы, правильно держать электрод на одинаковом расстоянии от поверхности металла, иначе шов будет неравномерным и со временем начнет деформироваться.
Размер дуги не должен также быть маленьким, так как шов будет слишком вдавлен в поверхность, а, значит, будет достаточно хрупким. Кроме того, на протяжении всей работы, правильно держать электрод на одинаковом расстоянии от поверхности металла, иначе шов будет неравномерным и со временем начнет деформироваться.
Правильней всего варить метал под углом 60 градусов к поверхности. Однако далеко не всегда сварщик может соблюдать такие условия, ведь часто сварочные работы проводятся в весьма труднодоступных местах. Однако именно от угла наклона электрода напрямую зависит глубина шва, а значит и его надежность. Именно поэтому в технических университетах практикуется обучение сварки в труднодоступных местах. Техника сварки, прежде всего, зависит от правильного перемещения зажженной дуги. Существует несколько способов, как правильно перемещать электрод вдоль шва.
Обучение сварке, как правило, требует определенных умений и долгой практики. Двигать электрод можно по серповидной, петлевидной, зигзагообразной и некоторым другим траекториям.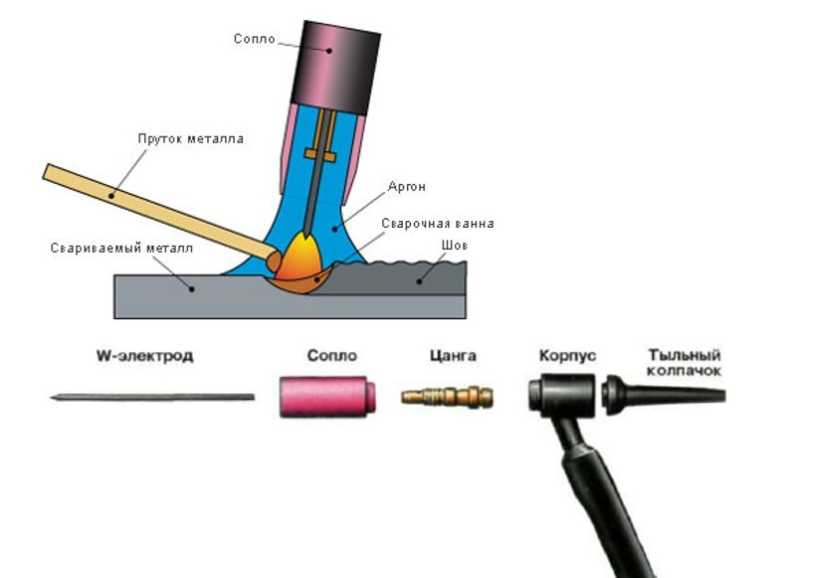 Начинающему специалисту легче всего пользоваться обыкновенным зигзагом. Однако при этом правильно будет учитывать положение в пространстве свариваемых между собой поверхностей. Варить можно горизонтально, вертикально, а также создавать трапециевидный, стыковой, угловой внешний или внутренний шов. Поэтому в каждом отдельном случае схема движения электрода подбирается индивидуально.
Начинающему специалисту легче всего пользоваться обыкновенным зигзагом. Однако при этом правильно будет учитывать положение в пространстве свариваемых между собой поверхностей. Варить можно горизонтально, вертикально, а также создавать трапециевидный, стыковой, угловой внешний или внутренний шов. Поэтому в каждом отдельном случае схема движения электрода подбирается индивидуально.
Чтобы хорошо усвоить уроки сварки необходимо, прежде всего, разобраться в технологии сварочных работ. Под действием тока заданной величины происходит расплавление самой поверхности, внутреннего стержня электрода и его покрытия. Покрытие электрода при горении образует газовое облако, внутри которого полностью отсутствует кислород. Таким образом, металл перестает контактировать с воздухом и под электродом образуется сварочная ванна, где накапливаются расплавленные остатки обрабатываемой поверхности и самого электрода. Покрытие электрода образует так называемый шлак, который после застывания шва, его покрывает.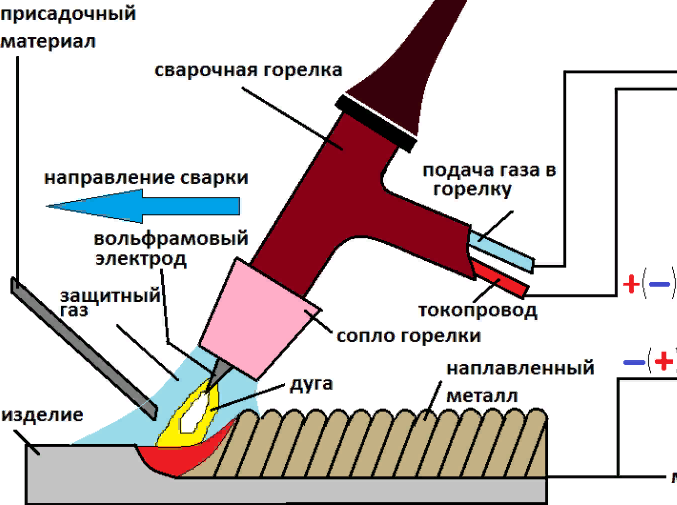 Для очищения шлака с поверхности шва необходимо пользоваться специальным молотком.
Для очищения шлака с поверхности шва необходимо пользоваться специальным молотком.
Многие начинают пугаться внешнего вида проделанной работы. Однако если правильно отбить остатки покрытия электрода, под шлаком можно обнаружить красивый, равномерный шов. Именно он говорит о качестве выполненной работы и профессионализме сварщика. Вскоре варить металл станет намного проще, ведь каждая следующая работа будет намного лучше предыдущей.
Похожие статьи
- Основные правила сварки
- Особенности производства сварочных соединений и швов инвертором
- Познаём искусство сварщика
- Технология сварки полуавтоматом
Сварка для начинающих (ММА) — Статьи — ВсяСварка.ру
В этой статье мы проведем небольшой теоретический урок по сварке для начинающих.
Дуговая сварка металла в защитной среде (ММА)
Сварка MMA — (международное обозначение MMA — Manual Metal Arc) — ручная дуговая сварка штучными электродами с покрытием — наиболее распространенный и универсальный метод соединения металла.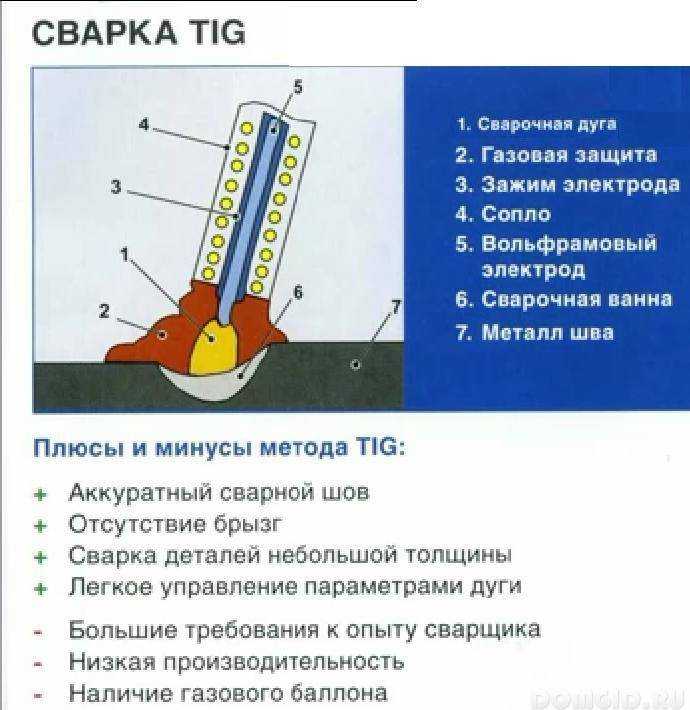 Сварочная дуга горит между электродом с покрытием и изделием, оплавляя кромки свариваемых деталей и расплавляя металлический стержень электрода и его покрытие. При остывании (кристаллизации) расплавленного металла образуется неразъемное соединение — сварной шов. Используется для сварки углеродистых и нержавеющих сталей.
Сварочная дуга горит между электродом с покрытием и изделием, оплавляя кромки свариваемых деталей и расплавляя металлический стержень электрода и его покрытие. При остывании (кристаллизации) расплавленного металла образуется неразъемное соединение — сварной шов. Используется для сварки углеродистых и нержавеющих сталей.
Первый шаг в обучении сварке — научится хорошо вести сварочный шов. Но перед этим узнаем поподробнее об применяемом оборудовании. Задача сварочного аппарата — независимо от его размера или формы — обеспечить большой регулируемый ток, идущий к электроду. Ручной сварочный аппарат дает постоянный или переменный ток на электрод. Раньше для сварки использовали трансформаторы, сейчас большим спросом пользуется сварка сварочным инвертором, благодаря их малому весу, габаритам, стойкости к перепадам напряжения.
Комплектация аппарата
Важно помнить, что разные аппараты сваривают по-разному. Поэтому при обучении лучше всего использовать один аппарат. Также важны изолированные медные провода, которые бывают разных размеров (сечения). На конце основного провода ставится быстросъемный зажим, к нему присоединяется 3-х или 4-х метровый провод определенного сечения с электрододержателем, он может быть разным: небольшим на 200 А или более крупным на 300 А или 500 А (используются для толстых электродов и больших токов). Для обычного (домашнего) применения удобнее 200 А. Есть разные виды держателей: один как пассатижи, а есть держатель сварочный, в который вставляют электрод и поворачивают ручку (если нужен электрод под различными углами, вы можете согнуть его у основания). Так же нужна клемма заземления с быстросъемным зажимом.
На конце основного провода ставится быстросъемный зажим, к нему присоединяется 3-х или 4-х метровый провод определенного сечения с электрододержателем, он может быть разным: небольшим на 200 А или более крупным на 300 А или 500 А (используются для толстых электродов и больших токов). Для обычного (домашнего) применения удобнее 200 А. Есть разные виды держателей: один как пассатижи, а есть держатель сварочный, в который вставляют электрод и поворачивают ручку (если нужен электрод под различными углами, вы можете согнуть его у основания). Так же нужна клемма заземления с быстросъемным зажимом.
Правильно подобранный электрод
Сварочный электрод состоит из металлического стержня и электродного покрытия. Металлический стержень электрода должен быть схожим по химическому составу с металлом свариваемых деталей. Выбор диаметра электрода во многом зависит от толщины свариваемого изделия.
Толщина металла, мм | Диаметр электрода, мм |
2 — 3 | 1,6; 2,0 |
3 — 5 | 2,0; 2,5; 3,0; 3,2; 4,0 |
5 — 8 | 3,0; 3,2; 4,0; 5,0 |
Выбираем сварочный ток
Сварочный ток выбираем в зависимости от диаметра электрода. А выбор диаметра электрода во многом зависит от толщины свариваемого изделия. Рекомендуются следующие соотношения:
А выбор диаметра электрода во многом зависит от толщины свариваемого изделия. Рекомендуются следующие соотношения:
Диаметр электрода, мм | Сварочный ток, А |
1,6 | 35 — 60 |
2,0 | 30 — 80 |
2,5 | 50 — 110 |
3,0 | 70 — 130 |
3,2 | 80 — 140 |
4,0 | 110 — 170 |
5,0 | 150 — 220 |
2,5 | 50 — 110 |
При подборе источника тока в зависимости от применяемого электрода, можно использовать упрощенную формулу: 1 мм диаметра электрода умножаем на 35-40 А сварочного тока. Пример: диаметр электрода 3 мм.
3 х (35..40) = 105..120 А, таким образом источник должен иметь максимальный ток не менее 120 А.
Важно: для сварки вертикальных и потолочных швов силу тока уменьшают на 10-20 %.
Начинаем сварку
Сварочные электроды покрыты флюсом, он делает возможным весь процесс сварки. Сгорая, флюс создает защитный газ и очищает ванну, вытесняя кислород воздуха, удерживая его от соединения с расплавленным металлом, не давая образоваться порам, а так же стабилизирует дугу и поддерживает чистоту расплавленного металла. Когда металл остывает, образуется сварочный шлак, обеспечивая дополнительную защиту металла от воздуха.
Перед началом сварки убедитесь, чтобы все для нее готово. Примите удобное положение, возьмите держак обеими руками и обопритесь о стол максимально устойчиво. Теперь можете начинать процесс дуговой сварки, опустите щиток сварщика или настройте зажим маски, чтобы по кивку головы она опускалась.
Для начала, нужно зажечь дугу. Для этого есть два способа:
- электрод подводят перпендикулярно к месту начала сварки и после сравнительно легкого прикосновения к изделию отводится вверх.
 Этот способ называется «зажигание дуги касанием».
Этот способ называется «зажигание дуги касанием». - второй способ напоминает процесс зажигания спички и называется «зажигание дуги чирканьем».
 Этот способ называется «зажигание дуги касанием».
Этот способ называется «зажигание дуги касанием».При сварке не смотрите на свет, а дальше дымящихся искр, необходимо сфокусироваться на расплавленной ванне за электродом. Держак удобнее брать так, чтобы его рычаг был под большим пальцем (это пригодиться при извлечении электрода).
При сварке держите электрод над металлом. Это называется дуговой промежуток. Старайтесь поддерживать его по мере выгорания электрода и одновременно перемещайте его по горизонтали. Если электрод прилипает, качните его из стороны в сторону и снова зажгите дугу. Добейтесь навыка получения устойчивой дуги при расстоянии 3-5 мм между электродом и деталью. Чем лучше вы управляете длиной дуги, тем лучше будет сварка!
Формирование шва. Дефекты сварных швов
При сварке, смотрите по сторонам шва, он должен быть на уровне металла. Формирование шва обычно происходит круговыми или зигзагообразными движениями.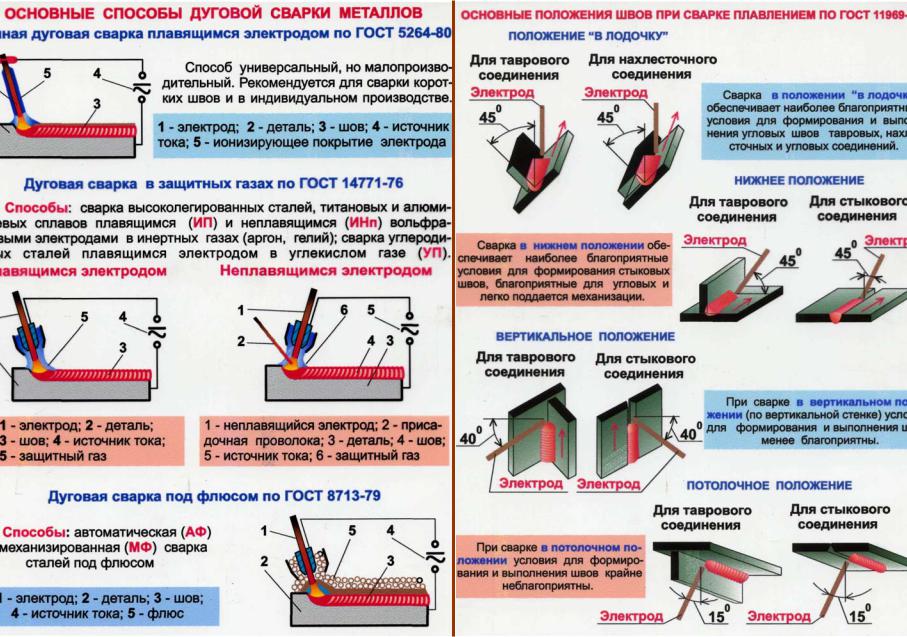 При круговых движениях, двигаясь вбок, смотрите справа от сварочной ванны, потом наверх границы ванны и шлака, а потом на другую сторону и просто распределяйте ванну по кругу. Зигзагообразные движения из стороны в сторону делают похожий шов: смотрите с одной стороны, наверх ванны и с другого края. Каждый раз, когда вы меняете направление, нужно понимать, что расплавленная ванна следует за теплом.
При круговых движениях, двигаясь вбок, смотрите справа от сварочной ванны, потом наверх границы ванны и шлака, а потом на другую сторону и просто распределяйте ванну по кругу. Зигзагообразные движения из стороны в сторону делают похожий шов: смотрите с одной стороны, наверх ванны и с другого края. Каждый раз, когда вы меняете направление, нужно понимать, что расплавленная ванна следует за теплом.
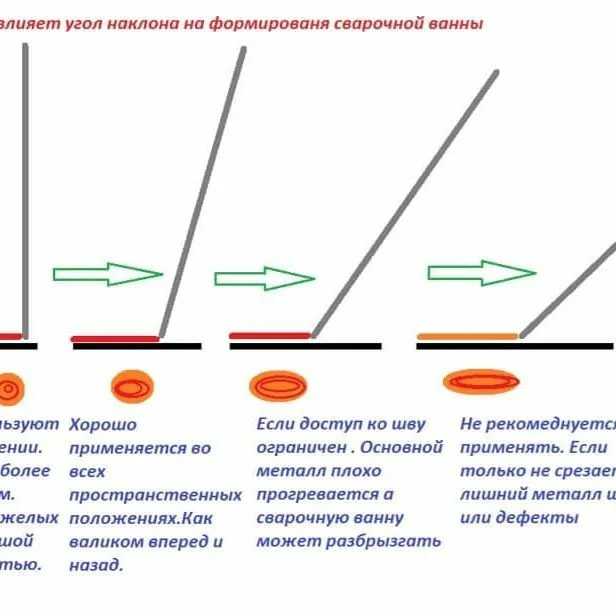
При движении ванны поперек, заполняющий металл с электрода движется позади, а если металла вокруг недостаточно, остаются подрезы (пустые места, канавки на краю шва, ниже уровня металла). Этого можно избежать, контролируя внешние границы, наблюдая за ванной и утоньшая ее на поверхности. Если электрод держать более вертикально шов будет менее выпуклым. И наоборот, чем больше его наклон, тем выпуклее будет шов.
Бывают ситуации, когда надо варить плоский шов, а бывает, когда нужно оттолкнуть ванну назад, поэтому используются разные углы наклона электрода электрода. В начале мы начинаем с угла между 45 и 90 градусами. Он удобнее, сварочная ванна хорошо видна, нормально варится.
Он удобнее, сварочная ванна хорошо видна, нормально варится.
Управление процессом сварки
Задача сварочного процесса — прогреть основной металл до расплавления, формируя сварочную ванну. При малом токе основной металл не прогреется и сварочная ванна будет «бежать» за электродом. Если ток слишком большой, то основной металл будет слишком горячий, дуга будет проникать вглубь и отталкивать металл назад. Когда ток нормальный, ванна растекается и внешние края тонкие, мы можем расширять ванну, можем двигать ее движением электрода и контролировать сварочный процесс.
Сварка покрытым электродом зависит от температуры основного металла, поэтому нельзя говорить о токе без учета скорости сварки. При быстром движении электрода меньше тепла поступает в основной металл, поэтому он холоднее. Если двигаться медленнее, тепла поступит больше и основной металл будет горячее. Если двигать электрод слишком быстро, металл не прогреется, шов будет наверху, без проплавления. Если двигаться медленно, то металл слишком сильно прогревается, ванна расплывется и станет трудноуправляемой, когда же скорость перемещения соответствует току, ванна растекается, но остается управляемой, оставляя тонкие края и шов одинаковый толщины.
Когда вы научитесь управлять электродом, вы можете поставить чуть больший ток и увеличить скорость сварки. Больший ток обеспечивает лучшее проплавление и более гладкий шов в итоге, но в этом случае труднее контролировать ванну.
При окончании шва надо наплавить чуть больше металла перед тем, как убрать электрод, чтобы избежать кратера от всплеска нижних слоев металла. Сделайте 1-2 круга и чиркните назад по шву.
Объяснение дуговой сварки: что это такое и как это работает?
Немногие осознают множество существующих процессов дуговой сварки, и еще меньше понимают лежащий в их основе принцип дуговой сварки.
Однако дуговая сварка является базовой концепцией, которую должен знать и понимать каждый сварщик, и знание всех форм дуговой сварки является обязательным.
В этой статье дается определение дуговой сварки, что она включает в себя, основные концепции и механизмы ее работы, плюсы и минусы.
Что такое дуговая сварка?
Дуговая сварка представляет собой процесс соединения металлических деталей с помощью высокой температуры дуги, которая генерируется и поддерживается электрическим током.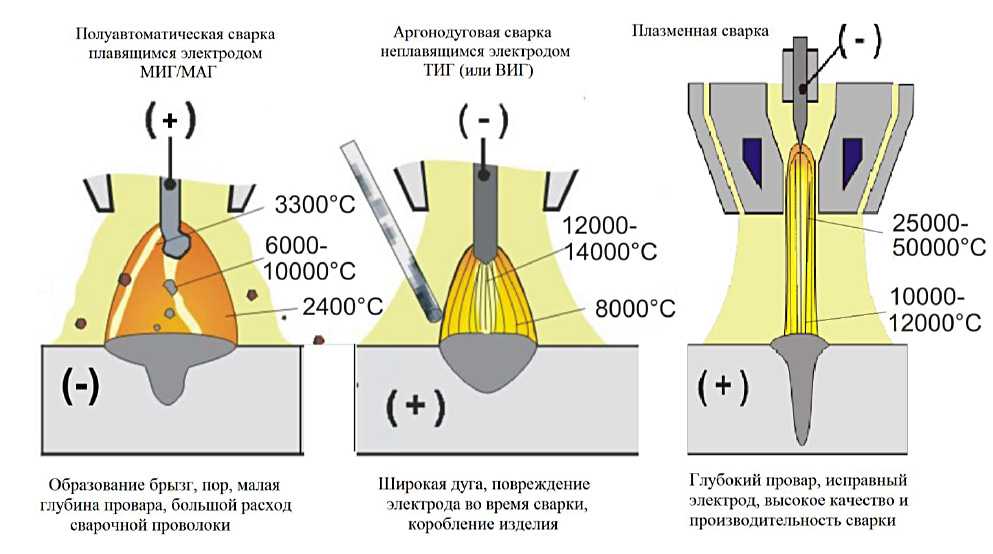 Источником питания может быть переменный ток («AC») или постоянный ток («DC»).
Источником питания может быть переменный ток («AC») или постоянный ток («DC»).
Довольно широко. Поэтому неудивительно, что дуговая сварка включает в себя такие популярные процессы сварки, как электродуговая сварка, сварка MIG, TIG и сварка с флюсовой проволокой. Все используют электрическую дугу для сварки.
Обратите внимание, это больше, чем просто сварка. Некоторые используют дуговую сварку как сленг для обозначения сварки стержнем. Хотя это форма дуговой сварки, она не единственная.
Как работает дуговая сварка?
На самом базовом уровне все аппараты для дуговой сварки состоят из пяти компонентов:
- Электрод и электродный кабель
- A Кабель заземления и зажим (иногда называемый рабочим кабелем)
- Источник питания
- Металлические заготовки
- Дуга
Источник питания обеспечивает переменный или постоянный ток для создания и поддержания дуги, а электрод механически или вручную перемещается вдоль стыка для создания сварного шва.
Итак, насколько горяча сварочная дуга, которая плавит и сплавляет металл? Около 6500°F. Это делает работу по плавлению и сплавлению металлических частей, но также создает другую проблему.
При таких высоких температурах расплавленный металл может реагировать с газами в воздухе. Это вызывает такие проблемы, как пористые и слабые сварные швы, чрезмерное разбрызгивание и снижение производительности.
Чтобы устранить эти дефекты сварки, при дуговой сварке обычно в ванне с расплавом предусмотрена какая-либо защита. Обычно это происходит в двух формах.
Одним из вариантов является подача специального защитного газа на горячий сварной шов. Тип газа и скорость потока должны соответствовать защитному газу, чтобы атмосферный воздух не попадал на расплавленный металл.
Вторым выбором является флюс, который создает свой собственный защитный газ и шлак при воздействии высокой температуры дуговой сварки.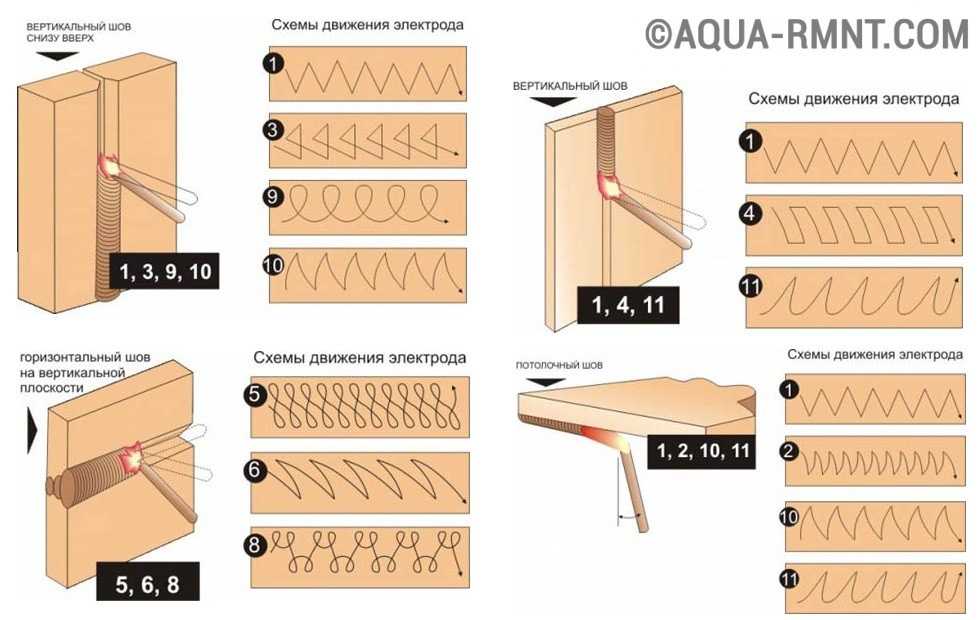 Инертный газ и шлак флюса «запечатывают» сварной шов и удерживают газы в воздухе.
Инертный газ и шлак флюса «запечатывают» сварной шов и удерживают газы в воздухе.
Переменный ток и постоянный ток
Постоянный ток обеспечивает ток, который течет в одном направлении, а переменный ток меняет направление тока несколько раз в секунду. Например, источник переменного тока с частотой 60 Гц будет менять направление потока 120 раз в секунду.
Текущие различия важны. Например, при постоянном токе могут образовываться магнитные поля, индуцируемые постоянным протеканием электрического тока в одном направлении.
Магнитные поля могут перемещать дугу так, что она не проходит кратчайший зазор между электродом и металлом. Это может привести к разбрызгиванию, пористости и неполному сплавлению и часто происходит на внутренних углах или в конце сварных швов. Это называется дуговым разрядом.
Итак, проблема с DC. Но переменный ток колеблется в токе, а магнитные поля постоянно нарушаются и никогда не организуются достаточно, чтобы дуговой разряд стал проблемой.
Кроме того, сварочные аппараты постоянного тока стоят немного дороже. Таким образом, разряд дуги и первоначальные затраты являются двумя основными недостатками постоянного тока. Вы можете даже сказать, что просто используйте дуговые сварщики переменного тока. Но для некоторых процессов, таких как сварка MIG, преимущества постоянного тока намного перевешивают эти недостатки.
Аппараты для дуговой сварки постоянным током обеспечивают плавную дугу, которую легко контролировать, и они лучше работают с тонкими материалами. Вы также получаете меньше брызг, и в целом шарики DC «красивее». По этим причинам вы видите, что постоянный ток часто используется в дуговых сварочных аппаратах, и многие пользователи предпочитают его переменному току.
Дуговые сварочные аппараты переменного тока часто недороги и не позволяют создавать магнитные поля. Таким образом, его можно использовать в ситуациях, предрасположенных к дуговому разряду. Сварочные аппараты на переменном токе также хорошо проникают и используются в таких местах, как верфи, которые регулярно имеют дело с толстыми деталями.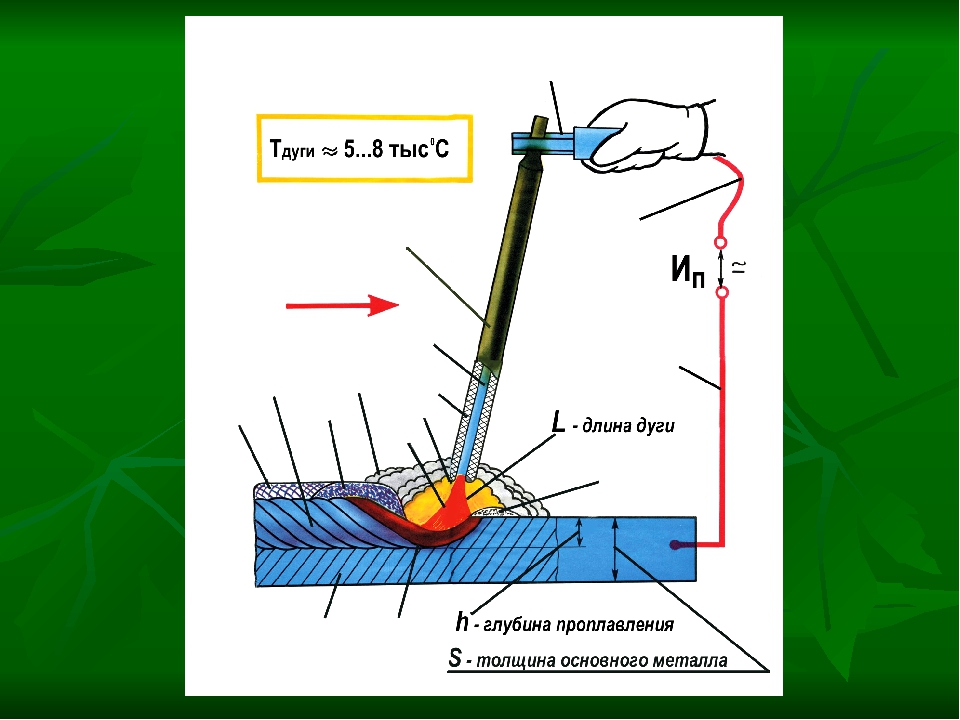
Еще одно преимущество переменного тока заключается в том, что он работает с металлами с проблемными оксидными слоями на поверхности, такими как алюминий. Когда ток колеблется, он эффективно удаляет оксидный слой, который может мешать и препятствовать сплавлению металлических частей.
Узнайте больше о различиях между сваркой на переменном и постоянном токе здесь.
Для чего используется дуговая сварка?
Процесс с сердечником из флюса используется за пределамиНаиболее распространенной и простой формой сварки является дуговая сварка. Таким образом, он используется во всех отраслях промышленности, таких как автомобильная, аэрокосмическая, нефтегазовая, обрабатывающая, энергетическая, строительная и многие другие.
Применения включают сосуды, сосуды под давлением, трубы, резервуары, корабли, мосты, железные дороги, автомобили, сельскохозяйственное оборудование, скульптуры из металла, трейлеры и т. д.
Короче говоря, благодаря быстрому и экономичному характеру соединения металлов дуговая сварка используется практически в любое время, когда необходимо соединить два куска металла. Но сильное выделение тепла может быть проблемой для некоторых работ. Таким образом, дуговая сварка подходит не для каждого проекта.
Но сильное выделение тепла может быть проблемой для некоторых работ. Таким образом, дуговая сварка подходит не для каждого проекта.
Преимущества и недостатки дуговой сварки
Как и все в жизни, дуговая сварка имеет свои сильные стороны и недостатки. Они приведены ниже:
Плюсы
- Хорошая ударопрочность
- Высокая производительность (снижает стоимость единицы сварного шва)
- Прочные бесшовные швы без воздушных зазоров
- Простота в освоении и использовании
- Портативное оборудование, удобное для хранения
- Универсальный, работает со многими типами металла
- Доступный
- Высококачественные прочные сварные швы
- Доступно (лицензия или специальное обучение не требуются)
Минусы
- Больше отходов, чем при других процессах
- Требуется практика для достижения высокого уровня мастерства
- Прожог тонких материалов
Типы дуговой сварки
Электрод — это проводник сварщика, по которому ток течет к металлической заготовке или от нее через дугу.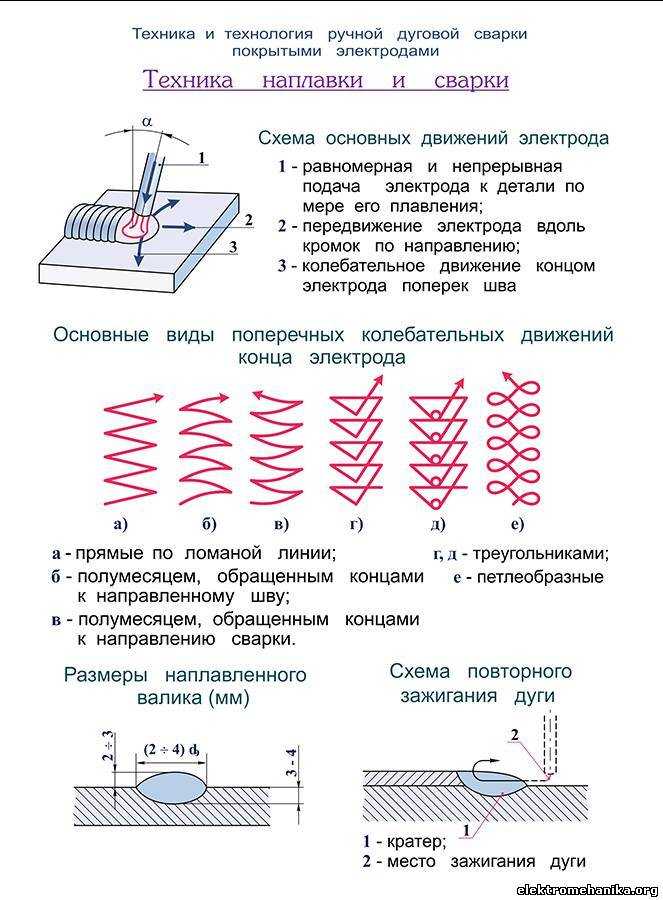 Также электроды можно разделить на плавящиеся и неплавящиеся.
Также электроды можно разделить на плавящиеся и неплавящиеся.
Хотя дуговая сварка включает множество процессов, электроды, используемые для поддержки дуги, сильно различаются.
Типы плавящихся электродов
Плавящиеся электроды плавятся и становятся частью сварного шва. Их также можно назвать сварочной проволокой в зависимости от используемого процесса.
Дуговая сварка защищенным металлом («SMAW»)
Сварка стержнем, или SMAW, также называется дуговой сваркой. Хотя верно то, что все сварщики дуговой сварки являются дуговыми сварщиками, не все сварщики электродуговой сварки являются сварщиками электродуговой сварки (что подтверждается этим списком, который вы читаете прямо сейчас!).
Это очень простой процесс, в котором используются стержневые электроды, покрытые снаружи флюсом. Флюс вступает в реакцию с высокой температурой сварки и защищает расплавленную ванну.
Подобно электродам MIG или электродам с флюсовым сердечником, стержень расходуется в процессе и выступает в качестве наполнителя.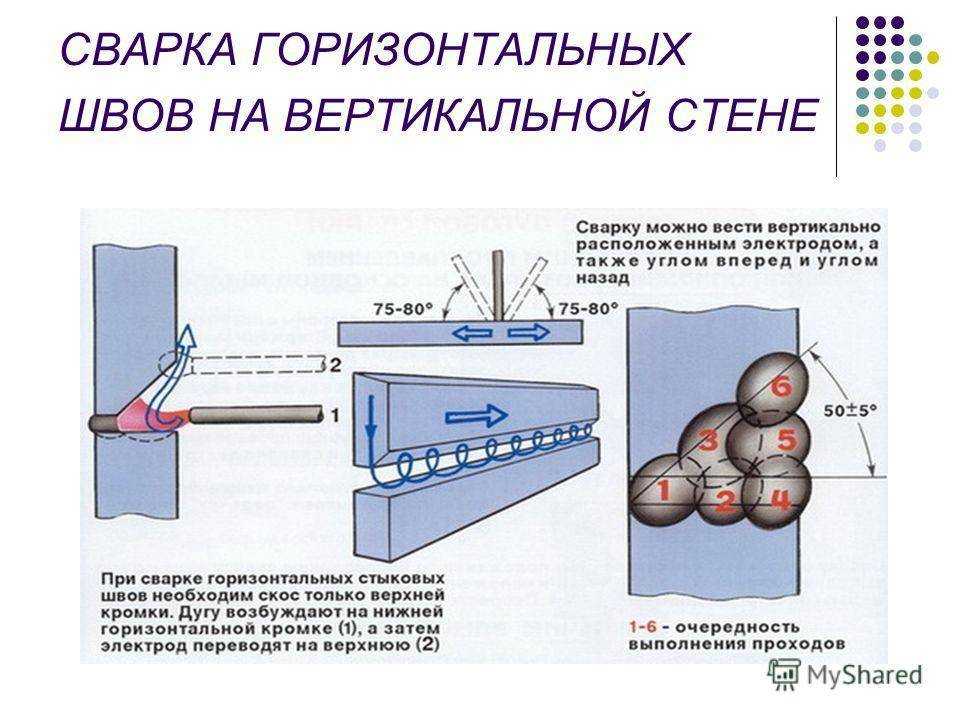 Но в отличие от GMAW или FCAW здесь нет автоматической подачи электродов. Таким образом, стержневые электроды должны быть заменены вручную, когда они израсходованы.
Но в отличие от GMAW или FCAW здесь нет автоматической подачи электродов. Таким образом, стержневые электроды должны быть заменены вручную, когда они израсходованы.
Сварка металлов в среде инертного газа («MIG»)
Сварка MIG также называется дуговой сваркой металлическим газом («GMAW»). Он использует моток проволоки, который подается к сварочному пистолету, выступающему в качестве его электрода.
Эта проволока расходуется в процессе сварки, что позволяет ей также выступать в качестве присадочного материала для сварного шва. Так, сплав проволоки обычно подбирается под свариваемый металл.
При сварке MIG также используется защитный газ, подаваемый в сварочную горелку. Это означает, что у вас также должен быть баллон с газом, а также сварочный аппарат, чтобы использовать процесс GMAW.
Связанный : Дуговая сварка и сварка МИГ – объяснение различий
Дуговая сварка порошковой проволокой («FCAW»)
Дуговая сварка порошковой проволокой очень похожа на сварку МИГ. В качестве электрода выступает проволока, которая непрерывно подается к пистолету машиной. Проволока расходуется во время сварки, но это также позволяет ей служить присадочным материалом.
В качестве электрода выступает проволока, которая непрерывно подается к пистолету машиной. Проволока расходуется во время сварки, но это также позволяет ей служить присадочным материалом.
Однако, в отличие от сплошной проволоки MIG, сердечник этого электрода полый и заполнен флюсом и другими добавками. Это позволяет флюсу при нагревании образовывать защитный газ и шлак, которые защищают сварной шов. Это избавляет от необходимости использовать газ в баллонах, как при сварке MIG.
Дуговая сварка под флюсом («SAW»)
Подобно GMAW и FCAW, дуговая сварка под флюсом использует непрерывно подаваемый проволочный электрод, который расходуется при сварке. Но сварочная ванна погружена в слой порошкообразного флюса.
Этот слой плавкого флюса становится проводящим в расплавленном состоянии, обеспечивая надежное электрическое соединение между металлом и электродом. Флюс также предотвращает брызги и искры. Кроме того, слой порошкообразного флюса подавляет испарения и ультрафиолетовое излучение.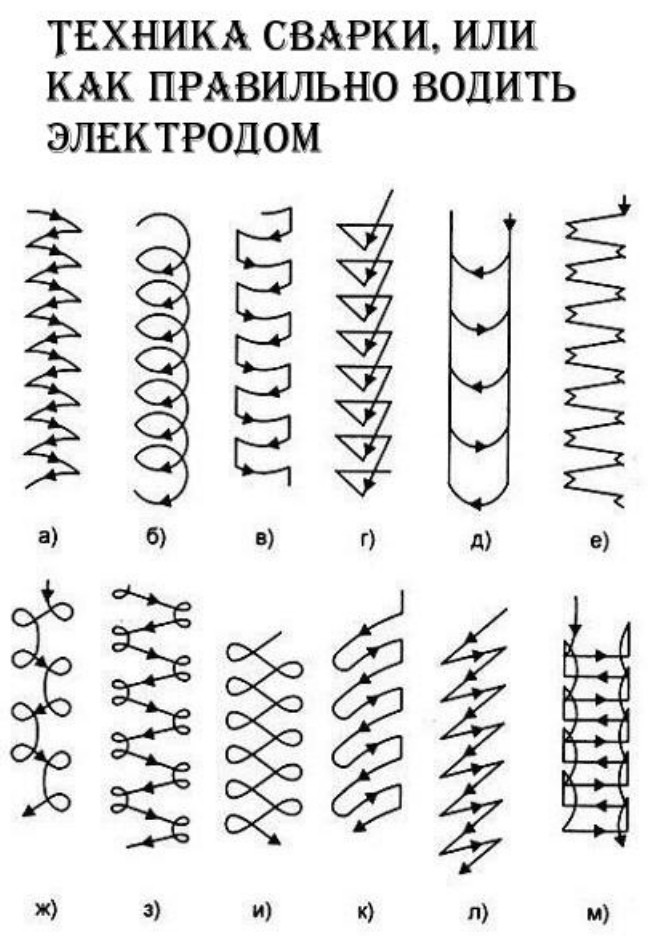
Дуговая сварка шпилек («SW»)
Этот специальный процесс предназначен для приварки крепежных деталей («шпилек») на месте. Он использует специально разработанную застежку, которая также действует как электрод.
Шпилька помещается в специальный пистолет, который создает дугу у основания крепежа, а затем вдавливает шпильку в расплавленную ванну. В результате крепёж прочно приваривается к металлическому основанию.
Для применения может потребоваться защитный газ, а может и не потребоваться. Вокруг сварного шва размещается специальный наконечник для концентрации тепла и удерживания расплавленного металла. После того, как сварка завершена, феррула снимается и выбрасывается.
Электрошлаковая сварка («ЭШС»)
ЭШС используется только в вертикальных соединениях для сварки двух деталей толщиной не менее 1 дюйма. Зазор в деталях заполняется флюсом, а автоматически подаваемый проволочный электрод заливается флюсом внутри зазора.
Затем проходит ток и возникает дуга. Но как только флюс расплавится, электрическое сопротивление расплавляющего флюса выделяет тепло сварного шва, около 3500°F.
Но как только флюс расплавится, электрическое сопротивление расплавляющего флюса выделяет тепло сварного шва, около 3500°F.
Требование сначала заполнить соединение флюсом и удерживать расплавленный флюс во время сварки является причиной того, что это приложение предназначено только для вертикального соединения. Вам также необходимо установить опору или стартовую пластину в нижней части соединения, чтобы удерживать флюс на месте до зажигания дуги.
Типы неплавящихся электродов
Неплавящиеся электроды сохраняют свою структуру и используются в сочетании с присадочным металлом или используют основной металл для сплавления соединения.
Сварка вольфрамовым электродом в среде инертного газа («TIG»)
Сварку TIG иногда называют дуговой сваркой вольфрамовым электродом («GTAW»). Используемый вольфрамовый электрод не расходуется при сварке. Таким образом, отдельная присадочная проволока должна подаваться второй рукой, что делает сварку TIG двуручным процессом.
Химический состав вольфрамового электрода или сплава зависит от того, что вы свариваете. Кроме того, этому процессу не так легко научиться, как некоторым другим формам сварки, и для его освоения требуется некоторая практика.
Плазменная дуговая сварка (PAW)
Внутри плазменной сварочной горелки электрод расположен внутри медного сопла с точечным отверстием на конце. Между неплавящимся вольфрамовым электродом и медным наконечником зажигается дежурная дуга. Это нагревает защитный газ до очень высоких температур, что создает плазму.
При сварке плазма выбрасывается через точечное отверстие и «выстреливает» в сварной шов. Плазма является электропроводной, и тогда между вольфрамовым электродом и металлической заготовкой образуется дуга.
Пропуская плазму через суженное отверстие, горелка обеспечивает высокую концентрацию тепла на небольшой площади. Благодаря высокопроизводительному сварочному оборудованию плазменный процесс обеспечивает исключительные сварные швы.
Поскольку электрод не расходуется, для достижения желаемых результатов может понадобиться дополнительный присадочный стержень.
Подведение итогов
Надеемся, что эта статья дала вам некоторое представление о том, что такое дуговая сварка, как она работает, а также о плюсах и минусах.
Для возбуждения дуги при дуговой сварке можно использовать переменный или постоянный ток. Каждый ток имеет свои преимущества, и пользователи должны знать, когда использовать каждый из них.
И последнее, но не менее важное: мы рассмотрели различные формы дуговой сварки и различия между этими процессами. В каждой форме дуговой сварки используются разные электроды, и выбор правильного электрода имеет важное значение для получения хороших результатов.
ПАЛКА Основы сварки | Долговечность
Переключить навигацию
Поиск
Также известная как дуговая сварка металлическим электродом в среде защитного газа (SMAW), сварка STICK представляет собой двуручный метод, такой как TIG. При сварке STICK используется металлический присадочный стержень или стержень, покрытый флюсом. По мере того как материал стержня плавится под действием тепла, флюсовое покрытие также плавится, образуя газ и жидкий шлак, которые защищают сварной шов от окисления. Как и в случае с FCAW, защитный газ не нужно подавать в процессе сварки, но оставшийся шлак оставляет беспорядок, требующий очистки с помощью шлифовальной машины или растворителей.
При сварке STICK используется металлический присадочный стержень или стержень, покрытый флюсом. По мере того как материал стержня плавится под действием тепла, флюсовое покрытие также плавится, образуя газ и жидкий шлак, которые защищают сварной шов от окисления. Как и в случае с FCAW, защитный газ не нужно подавать в процессе сварки, но оставшийся шлак оставляет беспорядок, требующий очистки с помощью шлифовальной машины или растворителей.
ВВЕДЕНИЕ В СВАРОЧНУЮ СВАРКУ
История сварки стержнями восходит к 1800-м годам. В 1800 году британский химик и изобретатель сэр Хамфри Дэви разработал дугу между двумя угольными электродами с помощью батареи.
Газовая сварка и резка были введены в середине 1800-х годов. В 1880-х годах была разработана дуговая сварка угольной дугой и металлической дугой.
В 1881 году французский инженер-электрик Огюст Де Меритенс использовал тепло дуги для соединения свинцовых пластин аккумуляторных батарей.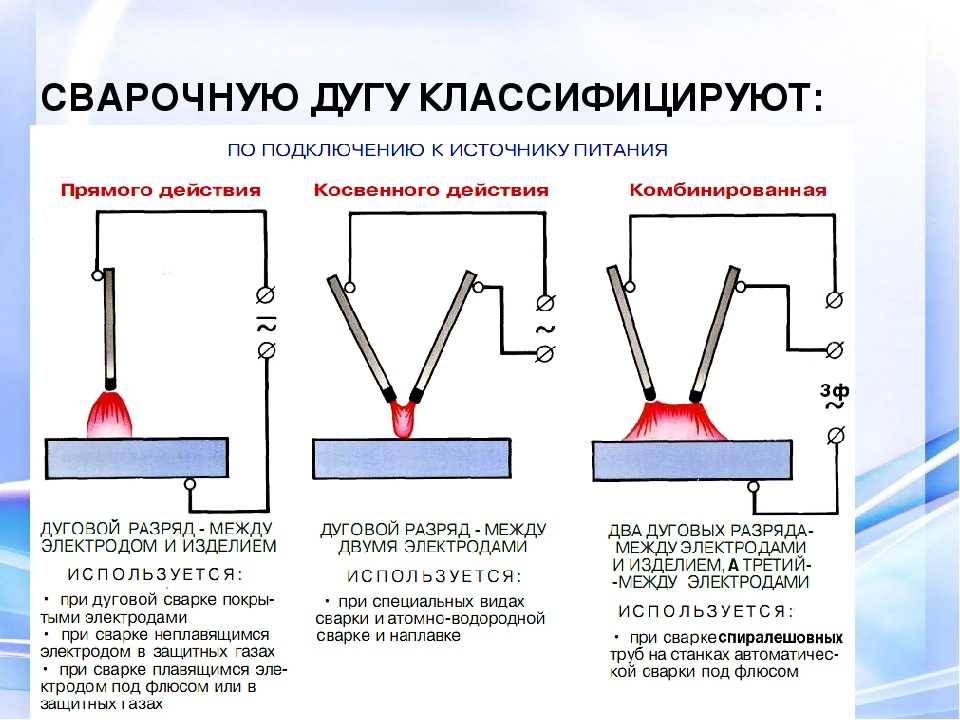 Его ученик Николай Н. Бенардос получил патент на сварку. В 1890, кл. Компания Coffin of Detroit получила первый патент США на процесс дуговой сварки с использованием металлического электрода.
Его ученик Николай Н. Бенардос получил патент на сварку. В 1890, кл. Компания Coffin of Detroit получила первый патент США на процесс дуговой сварки с использованием металлического электрода.
Примерно в 1900 году британский изобретатель Строменгер представил металлический электрод с покрытием. Он использовал тонкое покрытие из глины или извести и заметил, что это обеспечивает более стабильную дугу.
В период с 1907 по 1914 год Оскар Кьельберг из Швеции изобрел электрод с покрытием, который выглядел как палочка.
Позже куски железной проволоки, смоченные в густых смесях карбонатов и силикатов, использовались для изготовления стержневых электродов.
ПРОЦЕСС СВАРКИ УДАРОМ
Сварка стержнем – это процесс, в котором для формирования сварного шва используется электрод с флюсовым покрытием. Электрический ток проходит через электрод с покрытием или сварочный стержень и образует дугу в точке контакта с основным металлом. Когда электрод начинает плавиться, флюсовое покрытие вокруг него создает облако газов, которое защищает расплавленный металл и предотвращает его окисление. Вот почему ее также называют дуговой сваркой в защитном металле. Облако газа оседает на ванну расплавленного металла по мере его остывания и превращается в шлак, который необходимо откалывать после завершения сварки.
Вот почему ее также называют дуговой сваркой в защитном металле. Облако газа оседает на ванну расплавленного металла по мере его остывания и превращается в шлак, который необходимо откалывать после завершения сварки.
STICK Процесс сварки довольно прост и не требует большого количества специального оборудования.
СОВЕТЫ ДЛЯ НАЧИНАЮЩИХ
Хотя дуговая сварка является одним из наиболее распространенных видов дуговой сварки, научиться этому процессу сложно. Чтобы быть эффективным сварщиком STICK, требуется более высокий уровень квалификации и владение определенными приемами. Вот три важные вещи, на которых должен сосредоточиться новичок.
Текущие настройки
Электрод, который вы выбираете, определяет, требуется ли для вашей машины постоянный постоянный ток, отрицательный постоянный ток или переменный ток. Используйте правильную настройку для вашей конкретной задачи. Положительный электрод обеспечивает большее проникновение, в то время как отрицательный электрод дает лучшие результаты для более тонких металлов. Выберите силу тока в зависимости от электрода, положения сварки и визуального осмотра готового сварного шва. Следуйте рекомендациям производителя для идеальной настройки силы тока.
Выберите силу тока в зависимости от электрода, положения сварки и визуального осмотра готового сварного шва. Следуйте рекомендациям производителя для идеальной настройки силы тока.
Длина дуги
Правильная длина дуги имеет решающее значение для электродуговой сварки. Для каждого электрода и приложения требуется различная длина дуги, не превышающая диаметр электрода. Например, 0,125-дюймовый электрод 6010 удерживается на расстоянии около 1/8 дюйма от основного материала.
Угол перемещения
Для сварки в плоском, горизонтальном и потолочном положениях используйте метод «перетаскивания» или «наотмашь». Электрод должен располагаться перпендикулярно сварному шву. Наклоните кончик электрода на 5-15 градусов в направлении его перемещения. Для вертикальной сварки, которая движется вверх, используйте технику «толкания» или «вперед». Наклоните электрод в сторону от направления движения на 15 градусов.
ПЛЮСЫ И ПРОТИВ СВАРКИ
Как и любой сварочный процесс, сварка STICK имеет свои плюсы и минусы.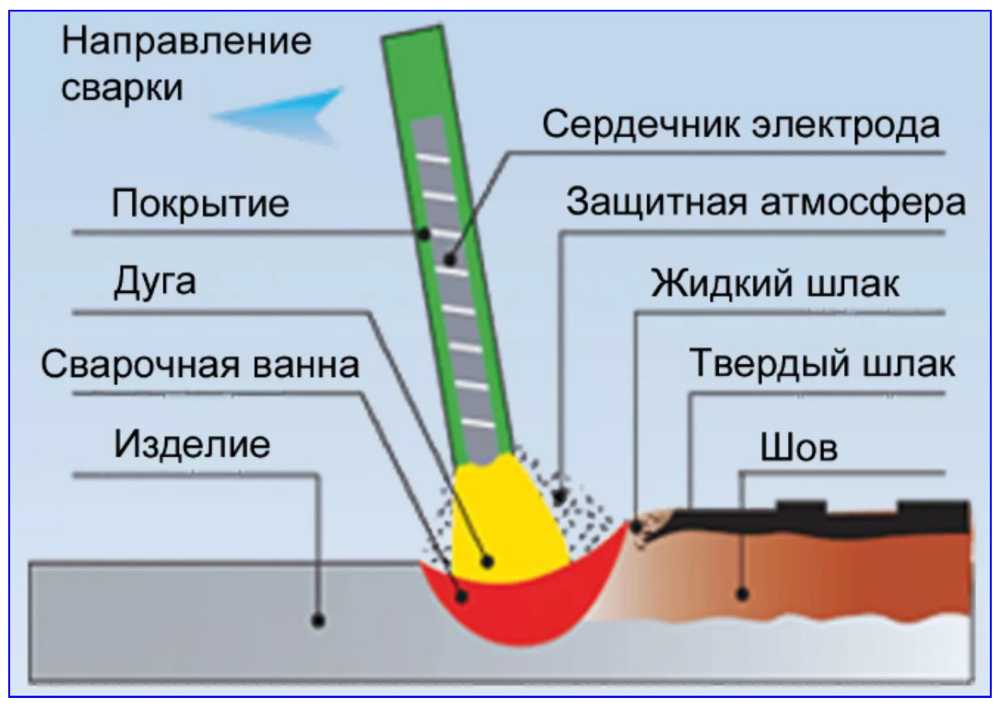 Вот некоторые из наиболее важных:
Вот некоторые из наиболее важных:
Плюсы:
• Оборудование, используемое для сварки STICK, простое в использовании и недорогое
• Не требует внешнего защитного газа, что экономит деньги
• Может выполняться даже когда идет дождь или ветрено
• Легко заменить электроды для различных металлов
• Можно легко сваривать широкий спектр металлов и сплавов
• Хорошо работает на окрашенных или ржавых поверхностях
Минусы:
• Операторы должны иметь высокий уровень навыков и опыта
• Работать с некоторыми тонкими металлами может быть сложно
• После сварки остается шлак, который необходимо сколоть
• Сварка УДАРОМ медленная по сравнению с другими типами сварки сварка
• Электроды необходимо заменять чаще, чем при других видах сварки
• Допускается только короткая длина сварного шва, прежде чем потребуется вставить новый электрод
• Не подходит для химически активных металлов, таких как титан, цирконий, тантал и колумбий
БЕЗОПАСНОСТЬ ПРЕЖДЕ ВСЕГО!
Безопасность всегда является наивысшим приоритетом на сварочной площадке.