
Отводы и полуотводы круглого и прямоугольного сечения из оцинкованной стали для воздуховодов
Отводы для воздуховодов – один из важнейших элементов вентиляционной системы, предназначенный для перемены направления потока воздуха.
Виды отводов
В соответствии с формой поперечного сечения отводы различаются на два типа:
- круглые;
- прямоугольные.
Форма отвода на производительности вентиляционных сетей не влияет, выбор той или иной конфигурации в первую очередь мотивируется формой вытяжного отверстия, принятого в системе.
Отводы круглые
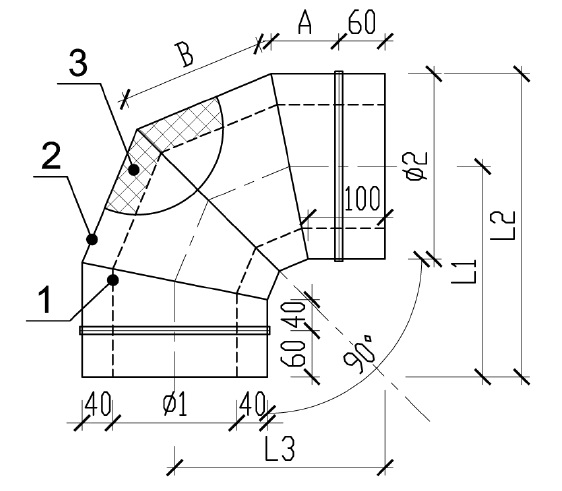
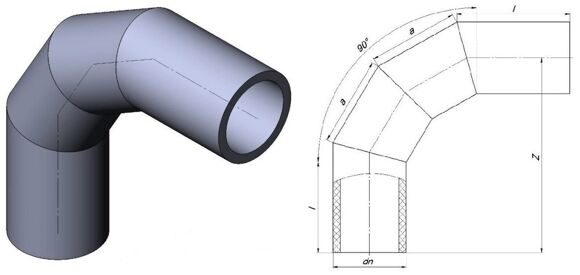
Отводы круглого сечения применяются для устройства поворота трассы вентиляционной системы под углом 15-90°. В большинстве случаев, стандартные круглые отводы имеют радиус поворота, равный диаметру элемента, но при необходимости радиус может быть принят любым. Внешний и внутренний контуры отводов круглого воздуховода — криволинейной формы, центры их кривизны обычно идентичны.
Заводом вентиляционного оборудования «Вентпродукт» производятся круглые отводы воздуховодов, размеры которых зависят от поворотного угла (90°, 45° или 30°), диаметром от 100 до 1250 мм.
Круглые отводы могут иметь:
- различные углы поворота;
- любые диаметры;
- различные радиусы поворота;
- разные длины шеек.
Отвод из оцинкованной стали для воздуховодов состоят из отдельных частей, количество и размеры которых зависят от угла поворота. Части соединяются посредством плотного крепления.
Прямоугольные отводы
Отводы прямоугольного воздуховода преимущественно устанавливаются в сетях вентиляции жилых помещений.
Стоимость прямоугольных отводов воздуховодов, размеры которых не обладают такой вариативностью по сравнению с элементами круглой формы, несколько выше.
Прямоугольные отводы воздуховодов, размеры которых соответствуют нескольким стандартным вариантам, выпускаются с двумя значениями углов — под 90° и 45°. Шейка у деталей с углом в 90° может быть как круглой, так и квадратной формы.
Монтаж прямоугольных отводов осуществляется посредством нескольких способов соединений:
- бандажного;
- фланцевого из шины и уголка;
- ниппельного.
Приобрести высококачественные отводы любой стандартной конфигурации по самым низким ценам от 97 руб/шт можно на сайте завода-изготовителя оборудования для вентиляционных систем «Вентпродукт». Производителем гарантируется высокое качество продукции, отвечающие самым жестким требованиям.
Круглый стальной вентиляционный отвод 90 градусов из оцинковки
Возможно применение различных соединений вентиляционного отвода с воздуховодом – ниппельное, фланцевое. Ниппельное соединение отвода с трубой работает по принципу конструктора, когда отвод имеет меньший размер воздуховода, что максимально упрощает процесс монтажа вентиляционной системы, обеспечивая герметичность соединения класса “Н”. При наличии особых пожеланий заказчика может быть использован иной метод соединения элементов системы.
На собственных производственных мощностях, мы изготавливаем круглые вентиляционные отводы 90 гр. диаметром от 100 до 1600 мм. Толщина металла от 0,5 до 4мм. Участок производства круглых отводов оснащен современными высокотехнологичными станками, что гарантирует точность размеров и полное соответствие стандартам Российской Федерации (класс П и Н).
По чертежам заказчика могут быть изготовлены индивидуальные диаметры и углы наклона вентиляционных отводов круглого сечения.
Все изделия имеют сертификаты соответствия Госстандарта России. Благодаря использованию в производстве современного автоматизированного оборудования, нам удалось обеспечить высокую производительность и качество нашей продукции. Минимизация отходов заготовительного материала способствует снижению себестоимости и цены на готовую продукцию. Отвод вентиляционный круглый 90 градусов нашего производства обеспечит безопасность монтажа и долговечность эксплуатации.
| D, мм | толщина, мм | площадь поверхности, м2 | расчетная масса, кг |
| 100 | 0,5 | 0,085 | 0,35 |
| 125 | 0,13 | 0,54 | |
| 160 | 0,19 | 0,78 | |
| 180 | 0,23 | 0,95 | |
| 200 | 0,25 | 1,03 | |
| 225 | 0,3 | 1,24 | |
| 250 | 0,38 | 1,57 | |
| 280 | 0,45 | 1,86 | |
| 315 | 0,57 | 2,35 | |
| 355 | 0,69 | 2,85 | |
| 400 | 0,87 | 3,59 | |
| 450 | 1,09 | 4,5 | |
| 500 | 1,31 | 5,41 | |
| 560 | 1,6 | 9,12 | |
| 630 | 0,7 | 2 | 11,4 |
| 710 | 2,48 | 14,14 | |
| 800 | 3,12 | 17,78 | |
| 900 | 4,2 | 23,94 | |
| 1000 | 1 | 4,94 | 28,16 |
| 1250 | 7,47 | 60,13 | |
| 1400 | 9,4 | 75,67 | |
| 1600 | 11,9 | 95,8 |
Закон разрешил только один раз заявлять отвод судье на процессе — Российская газета
Поправки в Гражданский процессуальный кодекс запретили бесконечно заявлять отводы судье во время гражданского процесса.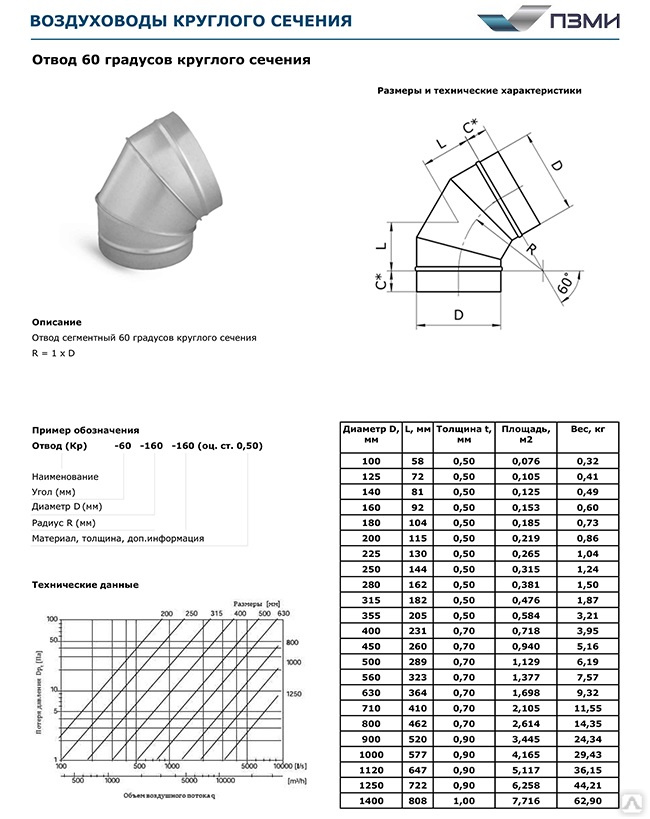
Объявить своего рода вотум недоверия судье можно будет только один раз. После этого заявления об отводе приниматься не будут.
Новые правила не позволят участникам процесса закидывать суд бесконечными заявлениями об отводе и тем самым тормозить процесс.
«В случае отказа в удовлетворении заявления об отводе подача повторного заявления об отводе тем же лицом и по тем же основаниям не допускается», дословно сказано в законе.
То есть если другой участник процесса тоже по каким-то причинам не доверяет судье, то сможет заявить отвод от себя — тоже только один раз.
«Подавляющее большинство судебных процедур проходят без заявления отвода судье, — сказал «РГ» исполнительный вице-президент Федеральной палаты адвокатов Андрей Сучков. — Хотя уникальным и исключительно редким это явление тоже не назовешь. Основания для заявления отвода четко перечислены в законе. Поэтому есть смысл заявлять его лишь при наличии и доказуемости этих оснований».
Без веских причин такое право лучше не использовать. «Не основанные на законе протестные акции в форме отвода судьи вряд ли перспективны, — говорит Андрей Сучков. — Заявленный отвод, то есть публично высказанное недоверие судье, определенно не приносит удовольствия председательствующему в деле.
«Тем не менее это не снимает с него обязанности объективного и беспристрастного рассмотрения спора, — продолжает он. — Это же требование относится и к судьям вышестоящих инстанций, если ранее в деле было заявление об отводе».
В свою очередь адвокат Виктория Данильченко обращает внимание, что отвод можно заявить не только судье, но и прокурору, секретарю судебного заседания, эксперту, специалисту, переводчику. Норма «один человек — один раз» распространяется на всех. Заявив отвод судье, участник процесса будет вправе заявить потом отвод прокурору, эксперту и т.п. Но каждый раз у него примут только одно заявление. Второй раз нельзя.
«Отводы судьям заявляются нечасто, — говорит Виктория Данильченко. — Однако порой это бывает необходимо. Отводы удовлетворяются крайне редко, если не сказать никогда. Ведь если суд удовлетворит отвод, значит, он согласится с тем, что он прямо или косвенно заинтересован в исходе дела, а это может привести к лишению полномочий судьи». Влияет ли заявление об отводе судьи на вышестоящие инстанции, которые потом будут рассматривать дело?
Отводы удовлетворяются крайне редко, если не сказать никогда. Ведь если суд удовлетворит отвод, значит, он согласится с тем, что он прямо или косвенно заинтересован в исходе дела, а это может привести к лишению полномочий судьи». Влияет ли заявление об отводе судьи на вышестоящие инстанции, которые потом будут рассматривать дело?
«Напрямую, конечно, нет, — рассказывает Виктория Данильченко. — Однако уверена, что вышестоящий суд обращает на данный факт внимание. Другое дело, что на принятие решения отвод, заявленный судье, если он не заявлен по причине, например, родственных связей между судьей и адвокатом, истцом, ответчиком, прокурором, подсудимым, экспертом, никакого правового значения не имеет».
Кстати, недавно президент России внес в Госдуму законопроект, предлагающий ряд принципиальных новшеств в судебной системе. В частности, дела среди судей предлагается распределять с помощью автоматической системы, чтобы исключить человеческий фактор при назначении судьи на конкретное дело.
Документ опубликован в «Российской газете».
Как сделать водосток с крыши для отвода дождевой воды с кровли дома
Кровельные водостоки (отлив, слив, водоотлив, водослив, водоотвод, стоки) для крыши — это важный функциональный элемент водосточной системы частного дома, устройство которого планируют еще на этапе строительства. Это продиктовано тем, что система водостока с крыш включает в себя несколько составляющих: слив воды с крыши (ендова), водосточная система и система отвода воды. Каждый из них оказывает влияние на отвод дождевой и талой воды с крыши.
Металлические водостоки для крыши своими руками
Для чего нужен отлив и водосток на крыше
Функциональное назначение водоотводов:
- защита – отвод воды от стен и фундамента дома. В этом
состоит главное предназначение кровельного слива. Отсутствие приведет к
разрушению цоколя дома в течении 5-10 лет (в зависимости от глубины фундамента
и осадков).
 Дело в том, что талая и дождевая вода, сливаясь с крыши попадают на
фундамент. Далее она уходит в грунт, а это крайне нежелательно. Ведь грунт под
фундаментом будет размываться. Рано или поздно фундамент в месте подтопления
осядет, и стена дома даст трещину;
Дело в том, что талая и дождевая вода, сливаясь с крыши попадают на
фундамент. Далее она уходит в грунт, а это крайне нежелательно. Ведь грунт под
фундаментом будет размываться. Рано или поздно фундамент в месте подтопления
осядет, и стена дома даст трещину;
 Дело в том, что талая и дождевая вода, сливаясь с крыши попадают на
фундамент. Далее она уходит в грунт, а это крайне нежелательно. Ведь грунт под
фундаментом будет размываться. Рано или поздно фундамент в месте подтопления
осядет, и стена дома даст трещину;
Дело в том, что талая и дождевая вода, сливаясь с крыши попадают на
фундамент. Далее она уходит в грунт, а это крайне нежелательно. Ведь грунт под
фундаментом будет размываться. Рано или поздно фундамент в месте подтопления
осядет, и стена дома даст трещину;- сбор дождевой воды с крыши. Дождевая вода отлично подходит для полива. Если отвести трубу отлива в бочку, бак или емкость, можно организовать постоянное наличие технической воды для полива;
- декоративное украшение дома. Естественно, такую возможность дает только отлив, выполненный своими руками.
Слив с крыши для воды — устройство водоотвода со скатных крыш
Крыши на домах старой постройки имеют простую двускатную конструкцию кровли. Но, современные дома оснащены более сложными стропильными системами. Скатов больше, они примыкают друг к другу под разными углами. Это требует правильного устройства слива воды с крыши.
Поэтому рассмотрим пошагово каждый из элементов.
1. Слив воды с крыши
Этот момент важен, потому что вода может попасть внутрь дома, еще не доходя до водостока. Можно выделить три зоны повышенного риска на кровле, в результате которых течет крыша дома (и способы, как устранить течь на крыше).
Место стыка двух скатов с образованием внутреннего угла. Если частный дом имеет крышу, такую как на фото, то необходим монтаж ендовы или разжелобка на кровле.
Выделяют два вида ендовы:
Одинарный нахлест (нижняя ендова).
Нюанс. На выбор нахлеста влияет материал кровли и угол наклона ската крыши. При высокой высоте волны кровельного материала (шифер, металлочерепица) и при угле наклона ската больше 30° применяется одинарный нахлест. Если материал плоский (битумная черепица) и угол меньше – двойной нахлест.
Двойной нахлест (нижняя и верхняя ендова).
Нюанс. Конструкция нижней ендовы очень проста, поэтому ее
обычно делают своими руками. Это просто согнутый пополам лист металла. Но, для
того, чтобы она выполняла свои функции нужно знать, как правильно установить
нижнюю ендову. Грамотный монтаж заключается в следующем: ендова нижняя крепится
с помощью кляймеров (использование саморезов не допускается).
Грамотный монтаж заключается в следующем: ендова нижняя крепится
с помощью кляймеров (использование саморезов не допускается).
2. Место (узел) примыкания кровли к стене
В данном случае используется специальная планка примыкания для кровли. Монтаж планки выполняется в угол между домом и кровлей.
Специфика выбора планки для примыкания
На фото приведены три разновидности планки.
Но только планка «в» обеспечит герметичность стыка, за счет небольшой кромки, которая заводится в запил на стене. Планка «а» не имеет завальцовки вообще. У планки «б» нижняя завальцовка наружная. Это то место, с которого планка начнет ржаветь.
Нюанс. Для герметичного соединения в кирпиче нужно сделать запил и завести туда один край планки. Второй свободно ложится на кровле.
3. Отвес крыши
По правилам монтажа водосточной системы, кровельный материал должен заканчиваться в середине желоба. Тогда, вода из него не будет попадать на стены дома.
Однако, такое возможно не всегда. Это может быть связано с особенностями кровельного материала (например, длина металлочерепицы всегда кратна 350 мм, а обычной кратна 1 шт.) или с просчетом во время проектирования стропильной системы. В этом случае монтируют дополнительную карнизную планку.
Вторая составляющая системы слива воды с крыши – водосточная система.
Ознакомимся с ее основными элементами и посмотрим, как сделать водосточную систему самостоятельно.
4. Составляющие элементы водосточной системы
Прежде чем приступить к изготовлению отлива, нужно разобраться, какие элементы (комплектующие) нужны:
- желоб. Служит для приема воды со скатов. Его диаметр зависит от площади ската;
- воронка или ливнеприемник. Соединяет желоб и трубу;
- труба. Отводит воду в дренажную систему или подальше от фундамента;
- углы и повороты. Позволяют обойти дом, выступающие элементы или установить трубу на нужном расстоянии от стены;
- заглушки. Используются в тех местах, где не предусмотрена воронка.
 Используются в тех местах, где не предусмотрена воронка.
Используются в тех местах, где не предусмотрена воронка.Совет. Заглушки устанавливаются в наиболее высоком месте.
- крепежи. Для желоба и трубы.
Наглядно элементы водосточной системы приведены на схеме.
Водостоки для крыши своими руками
Для вдохновения на работу предлагаем ознакомиться с интересными, креативными и просто красивыми вариантами самодельных водостоков.
1. Из чего можно сделать водосток своими руками
Рассмотрим, какие бывают водостоки из подручных материалов
Как правило, водосточная система покупается в виде комплекта из доборных элементов нужного размера, собирается и устанавливается на крышу дома. Но в тоже время, водостоки могут быть сделаны своими руками из подручных материалов. Это не всегда делается в целях экономии, в большей мере для создания декоративного сочетания с элементами, дополняющими дизайн-проект дома.
Водосливы для крыши из дерева. При должной обработке и правильном выборе древесины, деревянный водосток способен прослужить более 10 лет. Для работы пригодны такие породы как пихта, лиственница и сосна.
Водостоки для крыши из пластиковых бутылок. Может подойти как временная конструкция.
Водосток из свинца. Редкий и малопрактичный вариант для устройства водоотводов, хотя, свинец легко поддается обработке и выдерживает перепады температур. Но, учитывая, что свинец опасен для здоровья человека, не используется в производстве отливов;
Водосток из оцинковки. Сравнительно низкая стоимость оцинкованной стали делает этот материал самым популярным среди кустарных мастеров. Сложен в обработке, требуется специальное оборудование для работы. Срок службы водостока из оцинкованной стали не превышает 10 лет.
Водосток из оцинковки с полимерным покрытием. Защитное покрытие устраняет недостатки простой оцинковки и увеличивает срок ее службы. Все металлические водосточные системы изготавливаются из окрашенной оцинкованной стали.
Водосток из керамики.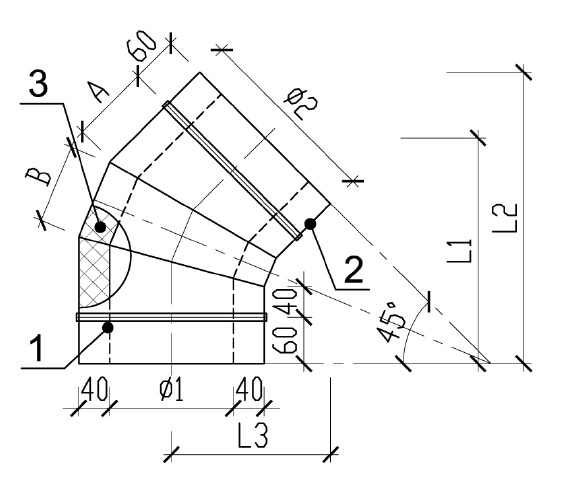 Чтобы сделать керамический водосток
своими руками потребуются навыки гончарного мастерства и специальная глина. В
целом же срок их эксплуатации может превышать столетия.
Чтобы сделать керамический водосток
своими руками потребуются навыки гончарного мастерства и специальная глина. В
целом же срок их эксплуатации может превышать столетия.
Водостоки из бетона (цемента). По сравнению с керамикой, более доступная разновидность водостока. Однако большой вес нивелирует доступность, поэтому, в качестве водостоков для крыши не используют крайне редко. Чаще используется как наземный элемент (бетонный водосток тротуарный).
Водосток из меди. Самый лучший, но наиболее дорогой материал для устройства системы отвода воды. Медный водосток может использоваться не одно столетие.
2. Расчет водостоков для крыши
Определяем диаметр и количество желобов. А также количество и место установки воронок.
Схемы демонстрируют, что длина ската играет важную роль при выборе.
Крепеж для желоба устанавливается через 600 мм.
Крепеж для трубы устанавливается через 1 000 мм.
Совет. Чтобы крепление водостока было надежным крепеж желоба нужно устанавливать возле каждого доборного элемента – углов, воронки, заглушек. А крепление трубы возле слива, поворотов и тройников-разветвителей.
3. Какой водосток выбрать – круглый или квадратный?
Сечение водосточной трубы может быть квадратным или круглым – что лучше, трудно сказать точно, все зависит от индивидуальных пожеланий.
Нюанс. Круглая водосточная система более проста в уходе. В квадратной системе по углам скапливается грязь, что снижает эффективность ее функционирования (субъективное и спорное мнение).
4. Схема и чертеж водостока с размерами
Схематический чертеж каждого элемента важная составляющая процесса. Изготовление водостока требует соблюдения всех требований, размеров и габаритов, иначе система попросту не состыкуется. Чертежи можно сделать самостоятельно, или воспользоваться представленными ниже.
5. Стандартные размеры водостоков для крыши — чертежи
Размеры водосточной трубы
Размер водосточного колена (гофрированного)
Размеры отлива водосточной трубы (нижнее колено)
Размеры водосточных желобов (прямой, угловой)
Размер заглушек для водосточных желобов
Размеры водосточных воронок
Размер крепежа водосточного желоба
Размеры крепежа для водосточных труб
Изготовление водостоков для крыши своими руками
Для работы понадобится:
- сталь листовая оцинкованная (кровельное оцинкованное железо). Лист оцинковки толщиной 0,5-0,7 мм.
 Лист оцинковки толщиной 0,5-0,7 мм.
Лист оцинковки толщиной 0,5-0,7 мм.Совет. Слой цинка согласно нормативу, должен быть не меньше 270 гр./м.кв. (На рынке встречаются листы с покрытием 60 275 гр./ м.кв). Такой металл прослужит долго.
- ножницы по металлу;
- молоток (деревянный и обычный)
Как сделать водосток для крыши своими руками
Для изготовления водосточной трубы нужно сделать выкройку на листе металла (как альтернатива – из жести, листовой стали).
Совет. Размеры лучше наносить маркером. Если их чертить чем-нибудь острым, например, шилом, то можно повредить защитный слой цинка. В этом месте меньше чем через год образуется ржавчина.
Для закрашивания царапин на окрашенной оцинковке используется только специальная акриловая краска (например, Цикроль, Тиккурила, Текнос). Обычная краска просто «не удержится» на поверхности.
Ширина заготовки должна превышать диаметр трубы на 1,5 см. Эта разница уйдет на соединение.
На заготовке начертить прямую линию фальца. При этом учесть, что с одной стороны, она составит 0,5 см, с другой 1 см.
Завернуть металл (загнуть) с помощью плоскогубцев. Меньшую сторону просто под углом. Большую сторону в форме буквы «Г».
Выровнять металл под прямым углом (выстучать молотком) 90 градусов.
Соединить стороны заготовки.
Завернуть более высокую кромку.
Соединить края заготовки. При этом меньшая сторона должна зайти в большую.
Уплотнить кромки плоскогубцами.
Этот процесс называется ручная вальцовка листового металла (гибка листа железа). Способы (виды) вальцовки на фото.
С одной стороны, трубу нужно подбить молотком (подмять, подогнуть), чтобы в нее можно было завести вторую трубу.
Как сделать желоб для водостока своими руками
Изготовление металлического водосточного жёлоба выполняется на специальном оборудовании (гибочный станок для листового металла).
В домашних условиях можно сделать своими руками, для этого
подойдет способ, описанный ниже.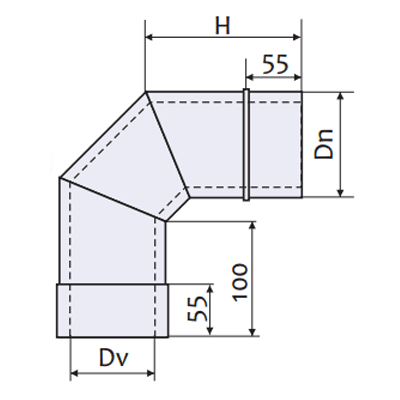
Вырезать заготовку из дерева или трубы. Положить на нее заготовку из листа металла и с помощью киянки придать ей нужную форму.
Совет. Предварительно нужно сделать завальцовку заготовки желоба, это придаст ей жесткость.
Более простой способ – раскроить металлическую трубу пополам.
Остальные элементы водостоков изготавливаются по такому же принципу.
Нюанс. Для изготовления крепежей тонкая оцинковка не подходит. Нужно брать стальную заготовку.
Монтаж водостоков для крыши своими руками
Инструкция по установке водостоков на крыше — основные моменты:
- определить отправную точку. Она находится максимально высоко;
- установить кронштейн желоба.
Нюанс. При установке желоба нужно следить, чтобы соблюдался минимальный уклон водостока крыши в 2-3 мм на 1 метр.
- уложить и выполнить крепление желоба водостока;
Совет. Части желоба не закрепляются между собой, а укладываются в нахлест. Величина которого 7-10 см. Это зависит от уровня осадков. Нахлест позволяет компенсировать расширение металла при нагреве
- установить воронку на водосток. Воронка должна располагаться между кронштейнами на самой нижней точке.
Совет. Место под воронку вырезается заранее ножницами по металлу. Использование болгарки не допускается.
- соединить воронку с трубой. Если нужно, используются углы (желоб угловой).
Совет. Если труба будет находиться непосредственно возле стены, то стена будет намокать.
- зафиксировать водосточную трубу хомутами;
Совет. Расстояние между кронштейнами водостока зависит от веса конструкции, места установки трубы и ветровой нагрузки. Но оно должно составлять не более 1 м.п.
- закрепить нижнее колено (отлив) внизу трубы. Его длина зависит от ширины фундамента. Ведь цель монтажа водостока — отвод воды от цоколя дома;
- при необходимости выполнить монтаж системы антиобледенения
кровли и водостоков.

В этом руководстве приведены основные требования по сборке и установке водостоков своими руками, технология монтажа каждой отдельной системы уникальна.
Рекомендуем ознакомиться с подробным описанием с пошаговой инструкцией по монтажу пластиковой и металлической водосточной системы.
Уход и защита водостоков
Оцинковка не может служить долго. Это связано с тем, что цинк, которым покрыта сталь, склонен улетучиваться. Со временем такая водосточная система потемнеет, а через несколько лет на ней появятся пятна ржавчины. Что бы это предотвратить, нужно защищать места ржавчины и обрабатывать оцинкованные водостоки растворами против коррозии.
Окрашенные водостоки также нуждаются в уходе. В этом случае он сводится к периодическому осмотру элементов системы и закрашивании сколов и царапин.
При сильном ветре или при механическом повреждении могут деформироваться крепления водостока. Если ослабнет кронштейн желоба, он может наклониться. Тогда изменится угол наклона, и вода будет протекать мимо воронки. Или же вода будет переливаться из желоба по всей длине ската крыши.
Чтобы водосток не забивался опавшими листьями и ветками можно установить специальные решетки на воронку или на весь желоб — сетка для защиты водостоков от листвы, снега, мусора (в воронку можно вставить металлический паук – защитная решетка).
Прочистка водостоков и желобов для крыши
Если система забилась ее легко можно очистить с помощью шланга для полива. Главное – хороший напор воды.
Отвод воды с крыши дома
Последним составляющим элементом водосточной системы является устройство отвода дождевой воды с крыши частного дома или коттеджа.
Как и куда отводить воду с крыши дома
Вода может собираться в бочку (емкость). Вариант хорош тем,
что позволяет накапливать дождевую воду. Ведь земельный участок на даче или
загородном доме постоянно испытывают потребность в поливе. При правильно
подходе к оформлению, бочка для сбора дождевой воды может стать декоративным
украшением дома.
Сбор воды в бочки идеален для владельцев теплиц с капельным поливом. Бочка под водосток накапливает дождевую воду, которая прогревается в ней и поступает в теплицу, парник или в сад.
Водосточная труба может быть подведена под дерево или кусты.
Вода отводится через ливневые стоки. Простой и дешевый вариант. Его недостаток в том, что вода все равно отводится недалеко от фундамента (если короткий водосток). Т.е., угроза его повреждения не устраняется полностью. Например, в зимнее время вода может замерзнуть и разрушить отмостку дома.
Дренажная система. Дренаж — это система труб, которые отводят воду в безопасное место.
Система бытовых стоков. Дождевая вода просто отводится в канализационные стоки. Однако нужно получить специальное разрешение на устройство такой системы.
Рекомендуем ознакомиться с подробным описанием технологии устройства дренажной системы вокруг дома, для правильного отвода воды от фундамента и с участка.
Заключение
В этой статьи мы постарались осветить все аспекты технологии устройства водостоков для крыши частного дома. Подробно остановились на некоторых нюансах расчета и монтажа. А также привели инструкцию, как сделать водостоки и отливы для кровли из оцинкованной стали своими руками. Теперь у вас не возникнет сложностей с изготовлением, установкой и уходом за системой слива воды с крыши.
Режимы отвода и циркуляции в кухонных вытяжках – преимущества и недостатки
Представить себе современную кухню без вытяжки довольно сложно. Этот прибор за короткий промежуток времени способен удалить из помещения все продукты горения, образующиеся в результате работы газовой или электрической плиты. Установка вытяжного устройства помогает решить сразу несколько задач. В первую очередь, сделать воздух в кухне безопасным для здоровья человека. Скапливающиеся в нем во время готовки канцерогены и другие примеси негативно влияют на самочувствие, вызывая головную боль и повышенную утомляемость.
Во-вторых, кухонная вытяжка позволяет сохранить внешний вид стен, потолка, отделочных материалов и текстиля, уберегая их от образования неприятного липкого налета, состоящего из частиц жира и копоти. Этот момент особенно актуален для газовых плит, которые образуют большое количество продуктов горения. Если не организовать на кухне хорошую вентиляцию, косметический ремонт придется делать каждые несколько месяцев.
Готовясь к покупке, приходится делать выбор среди сотен моделей, изучать, в чем разница между вытяжками и каковы преимущества и недостатки того или иного вида устройств. Однако, прежде чем выбирать дизайн прибора, рассчитывать его производительность и другие технические параметры, нужно определиться, какой тип вытяжного устройства будет установлен на вашей кухне – отводной или циркуляционный. О преимуществах и недостатках каждого из этих режимов работы вы узнаете после прочтения статьи.
Отвод или циркуляция: что лучше?
Какой должна быть вытяжка – отводной или циркуляционой? Этот вопрос задают все пользователи, однако выбор есть только у владельцев квартир или домов с хорошо налаженной системой вентиляции. Без грамотно проложенного вентиляционного канала толку даже от самого мощного отводного устройства не будет.
Отводные вытяжки в чистом виде сейчас довольно редко встречаются в продаже. Как правило, любую модель можно перевести в режим циркуляции. Для этого потребуется дополнительно купить и установить угольные фильтры. Поэтому владельцы квартир с налаженной системой вентиляции могут опробовать и оценить сразу оба принципа работы и использовать в дальнейшем либо один из них, либо оба по очереди, меняя, например, в зависимости от сезона.
Для тех, кому с вентиляцией в квартире не повезло, вопрос о том, какая нужна вытяжка, не стоит. Они смогут установить только циркуляционную модель, не требующую воздуховода. Современные приборы такого типа имеют массу достоинств, о которых мы расскажем далее.
Преимущества рециркуляционных вытяжек
Наслушавшись хвалебных од о мощности и эффективности отводных вытяжных устройств можно решить, что вытяжка с рециркуляцией – это худший вариант. Однако это совсем не так. Очень многое зависит от типа прибора, его производителя, модели, цены и других параметров. Рециркуляционные вытяжки для кухни имеют множество достоинств, на которые многие не обращают внимание, ибо их затмевает главный недостаток – отсутствие воздуховода, а значит и возможности вывода загрязненного воздуха наружу.
Однако это совсем не так. Очень многое зависит от типа прибора, его производителя, модели, цены и других параметров. Рециркуляционные вытяжки для кухни имеют множество достоинств, на которые многие не обращают внимание, ибо их затмевает главный недостаток – отсутствие воздуховода, а значит и возможности вывода загрязненного воздуха наружу.
Однако, если проанализировать все аспекты работы циркуляционных вытяжных устройств, этот минус может оказаться не столь существенным, как кажется на первый взгляд. Например, установить этот прибор может даже тот, кто ни разу не имел дело с монтажом воздухоочистителей, ведь заниматься прокладыванием воздуховода не нужно. Модели, работающие в режиме рециркуляции, легкие и компактные, поэтому занимают намного меньше места, чем отводные. Многие из них монтируются в кухонные шкафы. Труба воздуховода не будет нарушать интерьер помещения. Работают они намного тише и не охлаждают воздух в помещении в зимнее время.
Прочитав следующие разделы, вы узнаете все о режиме циркуляции в вытяжке и сможете сделать собственные объективные выводы о его реальных преимуществах и недостатках.
Принцип работы
Если посмотреть в словарь, то можно узнать, что рециркуляция – это многократное использование одного и того же объема воздуха в замкнутой системе с повторной его обработкой. Как же реализован этот принцип в кухонной вытяжке?
Когда вы включаете вытяжное устройство во время готовки, оно при помощи мощных турбин и вентиляторов начинает всасывать в себя воздух, идущий от плиты. Он насыщен водяными парами, частицами жира, продуктами горения и прочими примесями. Прежде чем снова вернуться в помещение, воздух проходит две степени очистки – грубую и тонкую. За первую отвечает установленный сразу за рабочей панелью жировой фильтр. Он задерживает частицы жира и испарения, не позволяя им проникать внутрь механизма. Неприятные запахи и продукты горения адсорбирует угольный фильтрующий элемент. После этого очищенный воздух через специальные отверстия в верхней части прибора возвращается обратно в кухню.
Говоря о принципе работы рециркуляционной вытяжки, нельзя не упомянуть о ее главных рабочих элементах – фильтрах. Так как возможность отвода воздуха отсутствует, именно они отвечают за качество его очистки. Жироулавливающие картриджи выпускаются одноразовыми и многоразовыми. Флизелиновые, синтепоновые или бумажные элементы, которые можно использовать лишь один раз, устанавливаются, как правило, в бюджетных моделях. Выбирая их, следует учитывать, что замену фильтров придется проводить примерно раз в 2-4 месяца. Сэкономив на покупке вытяжного устройства, вы будете периодически тратить деньги на его обслуживание.
Фильтры из акрила – промежуточный вариант. Их можно стирать и использовать несколько раз, однако они довольно быстро изнашиваются. Лучшими считаются многоразовые фильтрующие элементы из алюминиевой фольги или нержавеющей стали. Их не меняют, а только очищают по мере загрязнения. Качественные фильтры прослужат столько же, сколько и сам воздухоочиститель.
Раньше угольные фильтры были исключительно одноразовыми. Но сейчас стали появляться элементы, которые можно очищать и использовать повторно. Однако найти их в продаже пока сложно, и стоят они довольно дорого. Поэтому следует приготовиться к тому, что каждые несколько месяцев картриджи придется менять. Как часто это делать, зависит от нескольких факторов: качества элемента, производителя, стоимости, интенсивности работы. Срок службы угольных фильтров может составлять от 3 месяцев до года.
Советы по установке
В зависимости от модели вытяжка без отвода может крепиться к стене или потолку, встраиваться в кухонный шкаф или столешницу. Для монтажа любых подвесных вытяжных устройств существует единое правило – их рабочая поверхность должна находиться на безопасном расстоянии от варочной панели. Если на кухне установлена газовая плита, расстояние составляет 75-80 см, если электрическая – 65-70 см. Ширина воздухоочистителя должна соответствовать ширине плиты, иначе эффективность работы значительно снижается.
Крепежи, необходимые для монтажа вытяжного устройства, входят в его комплектацию, поэтому для установки вам потребуется небольшой набор инструментов: электродрель (перфоратор), отвертка, молоток, шуруповерт, уровень, карандаш или маркер.
На стене или потолке необходимо сделать разметку, на которой затем отметить точками места, куда будут забиты монтажные дюбели. Здесь нужно просверлить отверстия. После того, как корпус воздухоочистителя будет подвешен на дюбелях, при помощи анкерных шурупов его плотно притягивают к стене или потолку. Затем остается только подключить вытяжку к электросети и проверить ее работу.
Встраиваемая вытяжка устанавливается в специальный кухонный шкаф. Ее корпус крепится к верхней или средней полке, а при их отсутствии – к боковым стенкам. Воздухоочиститель монтируется таким образом, чтобы видимой оставалась только рабочая панель.
Дизайн моделей с рециркуляцией
Дизайн вытяжек, работающих в режиме циркуляции, очень разнообразен. Вы можете выбрать любую модель по вашему вкусу: скромную встраиваемую, вычурную и необычную островную, современную и лаконичную наклонную, традиционную купольную, легкую и строгую Т-образную. Производители выпускают воздухоочистители в различных стилях: модерн, хай-тек, кантри, ретро, классика, минимализм.
О разнообразии цветовых решений и говорить нечего. Скромностью в этом плане отличаются только встраиваемые модели, которые практически полностью скрыты. Зато все остальные можно выбрать практически всех цветов радуги. Но дизайнеры не останавливаются на этом. Внешний вид некоторых вытяжек напоминает скорее предметы декора или картины. Для отделки используется пластик, закаленное стекло, дерево (в том числе и редкие, дорогие породы), мозаика, роспись, витражная техника, кристаллы.
Отличия вытяжек с отводом воздуха
Несмотря на все достоинства циркуляционных моделей, вытяжки с отводом в вентиляцию пользуются большей популярностью. Объясняется это высокой производительностью и превосходным качеством очистки воздуха, а также отсутствием необходимости в периодической замене фильтра. Такие приборы могут устанавливаться в помещениях больших размеров.
Такие приборы могут устанавливаться в помещениях больших размеров.
Вытяжки с воздуховодом более производительны чем те, которые работают в режиме рециркуляции. В них отсутствует угольный фильтр, оказывающий сопротивление потоку воздуха. Любые примеси, в каком бы количестве они ни образовывались, удаляются из помещения.
Однако при покупке следует учитывать не только достоинства, но и недостатки отводных воздухоочистителей. Во-первых, их монтаж довольно трудоемкий, так как требует прокладки воздуховода. Во-вторых, для установки прибора обязательно требуется правильно обустроенная вентиляционная система. В-третьих, из-за прохождения воздуха по воздуховоду, особенно гофрированному, создается дополнительный шум. И в-четвертых, во время работы прибора понижается температура воздуха в квартире, что нежелательно в холодное время года.
Как устроены вытяжки с отводом воздуха?
Внутреннее устройство отводных вытяжных приборов практически ничем не отличается от циркуляционных – только наличием воздуховода и отсутствием угольного фильтра, так как в нем нет необходимости. Качество очистки воздуха зависит от особенностей вентиляционного канала, способа монтажа воздуховода и мощности мотора.
Воздухоочиститель может работать в одном из двух режимов – пассивном или активном. В первом случае отвод загрязненного воздуха осуществляется за счет собственной тяги вентиляционного канала, во втором эту функцию выполняет вентилятор.
Во время эксплуатации вытяжки с отводом вам не нужно менять угольный фильтр, зато жироулавливающий придется очищать довольно часто. Загрязнения на нем скапливаются довольно быстро, и без должного обслуживания прибор не сможет полностью реализовать все свои возможности.
В дешевых моделях воздухоочистителей степень загрязнённости фильтра приходится определять самостоятельно. Более продвинутые и дорогие устройства оснащаются специальными датчиками, сигнализирующими о необходимости очистки картриджей.
Особенности монтажа
Установка вытяжки с отводом потребует больше времени и усилий, чем монтаж циркуляционного воздухоочистителя. Вам нужно будет не только закрепить корпус прибора на стене, потолке или в кухонном шкафу, но и проложить воздуховод к вентиляционному каналу. Его задача – транспортировка загрязненного воздуха.
Вам нужно будет не только закрепить корпус прибора на стене, потолке или в кухонном шкафу, но и проложить воздуховод к вентиляционному каналу. Его задача – транспортировка загрязненного воздуха.
Воздуховоды бывают нескольких видов и отличаются по материалу изготовления (пластик, металл), размеру, форме и эластичности.
Очень популярны пластиковые трубы круглого и квадратного сечения. Они хорошо вписываются в дизайн современной кухни и при необходимости могут быть декорированы в соответствующем стиле. Несмотря на то, что квадратные воздуховоды смотрятся лучше, специалисты советуют отдать предпочтение круглым, так как они оказывают меньшее сопротивление воздушному потоку, не снижая эффективности работы вытяжного устройства.
Пластиковые трубы гладкие изнутри, поэтому во время прохождения через них потока воздуха не образуется лишний шум. Их легко не только монтировать, но и разбирать для профилактической очистки. Благодаря специальным переходникам подсоединение воздуховода к вентиляционному каналу не вызывает затруднений.
Более простой в установке и дешевый вариант – металлические гофрированные воздуховоды. Они изгибаются под любым углом и легко растягиваются, что значительно упрощает монтаж. Однако такой вариант имеет несколько весьма существенных недостатков. Во-первых, поток воздуха не сможет бесшумно пройти сквозь гофрированную трубу. Во-вторых, воздуховод выглядит непрезентабельно, поэтому его приходится устанавливать в шкаф или монтировать фальш-короб. И в-третьих, на неровной поверхности быстро скапливается жир, а отмыть ее практически невозможно – тонкий металл деформируется при малейшем нажатии.
Устанавливая воздуховод, учитывайте, что его диаметр должен соответствовать размеру выходного отверстия вытяжки. Укладывайте трубу так, чтобы получилось как можно меньше изгибов. Длина воздуховода не должна превышать трех метров.
Основные советы по уходу за кухонными вытяжками
Уход за кухонной вытяжкой, независимо от режима ее работы, заключается в регулярной очистке корпуса, замене и промывании фильтрующих картриджей.
Чтобы почистить корпус вытяжного устройства, не используйте агрессивные и щелочесодержащие химические средства. Для стали и алюминия идеальным вариантом являются специальные чистящие гели, которые образуют на поверхности защитное покрытие. Пластик менее требователен к уходу, однако злоупотреблять химией все же не рекомендуется.
Элементы из стекла можно очистить при помощи обычных средств для мытья окон. Деревянную отделку нужно периодически обрабатывать составами, содержащими воски и масла.
Одноразовые угольные фильтры необходимо менять по мере их загрязнения. Примерный срок службы элемента указан в инструкции. Многоразовые жироулавливающие кассеты каждые 2-3 месяца моют в посудомоечной машине или вручную с использованием составов, растворяющих жир. Для этой цели прекрасно подойдет средство для мытья посуды.
Регулярный и правильный уход за кухонной вытяжкой поможет продлить срок ее службы. Своевременная замена фильтров гарантирует эффективность работы приборов и защиту его внутренних компонентов от загрязнений, которые быстро выводят их из строя.
Если вы задумались о приобретении кухонной вытяжки, рекомендуем обратить внимание на модели отечественного бренда Elikor. В нашем фирменном интернет-магазине вы найдете купольные, встраиваемые, наклонные и подвесные воздухоочистители, работающие как в режиме отвода, так и в режиме циркуляции. Прочитав эту статью, вы сможете определиться, какой вариант подходит вам больше всего, и найти его в каталоге при помощи удобной поисковой системы. Если необходима помощь, свяжитесь по телефону с нашими менеджерами.
Нужно сделать отвод стока в г. Москва за 1500 рублей
Необходимо отвести сток дождевой трубы дальше, чем сделано сейчас, примерно метра на 2-4. Сделано сейчас из канализационной трубы 100. Уклон Земли чуть выше, по-этому нужно немного прокапать под трубой. В двух местах.
Когда: , 17:02
 org/AdministrativeArea»>
Адрес:
ул. Ивана Бабушкина, 18к2, Москва, Россия, 117292
org/AdministrativeArea»>
Адрес:
ул. Ивана Бабушкина, 18к2, Москва, Россия, 117292
Смотрите также:
Отзывы Рейтинг: 1 — 1 1 отзыв-
Владислав
Отзывы:
25
— Заказчик
Отзыв о выполнении задания «Нужно сделать отвод стока»
Не рекомендую!! Исполнитель 4 дня в подряд назначал время своего приезда, а в назначенный день не приезжал. После моего звонка, он вообще не помнил, что должен был приехать. Потом опять договаривались, приходилось снова объяснять, что нужно сделать, и он снова не приезжал, так 4 раза! Ссылаясь на большую занятость, что мол много заказов. Крайне не уважительно!
Качество
Вежливость
Стоимость услуг
Хотите найти лучшего мастера по ремонту?
Последние добавленные задания
-
Цена договорная
Капитальный ремонт 1к квартиры. 38м. Москва, м. Новогиреево…
38 м + балкон (сделать теплым), стены по маякам, сан узел раздельный сломать и возвести заново.
электрика, сантехника, стяжка, ламинат, натяжные потолки, плитка, работы с гипсо-картоном
Иван Саянская улица, 14, Москва
-
Цена договорная
Санкт-Петербург
Добрый день. Необходимо перетянуть верхнюю и нижнюю секции спального места дивана. Необходима прочная износоустойчивая ткань, как на средней секции. Размеры верхней: 47см*138см*10см, нижней 61,5см*138см…
Анна проспект Сизова, 25, Санкт-Петербург, Россия
-
Цена договорная
Здравствуйте. Нужно перенести 2 розетки по горизонтали…
Просто передвинуть розетки в сторону. стена бетон, замена проводки не нужна, штробление нужно, стремянка не нужна.
Слащев пр.Металлистов 15
-
Цена договорная
Подготовка под покраску и Покраска стен в 1 комнате.
..
Подготовить и покрасить стены и потолок, откосы и оконные рамы в одной комнате
Наталия Л. Окружная улица, Москва
-
Цена договорная
Обрезка стекла
Нужно обрезать стеклянную круглую столешницу. Сократить в диаметре. Варианты обсуждаем
Сергей П. метро Окружная, Москва
 электрика, сантехника, стяжка, ламинат, натяжные потолки, плитка, работы с гипсо-картоном
электрика, сантехника, стяжка, ламинат, натяжные потолки, плитка, работы с гипсо-картоном
 ..
..
Протянуть воду к раковине и сделать отвод в г. Москва за 7000 рублей
Необходимо подключить воду к 3 оборудованием и сделать отвод.
Когда: , 00:00
Адрес: Березовой Рощи пр., 10, Москва, Россия, 125252
Смотрите также:
Хотите найти лучшего мастера по ремонту?
Последние добавленные задания
-
Цена договорная
Капитальный ремонт 1к квартиры.
38м. Москва, м. Новогиреево…
38 м + балкон (сделать теплым), стены по маякам, сан узел раздельный сломать и возвести заново. электрика, сантехника, стяжка, ламинат, натяжные потолки, плитка, работы с гипсо-картоном
Иван Саянская улица, 14, Москва
-
Цена договорная
Санкт-Петербург
Добрый день. Необходимо перетянуть верхнюю и нижнюю секции спального места дивана. Необходима прочная износоустойчивая ткань, как на средней секции. Размеры верхней: 47см*138см*10см, нижней 61,5см*138см…
Анна проспект Сизова, 25, Санкт-Петербург, Россия
-
Цена договорная
Здравствуйте. Нужно перенести 2 розетки по горизонтали…
Просто передвинуть розетки в сторону. стена бетон, замена проводки не нужна, штробление нужно, стремянка не нужна.
Слащев пр.Металлистов 15
-
Цена договорная
Подготовка под покраску и Покраска стен в 1 комнате.
..
Подготовить и покрасить стены и потолок, откосы и оконные рамы в одной комнате
Наталия Л. Окружная улица, Москва
-
Цена договорная
Обрезка стекла
Нужно обрезать стеклянную круглую столешницу. Сократить в диаметре. Варианты обсуждаем
Сергей П. метро Окружная, Москва
 38м. Москва, м. Новогиреево…
38м. Москва, м. Новогиреево…
 ..
..
Изготовление изогнутых квадратных трубок для подвесок
Для некоторых ювелирных украшений требуются квадратные угловые формы, которые затем изгибаются в желаемый дизайн. В то же время эти конструкции должны быть легкими, чтобы квадрат был полым.
Проблема с квадратной трубкой, которая не поддерживается изнутри, деформируется при изгибе в кривую. Кроме того, когда труба опускается в квадратную вытяжную пластину, внутренняя часть не остается квадратной.
Метод ниже демонстрирует, как этого избежать, как в этом изогнутом кулоне, сделанном из квадратных трубок.
Это бесплатное руководство выполнено в том же формате, что и все другие мои бесплатные и платные руководства. Это дает вам хорошее представление о методологии технического обучения.
Раскатываю пластину, в данном случае золото 18 карат. Что я делаю, так это отрезаю небольшую полоску, затем сгибаю ее до нужной окружности, отрезаю и сгибаю прямо.Это дает мне приблизительную ширину, которая мне нужна, чтобы разрезать пластину, чтобы сделать трубку.
Что я делаю, так это отрезаю небольшую полоску, затем сгибаю ее до нужной окружности, отрезаю и сгибаю прямо.Это дает мне приблизительную ширину, которая мне нужна, чтобы разрезать пластину, чтобы сделать трубку.
Затем я вставляю в трубку круглый медный провод.
Затем я опускаю комбинацию проволоки и трубки вниз, пока они не станут туго натянутыми. В этом случае длина трубки составляла 3 мм, а затем ее опускали до 2.5мм. Яркий пример этого можно найти здесь, в разделе «Композитные металлы
Затем я предварительно закатываю трубку в ролик, чтобы он получился полуквадратным. Я стараюсь, чтобы шов оставался на одной плоской поверхности. Таким образом, если я открою его позже, другие стороны не будут соединены. Но это не обязательно, потому что форма кулона покажет следующую форму.
Теперь я протянул трубку через квадратную вытяжную пластину.
Это поперечное сечение трубки с медью внутри. Диаметр около 2,2 мм.
Вот сила этой техники. А именно, очень сложно гнуть квадратную трубу в крутых изгибах. Но с медью внутри, поддерживающей боковые стенки, это становится легко и чисто, и возможны аккуратные изгибы.Я также припаиваю концы, закрытые на этом месте.
Вот еще один вид под другим углом.
Этот дизайн требует, чтобы в трубку вставлялся слоновий волос, а на незаполненных участках были выложены мелкие бриллианты (в качестве примечания, слоновий волос взят из « щетки для бутылок » на хвосте слона и собирался вокруг отверстий для воды. в заповеднике Чобе, когда мы там жили) Поэтому я использую напильник и шлифовальные диски, чтобы обнажить медь внутри.На данном этапе все немного грубо, но это неважно. Окончательная отделка будет произведена после протравливания меди.
в заповеднике Чобе, когда мы там жили) Поэтому я использую напильник и шлифовальные диски, чтобы обнажить медь внутри.На данном этапе все немного грубо, но это неважно. Окончательная отделка будет произведена после протравливания меди.
В набор Jett для настройки. На этом этапе установить бриллианты намного проще, чем когда кусок полый.
Бриллианты установлены. Теперь кусок помещают в азотную кислоту.Я использую азотную кислоту, потому что на выведение меди требуется около двух часов. Однако азотная кислота — неприятный продукт, а более мягкая протрава — хлорид железа. Это займет гораздо больше времени, но не опасно. Его используют производители печатных плат.
Примечание: эту технику можно выполнить только золотом.
Здесь кислота протравила медь, оставив место для вставки. Это также могут быть мелкие драгоценные камни, эмаль, смола, камень или дерево.Это зависит от дизайна.
Готовый кулон. Размер 30 мм, вес 3 грамма.
Для этого браслета используется метод круглой трубки с золотыми стенками по всему периметру. Была вставлена медь. Звенья были согнуты по форме и добавлена текстура молотка до того, как медь была вытравлена. Затем звенья были запаяны и обработаны складной застежкой
Вот пример отдельных частей, спаянных вместе, чтобы получился кулон.
Круг. Таким образом получить параллельные стороны намного проще, чем сделать его из трех частей.
Это удобный метод формирования изгибов с помощью труб квадратного сечения. У него есть много возможностей дизайна, таких как полые серьги, браслеты и броши. Это хороший метод создания инлейной оболочки.
Однако имейте в виду, что этот метод работает только с 18-каратным и 14-каратным золотом.
Здесь вы найдете подробную информацию о производстве круглых труб.
Другие интересные и сложные проекты
Если у вас есть какие-либо вопросы или вы хотите получать уведомления о новых опубликованных обучающих материалах, напишите мне по электронной почте.
Как согнуть квадратную трубку, чтобы она не перегибалась, как видео
У Кевина есть кусок квадратной трубки из низкоуглеродистой стали 1/2 ″ x 1/2 ″ с размером 1/8 ″ (.125) стена. Недавно зритель спросил: «Можно ли согнуть квадратную трубу?»Да, если у вас есть подходящий инструмент.
Когда вы получаете трубогиб, трубный или трубный ролик, подобный тому, который использует Кевин, вы получаете штампы вместе с ним. Он показывает, как верхний край штампа помогает удерживать стороны трубы, чтобы они не перегибались.
Для квадратной трубки необходимы квадратные матрицы. На этом ролике все три положения — два направляющих колеса и ведущее колесо, которое перемещается при повороте ручки, — квадратные.Он выполняет ту же функцию, предотвращая перекручивание боковых сторон трубки.
Но почему он изгибается?
Вы изгибаете трубку посередине, а не сверху или снизу. Это означает, что верхняя часть изгиба должна удлиняться или растягиваться, а нижняя часть изгиба должна становиться меньше или уменьшаться.
Если ваша труба слишком мала для штампа, опять же, стороны трубы, которую вы пытаетесь согнуть, будут хотеть выгибаться наружу, поскольку вы одновременно пытаетесь растянуть верх и сжать низ. Поэтому убедитесь, что у вас есть матрица подходящего размера для работы.
Поэтому убедитесь, что у вас есть матрица подходящего размера для работы.
У Кевина есть квадратные плашки на трубном ролике Harbour Freight (который отличается от трубогиба). Он начинает вращать регулировочный винт в верхней части ролика, который заставляет ведущее колесо опускаться между двумя направляющими роликами, чтобы сначала показать, как с его помощью можно сгибаться, даже если это трубчатый ролик. Вы просто используете регулировочный винт, не поворачивая большое «корабельное колесо», чтобы продвинуть металл вперед.
Затем он вставляет металл обратно в ролик и раскачивает его взад и вперед, осторожно регулируя винт.Кевин говорит, что есть один большой секрет: не торопиться, а делать пасы медленно, чтобы хорошо катить трубку.
Надеюсь, это бесплатное видео с практическими рекомендациями поможет вам выполнить свою работу. Кевин ценит, что вы смотрите его канал, и предлагает вам нажимать кнопку «подписаться», чтобы каждую неделю просматривать новое обучающее видео.
Кевин готов вернуться к работе, но вы можете задержаться еще на мгновение, чтобы увидеть, как Кевин утверждает, что этот канал предназначен для семейного отдыха….
Посмотрите это видео сейчас….
Глава 14: Советы по изготовлению и ремонту
Глава 14
Каждый гений хотя бы раз в год. У настоящего гения свои оригинальные идеи ближе друг к другу.
—G.C. Лихтенберг
Раздел I — Рамы и кронштейны
Этапы изготовления
Многие хорошие конструкции сварных швов портятся из-за ошибок, допущенных при изготовлении. Эта глава поможет вам избежать наиболее распространенных ошибок, а также нескольких необычных ошибок. Хотя не все из следующих этапов используются во всех проектах, типичные этапы изготовления сварного шва следующие:
- Получите или сделайте эскиз или чертеж изготовления.
- Разработайте хорошо продуманную пошаговую процедуру.
- Соберите инструменты и материалы.
- При необходимости сделайте выкройки, шаблоны, шаблоны и приспособления.
- Составьте список вырезок.
- Разложите и разрежьте материалы.
- Подготовьте кромку и очистите свариваемые участки металла.
- Расположите и закрепите материалы перед сваркой.
- Сварные прихваточные сборки, проверьте размеры, настройку и прямоугольность.
- Поместите последние сварные швы и соберите окончательную сборку.
- Шлифовать сварные швы гладко только при необходимости.
- При необходимости покрасьте изделие.

Угловая железная рама Угловые конструкции
Существует три распространенных метода изготовления углов на стальных уголках: скос, надрез, надрез и гибка одного отрезка стального уголка. На рис. 14-1 показаны сглаживание и надрез.
Рисунок 14-1. Две конструкции углового соединения с использованием углового железа.
Оба метода работают, но с надрезом легче получить хорошие результаты, и этот метод более терпим по размерам, потому что зазоры между длинами уголков можно регулировать, чтобы выровнять квадрат рамы и длину сторон.После сварки и шлифования оба метода будут выглядеть одинаково хорошо и одинаково прочно. Как правило, используйте скошенные углы, когда у вас есть ленточная пила или инструмент для надрезания, чтобы вырезать идеально совпадающие углы.
Третий подход к изготовлению квадратных и прямоугольных рам из углового железа пригоден для производственной работы, потому что он требует надрезания и гибки, что лучше всего делать на станке, таком как Ironworker . Эти универсальные станки могут выполнять функции листогибочного пресса и приспособления для гибки, например гибки и надрезания углового железа.Как показано на рис. 14-2, получение правильного зазора с допуском на изгиб имеет решающее значение, поскольку этот зазор обеспечивает дополнительный материал, необходимый для обхода внешнего угла при выполнении изгиба. Чтобы сделать эти скошенные и изогнутые углы, начните с установки зазора припуска на изгиб немного меньше толщины уголка и продолжайте оттуда. Этот метод работает, только если углы сгибаются на машине . Нагревание углов и их ручное изгибание вручную приведет к получению закругленных углов и отходов.
Этот метод работает, только если углы сгибаются на машине . Нагревание углов и их ручное изгибание вручную приведет к получению закругленных углов и отходов.
Рисунок 14-2.Надрез и гибка для создания цельной рамы: (A) угловая деталь перед гибкой, (B) угловая деталь после гибки, сварки и шлифовки, (C) железная угловая рама с выемками, готовая к гибке, и (D) готовая рама .
Проверка прямоугольности
Проверить рамку на прямоугольность можно несколькими способами:
- При сварке очень большой L-образной формы, где квадрат слишком мал и нет диагоналей для измерения, используйте треугольник 3-4-5. Вот как это делается:
- Отмерьте четыре элемента на одной ножке или элементе рамы.
- Отмерьте три единицы на другой ноге.
- Отрегулируйте гипотенузу, перемещая любое плечо L-образной формы, пока гипотенуза не станет равной 5 единицам. Следуя этой процедуре, вы получите идеальный прямоугольный треугольник. См. Рисунок 14-3.
Рисунок 14-3. Используя треугольник 3-4-5, установите элементы под прямым углом. Не забудьте уменьшить общую длину сторон рамы, чтобы обеспечить дополнительное расстояние между корнями стыков, иначе ваша рама будет негабаритной.
- Проверьте равные диагонали между противоположными углами рамы с помощью стальной рулетки.Этот метод используется на рис. 14-7.
- На больших рамах проверьте прямоугольность с помощью столярного угольника, а на меньших рамах — прямоугольность с помощью столярного угольника.
- Если стороны рамы должны быть отвесными и ровными, можно использовать большой уровень.
Повышение вероятности того, что сварная рама будет квадратной в
, уменьшение порядка эффективности:- Закрепите все элементы в жестком приспособлении, закрепите их, сварите и дайте им остыть в приспособлении.Это лучший способ.
- Прикрепите элементы к стальному столу, а затем прихватите их и приварите.
- Используйте приспособление для удержания элементов для прихватывания, затем приварите прихваточные элементы снаружи приспособления. Это приспособление может быть таким простым, как лист фанеры с прикрепленными к нему деревянными блоками, чтобы удерживать изделие на месте во время выполнения прихваточных швов. Пример этого типа приспособления см. На Рисунке 14-4.
- Когда прихватывание завершено и вы проверили прямоугольность рамы, приварите один угол, а затем приварите противоположный угол.Приварите одинаковый относительный угол в одинаковой последовательности ко всем четырем угловым соединениям. Затем сварите все внешние грани, затем все верхние углы и, наконец, все нижние грани. Выполняйте каждый сварной шов в одном и том же относительном направлении и дайте каждому сварному шву время остыть перед началом следующего шва.
- Начните с прихваточной сварки каждого из углов, используя каждый раз зажим типа Бесси, затем проверьте перпендикулярность. При необходимости согните деталь обратно до прямоугольности. Если прихваточные швы не слишком большие, с умеренным усилием вы сможете выпрямить раму вручную без использования гидравлических домкратов.После прихватывания начните окончательную сварку с противоположных углов .

Мировое правило: не начинайте сварку с одного конца и двигайтесь последовательно с помощью углового зажима — последние два угловых элемента рамы, вероятно, не встретятся.
- Используйте магнитные угловые инструменты. Они эффективны только для легкого листового металла и легкого углового железа, потому что им не хватает прочности, чтобы противостоять деформации, вызванной сваркой, но они позволят вам выполнить начальные прихваточные швы.
Сгибание металла для самостоятельной сборки разумно точным способом — Механические элементы
Существует множество способов согнуть металл для кронштейна. Поищите на YouTube, и вы наверняка найдете несколько техник. Что ж, мы не хотим отказываться от любого из них, потому что всем им есть место. Тем не менее, мы добавим еще один — тот, который особенно хорош, если вам нужно более одного аналогичного изгиба.
Что ж, мы не хотим отказываться от любого из них, потому что всем им есть место. Тем не менее, мы добавим еще один — тот, который особенно хорош, если вам нужно более одного аналогичного изгиба.
Мне нравятся производственные детали с идеальным изгибом даже в толстых материалах. Я люблю смотреть видео, как прогрессивные матрицы штампуют идеальные детали.О, но в этих машинах так много NRE (невозмещаемых расходов)! Собственно, в больших объемах штамповка — один из самых дешевых способов изготовления деталей. Однако DIY не большого объема.
Парадигма производства не работает, когда вам нужно всего несколько штук. Хотя существуют изящные механические гибочные станки для изготовления всего одного (или нескольких) изделий, они, как правило, большие и дорогие. Что ж, у меня есть много инструментов, но, как и у большинства домашних мастеров, у меня нет места (или денег) для больших специальных инструментов, собирающих пыль.Это означает, что сделай сам должен проявлять творческий подход! Это решения! мы ищем.
Видео сгиба металла своими руками
Как упоминалось выше, существует множество способов сгибания металла своими руками. Толстый и тонкий. Это еще одно, о чем следует помнить. Когда это соответствует вашим потребностям, это может быть довольно удобно. Это не производство, и не очень высокого качества, но довольно быстро (как только вы его настроите) и отлично подходит для самостоятельного изготовления (особенно когда вам нужно сделать больше одного). Наслаждайтесь видео.
Видео объясняет несколько попыток с другими методами, такими как тиски и молоток.Я даже попробовал метод Slit / Bend / Weld — (см. Фото ниже), который оказался неплохим.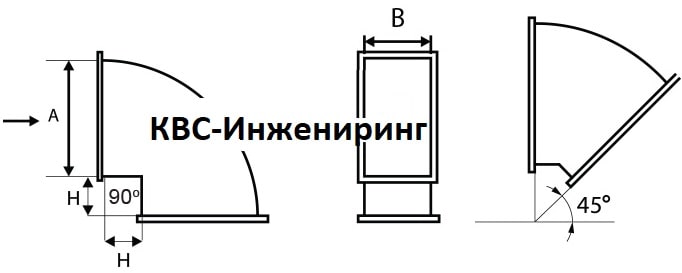 В объяснении в видео также рассказывается, почему другие методы сгибания металла не помогли в этой работе.
В объяснении в видео также рассказывается, почему другие методы сгибания металла не помогли в этой работе.
Это приложение для гибки металла немного отличается, поэтому требования также немного другие. Хотя эта техника не уникальна, она, вероятно, не первая, что приходит на ум. О, и вам нужен пресс, чтобы он заработал.Здесь используется гидравлический пресс, но (в зависимости от вашего кронштейна) подойдет и прочный оправочный пресс.
Более глубокий взгляд
Есть несколько моментов, на которые следует обратить внимание в отношении конкретных кронштейнов на видео:
- Металл, который нужно сгибать, — это нержавеющая сталь 304. Это довольно распространенный материал для листового проката, но его сложно обрабатывать и несколько сложно сгибать.
- Эти детали вырезаются струей воды в местном магазине Precision Waterjet, но они не гибнут. Есть и другие магазины, которые делают все это, но они намного дороже и с большим временем ожидания.Я сделал несколько дополнительных приспособлений для экспериментов с изгибом. Хотя это хороший метод, на самом деле не имеет значения, как режется металл.
- При окончательной установке кронштейны будут удерживать значительную силу вокруг изгиба, поэтому они не могут быть слабыми (например, разрезать половину пути, а затем изгибать). Прочность важна, поэтому они достаточно толстые.
- Все детали «матрицы» — это просто кусочки из мусорного бака. Единственные детали с технологической обработкой — это 2, которые свариваются прихватками.Хотя с моими записками это сработало, вы можете сделать это по-другому.
- Это пресса в видео, и это домкрат для мотивации силы.
Некоторым может показаться излишним сгибание металлического кронштейна. Я понял. Для других это исключено, потому что у них нет доступа к прессе. Тоже норм. Я не очень часто делаю скобки таким образом, потому что большинство моих скобок не нуждаются в такой повторяемости. В данном случае мне нужно согнуть 4 металлических кронштейна, все таки полупрофессионального вида.
В данном случае мне нужно согнуть 4 металлических кронштейна, все таки полупрофессионального вида.
Соображения
Для этого метода есть несколько соображений.
- Во-первых, убедитесь, что у вас есть силы для выполнения задачи. (Нажмите достаточно сильно, чтобы согнуть металл.)
- Во-вторых, установите пространство для сгиба как минимум в 3 раза больше толщины материала — больше для больших сгибов. (Другими словами, для изгиба на 45 градусов меньше места, чем для изгиба на 120 градусов.) Метод проб и ошибок подскажет, что идеально.
- В-третьих, используйте центральную прижимную деталь с закругленными краями.Прижимная деталь с острым квадратным краем вызовет царапины и непостоянство изгиба.
- В-четвертых, убедитесь, что достаточно места для изгиба. Когда происходит изгибание, ничто не мешает.
- В-пятых, найдите способ выровнять вещи так, чтобы они изгибались так, как вы хотите. В одном фрагменте видео видно, что один из кронштейнов согнут под углом. Если вы не обращаете внимания, вы будете гнуть металл не так, как хотите.
- В-шестых, немного согните металл, потому что он будет немного сгибаться, когда вы снимаете давление.Степень расслабления — это свойство используемого вами материала, поэтому разные материалы изгибаются немного по-разному.
В наши задачи по кронштейнам входит удержание сил реакции пневматических цилиндров. Ничего страшного, но достаточно, чтобы проект стоил того, чтобы все сделали правильно. На видео вы можете увидеть, что есть место для изгиба, и нужно много возиться, чтобы сделать изгибы квадратными. Намного лучше сделать кронштейны, которые будут хорошо выглядеть и иметь хорошую прочность. Вот фотография конечного результата: все установлено и готово к работе.Вы также можете увидеть некоторые стержни с резьбой для нестандартных болтов в сборке. Все это прекрасно работает.
Удачи всему Вашему металлу Гибка
Поделитесь статьей:
Как выковать «Плоский стержень изгиба с трудом, используя легкий способ».
 — Кузнечное дело, Общее обсуждение
— Кузнечное дело, Общее обсуждениеСпасибо за добрые слова! Было бы здорово провести с вами время в кузнице! Кто знает, что может принести будущее.
Когда я смотрю, как вы куетесь, ваш подход, управление молотком, стойкость удара, на вас просто приятно смотреть.Ваш опыт сияет. Он определяет «уверенность» по отношению к нашему ремеслу.
21 час назад jlpservicesinc сказал:
Вы сначала опрокидываете планку, а затем сдвигаете ее в сторону? Или вы вытягиваете его из большего участка?
Первый. Я опрокидываю, затем перемещаю массу из нижнего внутреннего угла по диагонали к внешнему углу с помощью перекрестного упора.
У меня есть два подписанных экземпляра «поваренной книги». Один мне и один моей жене, которая умерла много лет назад.Мой загрублен и хорошо используется, другой — для галочки. Если бы у меня был третий, я бы отправил его вам. Книги Weigers, Bealer и COSIRA тоже были моими первыми. И обо всем, что было доступно в те времена. Еще одно мое «занятие» — это «Самолет и декоративная ковка» Swartzkopf (sp). Это книга, которую Фрэнк Терли использует в качестве основы своего класса. Я нашел ее в сети бесплатно. Для всего, что чуть выше уровня Intro, «Поваренная книга» — моя помощь. Фрэнсис был мастером, и буквально все его ковки были сделаны так, что вы делаете здесь.Совершенно простые, простые инструменты и максимальная эффективность. Как я уже сказал выше, наблюдение за вашей работой показывает ваше мастерство между молотом и наковальней. Имея это, это короткий шаг ко всем остальным.
Я готовлюсь к съемкам видеороликов, но это скоро. Сначала идет мой «магазин мечты», который еще продолжается.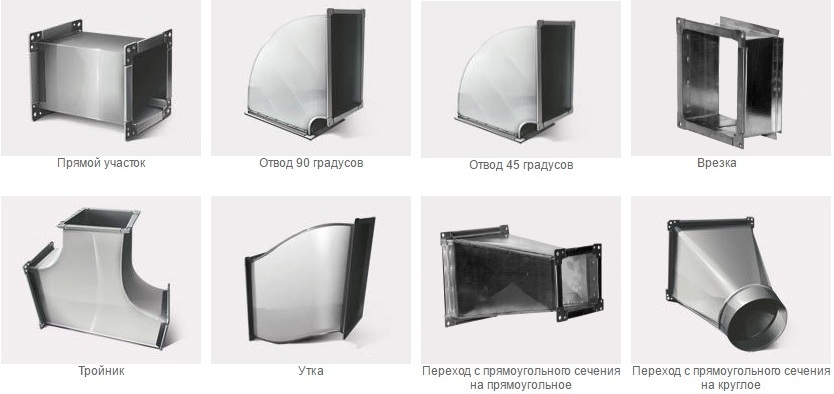 Фото деталей — лучшее, что я могу сделать на данный момент.
Фото деталей — лучшее, что я могу сделать на данный момент.
Сгибание под прямым углом ,,, формула и техника подходят для любого материала. Вот краткое изложение техники.Сначала я научился этому, используя только молот, наковальню и кузницу. Фрэнсис познакомил меня с использованием горелки Ox / Actl для локального нагрева там, где это необходимо, чтобы действительно ускорить процесс. Без фонарика три или более плавания будут выполнять работу с квадратом в полдюйма.
Предположим, что половина кв.
1) слегка пробейте керном внутренние углы.
2) добавьте половину толщины с каждой стороны изгиба и сделайте контрольную отметку, скажем, 6-1 / 4 дюйма на каждой стороне внутреннего центра изгиба.
3) возьмите хороший желтый огонь и сделайте крутой изгиб под прямым углом над краем наковальни.
4) одной ногой вниз, ничем не касаясь края наковальни, нанесенный горизонтальными ударами чуть ниже радиуса. Считайте удары. Скажите 4. Затем положите нижнюю часть внешней ноги на наковальню. Теперь 3 вертикальных удара сверху. (Кроме того, чтобы держать вещи прямо, ваша фигура остается в этой перспективе, внешняя нога направлена вниз и вертикально, а верхняя нога параллельна и над лицевой стороной наковальни).Цель этого — переместить равное количество материала с каждой стороны угла. Горизонтальные удары подкрепляются вашей рукой, вертикальные — наковальней. Больше материала перемещается, когда его подпирает наковальня. Таким образом меньше ударов сверху.
5) продолжайте этот тип ковки, пока не получите красивую прямую линию внешнего угла, а верхние края не станут плоскими (одинаковое поперечное сечение и без изгибов) (еще не запутались?)
6) Теперь у вас будет почти законченный прямой угол с вывернутым внутренним углом и все еще вытянутым внешним углом.Теперь положите обе ноги на лицевую сторону наковальни (апексом в сторону, ноги повернуты к вам) и перекрестным ударом переместите нижнюю опору к нарисованному внешнему углу.
Если вы честно проверили расстояние от ваших двух контрольных отметок до внутреннего угла, каждая нога должна иметь размер 6 дюймов. Вы закончили и сделали размер. Lol, с практикой ,,, более 3 заплывов на полуквадратной планке — это стоит денег. 3 или меньше — это окупаемость. 2 заезда — это неплохо для стрельбы.
Прелесть этого в том, что, если предположить, что ~ 3 минуты на нагрев, с любым сварщиком вы не сможете превзойти хорошего кузнеца в готовом изгибе под прямым углом.
Я очень хотел бы сниматься в видео ,,,
Гибка труб квадратного и прямоугольного сечения
Процесс гибки труб во многом основан на современной науке и технологиях. Гибочные штампы разрабатываются с помощью компьютерного программного обеспечения, гибочные машины управляются компьютером, а напряжения и деформации можно точно предсказать с помощью математики.
Однако эти принципы основаны не только на современных гаджетах и сложной математике.Основополагающие концепции гибки труб такие же, как те, что использовались кузнецами на протяжении веков, разработанные задолго до логарифмической линейки, калькулятора или настольного компьютера.
Хотя процедуры гибки круглого, прямоугольного и квадратного материала одинаковы, квадратная и прямоугольная труба требуют особого внимания.
Сходства между гибкой круглой и прямоугольной трубки
Основы гибки одинаковы для всех материалов в том смысле, что для изготовления точной детали требуется определенная информация (см. Рисунок 1 ):
- Степень изгиба
- Радиус гнутого участка
- Хорда гнутого участка
- Длина дуги
- Уклон гнутого участка
- Длина касательной
Необязательно знать все шесть параметров.Однако для получения изогнутого сечения необходимо знать как минимум три.
После сбора и анализа информации выбирается соответствующий метод гибки. Методы гибки одинаковы для круглых, квадратных и прямоугольных материалов:
Методы гибки одинаковы для круглых, квадратных и прямоугольных материалов:
- Ротационная гибка с вытяжкой
- Индукционная гибка
- Валковая гибочная
- Приращение гибки
- Компрессионная гибка
Как и в случае со всеми гнутыми деталями, допуски клиента и требования к внешнему виду помогают выбрать правильный метод.
Получение материала для сотрудничества
Все доступные современные инструменты — сложные математические формулы, компьютерные программы и гибочные станки с ЧПУ — могут не создать желаемый продукт. Это связано с тем, что формируемая деталь не знает, что инструменты говорят ей делать.
У заготовки есть собственное мышление, и оператор должен быть связующим звеном между инструментами и заготовкой, чтобы преодолеть то, что материал не «понимает». Это особенно верно для квадратных и прямоугольных материалов, которые создают уникальные проблемы, для решения которых обычно требуются знания кузнечного дела.
Проблемы, связанные с квадратным и прямоугольным материалом, включают его физические размеры и характеристики.
Рисунок 2 Хотя жесткий изгиб (слева) требует большего усилия, он приводит к меньшим искажениям, чем простой способ (справа).
Квадратные и круглые углы. Угловые радиусы определяют, будет ли оправка соответствовать внутреннему диаметру (ID) трубы. В некоторых случаях заготовки с закругленными углами имеют тенденцию катиться в направлении, противоположном радиусу изгиба, что приводит к скручиванию материала.
Расположение сварного шва. Идеальное положение сварного шва — в центре одной из четырех сторон. Чем ближе сварной шов к закругленному углу, тем больше вероятность неправильной посадки оправки и растрескивания сварного шва. По возможности сварной шов следует располагать на нейтральной оси гнутого участка.
Материалы заводского изготовления и материалы заводского производства.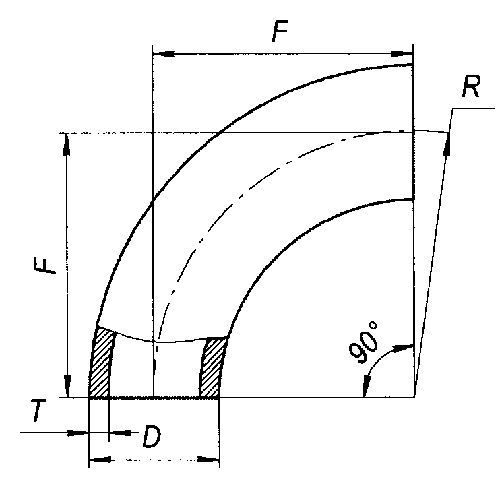 Заводской материал можно сгибать таким же образом, как и заводской материал.Однако при изготовлении заводского квадратного или прямоугольного материала кромки углов становятся закаленными. Это может вызвать трудности с изгибом или растрескивание в углах.
Заводской материал можно сгибать таким же образом, как и заводской материал.Однако при изготовлении заводского квадратного или прямоугольного материала кромки углов становятся закаленными. Это может вызвать трудности с изгибом или растрескивание в углах.
Трудный путь против простого. Когда прямоугольная труба изгибается, материал часто имеет меньшую деформацию, если он изгибается жестко (см. , рисунок 2, ). Для легкого изгиба, чем больше разница между сторонами трубы (например, секция размером 16 на 4 дюйма имеет большую разницу, чем секция размером 12 на 4 дюйма).секции), тем больше искажение или вогнутость на ID изгиба. Вогнутость меньше проблема для толстостенных материалов.
Размер материала, толщина стенки и радиус изгиба. Чем больше толщина стенки, тем плотнее она может быть сформирована с минимальной деформацией. Формируя 8 на 8 дюймов. стальная труба на 5 футов. радиус приводит к большей деформации, если толщина стенки составляет 0,188 дюйма, чем при толщине стенки 0,500 дюйма. Расчетные параметры и требуемый внешний вид конечного продукта часто помогают в изготовлении выбор толщины.
Архитектурно открытые или закрытые материалы. Материал сечения с архитектурной экспозицией (AES) требует более тщательного анализа радиуса изгиба, толщины стенки и метода изгиба. Кроме того, если в изогнутой части допускается минимальное искажение, оператор должен уделять больше внимания правильным процедурам изгиба.
Факторы, влияющие на процесс гибки
Несколько насадок могут помочь облегчить изгиб квадратного или прямоугольного материала и уменьшить степень деформации изогнутых участков.
Толщина стенки. Сгибание материала круглой, квадратной или прямоугольной формы включает в себя растяжение внешнего диаметра (OD) изгиба и сжатие его внутреннего диаметра. Следовательно, большая толщина стенки обеспечивает меньший радиус изгиба и большую растяжимость материала с меньшими искажениями.
Метод гибки. Это ключевой фактор в борьбе с искажениями. Правильно выбранная процедура может помочь получить стабильные допуски и точные детали. Как правило, для более мелкого материала требуется изгиб с вращательной вытяжкой или изгиб сжатия, который может включать в себя грязесъемные фильеры и оправки.Индукционный и инкрементный изгиб следует использовать для материала большего размера, изгибаемого на больший радиус. Деформация конструкции и размер материала являются важными факторами при выборе метода гибки.
Во многих случаях нет лучшего фактора, чем опыт. Многие обученные мастера по гибке знают, что требуется для производства приемлемого продукта.
Размер материала. Более крупный материал, изогнутый до меньшего радиуса, имеет больше шансов деформироваться, чем меньший материал, изогнутый до большего радиуса.Дизайн и планирование необходимы, чтобы помочь решить проблемы изгиба до того, как они возникнут.
Инструмент. После того, как детали были спроектированы, выбран метод гибки и определены процедуры гибки с соблюдением надлежащих допусков, станок должен быть настроен с использованием подходящего инструмента. Исходя из проектных условий, инструменты, которые можно использовать, включают гибочную матрицу, зажимной блок, ведомый блок, оправку и грязесъемную матрицу. Могут потребоваться все или некоторые из этих инструментов.
Внутренняя и внешняя смазка. Смазочные материалы уменьшают трение между инструментом и сгибаемым материалом. Когда трение уменьшается, материал плавно течет через гибочное оборудование, позволяя оборудованию эффективно выполнять задуманную работу.
Современная наука и древнее искусство
Искусство гибки включает в себя все действия, которые выполняются перед включением станка. Корни этого искусства уходят в те времена, когда орудиями труда были щипцы, молотки и наковальни. В тот момент, когда трубогиб включается, процесс приобретает знания и технологии современности — накопленный кузнецами опыт дополняется расчетами и дифференциальными уравнениями, а также
сила мышц заменяется гидравликой и электричеством.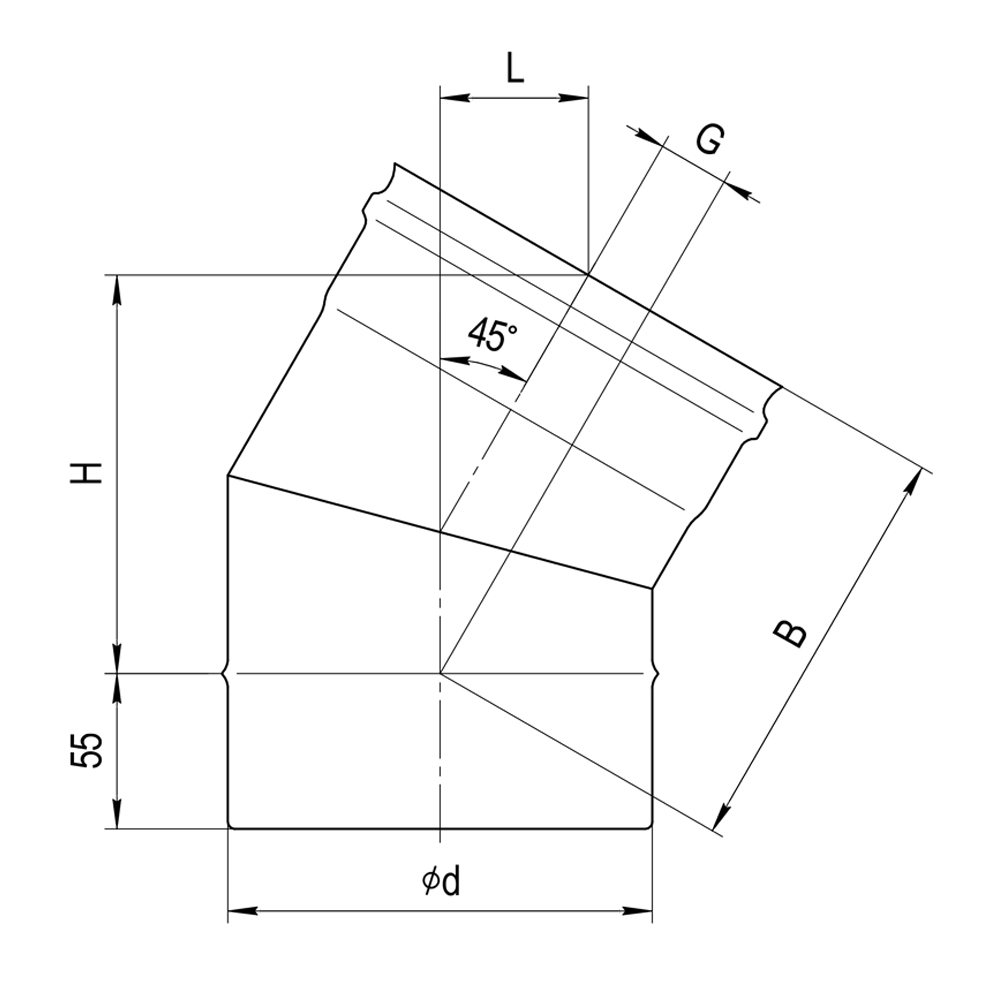
Современные проекты используют как знания прошлого, так и инструменты настоящего для производства деталей, пригодных для использования. Сочетание прошлых и настоящих процедур превращает гибку в настоящее искусство и позволяет производить детали, которые упрощают производство и строительство и делают их более прибыльными.
Билл Смит — генеральный директор, а Марк Кинг — начальник цеха Albina Pipe Bending Co. Inc., 12080 S.W. Myslony St., Tualatin, OR 97062, телефон 503-692-6010, факс 503-692-6020, электронная почта [email protected], веб-сайт www.albinapipebending.com. Альбина гнет конструкционную сталь материалы — угол; Я балки; каналы; круглые, квадратные и прямоугольные трубы, трубки и стержни — для черных и цветных металлов для подрядчиков общественных работ, целлюлозно-бумажных комбинатов, производителей грузовиков, архитектурных дизайнеров, скульпторов и судостроителей.
отрезков для квадратных трубных изгибов
отводы для квадратных труб
Хочу сделать ручку из квадратной трубки.Самым простым было бы резание встык или под углом под углом 90 градусов — ВЫПОЛНЕНО.
Я хочу сделать более плавную кривую, но с квадратными трубками — больше материала для сварки.
Должен существовать формальный метод, которому нужно следовать, чтобы получить такую структуру при изготовлении, но, поскольку я не обучен этому, я не знаю, с чего начать.
Есть идеи? Заранее спасибо…
Re: отрезы от труб квадратного сечения
Сварные раструбы квадратного сечения.
:
Сообщение спасибо / лайк — 2 лайков, 0 не лайков
Re: отрезы от труб квадратного сечения
Сообщение от Lis2323Сварные раструбы квадратного сечения.
Отлично … Я таких раньше не видел. Я буду искать в следующий раз, когда мне понадобится что-то в этом роде.
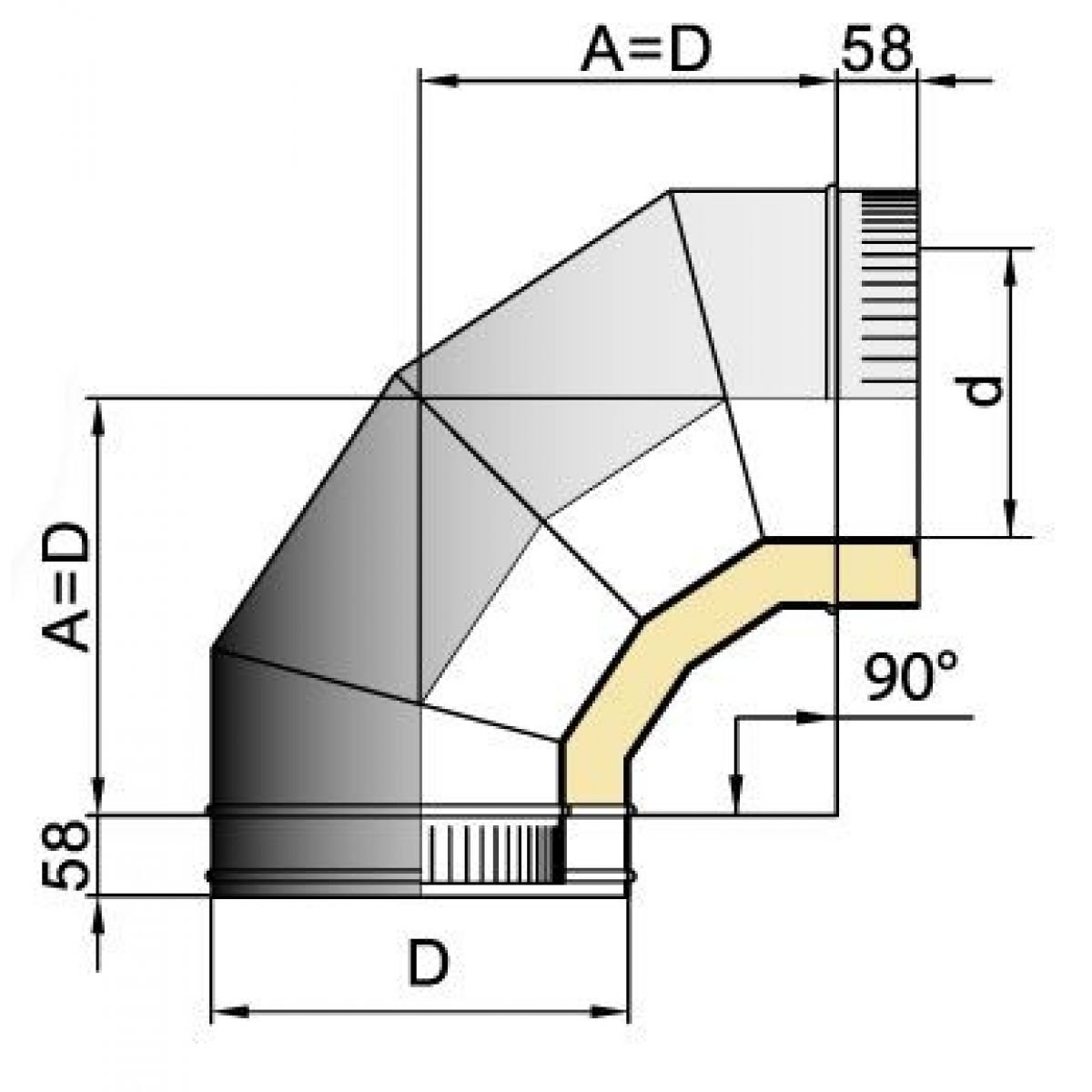
Re: отрезы от труб квадратного сечения
Они также бывают из алюминия. Их нужно было массировать под углом более 90 градусов для защиты моей кабины.
:
Сообщение спасибо / лайк — 1 нравится, 0 не нравится
Re: отрезы от труб квадратного сечения
Сообщение спасибо / лайк — 2 лайков, 0 не лайков
Re: отрезы от труб квадратного сечения
Этот метод распространен, я не публикую его, это просто один, который я нашел при быстром поиске.На YT куча таких, сломай ногу.
Сообщение спасибо / лайк — 2 лайков, 0 не лайков
Re: отрезы от труб квадратного сечения
Что, если вы возьмете отрезной круг в шлифовальном станке, нарежете кучу пазов / V-образных форм и просто соедините пазы вместе, чтобы получилась кривая.
Сообщение спасибо / лайк — 2 лайков, 0 не лайков
Re: отрезы от труб квадратного сечения
Сообщение от Lis2323 Сварные раструбы квадратного сечения.Спасибо всем.
Я видел все эти видео перед тем, как разместить здесь.
Я думал, что сохранил видео с примером того, как они разрезают квадратные трубы, как на этих изображениях в синей корзине, чтобы сформировать плавную кривую, я не могу его найти.
Я ищу сварщиков или производителей техники для выкладывания этого материала, чтобы не тратить материал впустую.
Один хороший совет — это руководство для монтажников, если есть такая вещь для квадратных труб.Возможно, мне придется просто выйти на 90 градусов … спасибо за ответы.

Re: отрезы от труб квадратного сечения
Согласно Томасу Франклину (справочник Pipefitters). Чтобы найти угол резания для поворота на несколько частей радиуса —
Угол резания = количество градусов в повороте, деленное на (количество сварных швов x2).Таким образом, для поворота 4 частей на 90 градусов будет 90, разделенное на 6 (3 сварных шва при повороте 4 частей) = 15 градусов.
Переход на квадратную трубу — просто сделайте надрез по бокам и дну.
Не могу объяснить, как найти размеры между разрезами, но Томас может — купи книгу! Справочник монтажника и сварщика труб, Томас В. Франклин.
Сообщение спасибо / лайк — 1 нравится, 0 не нравится
Re: отрезы от труб квадратного сечения
После того, как я получил свой «новый для меня» Lincoln Idealarc TIG-300, я использовал его, чтобы построить сцепное устройство для моих больших саней Otter, которые можно буксировать на снегоходе.Еще не настроен на tig, так что приварил его. До этого практически не тренировался, и да, я знаю, что сварные швы ужасны.После прожигания нескольких отверстий и отсутствия идеальной подгонки я пришел к выводу, что использование метода резки / надреза / гибки / сварки занимает слишком много времени.
 Срезание идеального угла надреза — ключ к хорошей подгонке. После некоторой практики это станет лучше, но я думаю, что гибочная машина — это лучший вариант для более мелких и тонких квадратных трубок.
Срезание идеального угла надреза — ключ к хорошей подгонке. После некоторой практики это станет лучше, но я думаю, что гибочная машина — это лучший вариант для более мелких и тонких квадратных трубок.Жужжалка Century, которую я узнал более 40 лет назад (принадлежал папе)
Дерьмовый век 110вольт миг 70 ампер голубь какает.
Линкольн Idealarc TIG-300
Сообщение спасибо / лайк — 1 нравится, 0 не нравится
Re: отрезы от труб квадратного сечения
Сообщение от cwbyСогласно Томасу Франклину (справочник Pipefitters).Чтобы найти угол резания для поворота на несколько частей радиуса —
отлично, спасибо. Заглядывая в книгу.
Угол резания = количество градусов в повороте, деленное на (количество сварных швов x2). Таким образом, для поворота 4 частей на 90 градусов будет 90, разделенное на 6 (3 сварных шва при повороте 4 частей) = 15 градусов.
Переход на квадратную трубу — просто сделайте надрез по бокам и дну.
Не могу объяснить, как найти размеры между разрезами, но Томас может — купи книгу! Справочник монтажника и сварщика труб, Томас В. Франклин.
Re: отрезы от труб квадратного сечения
Сообщение от bead-boy После того, как я получил свой «новый для меня» Lincoln Idealarc TIG-300, я использовал его, чтобы построить сцепное устройство для моих больших саней Otter, которые можно буксировать на снегоходе. Еще не настроен на tig, так что приварил его.До этого практически не тренировался, и да, я знаю, что сварные швы ужасны.После прожигания нескольких отверстий и отсутствия идеальной подгонки я пришел к выводу, что использование метода резки / надреза / гибки / сварки занимает слишком много времени. Срезание идеального угла надреза — ключ к хорошей подгонке.
Хороший . Показывает, что мы можем сделать, когда нам нужно, чтобы что-то работало.Очень круто.
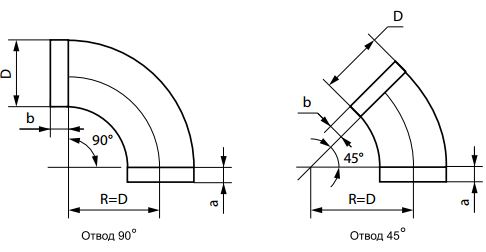 После некоторой практики это станет лучше, но я думаю, что гибочная машина — это лучший вариант для более мелких и тонких квадратных трубок.
После некоторой практики это станет лучше, но я думаю, что гибочная машина — это лучший вариант для более мелких и тонких квадратных трубок.Re: отрезы от труб квадратного сечения
Сделал платформу для танка на отметке 54 сек с предварительно вырезанным основанием.
Еще нужно знать длину и углы, а также то, как точно измерять углы при изготовлении.
Re: отрезы от труб квадратного сечения
Сообщение от vdotmatrix Спасибо всем.Я видел все эти видео перед тем, как разместить здесь.
Вы должны были прояснить это в своем исходном посте. Сообщение от vdotmatrixЯ ищу сварщиков или технику изготовителя для выкладывания этого материала, чтобы не тратить материал впустую.
В таком случае просто купите ручку и транспортир.Вы изучали математику в школе, верно?
Re: отрезы от труб квадратного сечения
Сообщение от TraditionalToolworks Вы должны были прояснить это в своем исходном посте.В таком случае купите ручку и транспортир.
Вы изучали математику в школе, верно?
Аспирантура была совсем другой дисциплины.
Re: отрезы от труб квадратного сечения
Сообщение от vdotmatrixВысшая школа была в совсем другой дисциплине.
Вы учились в аспирантуре и пытаетесь понять, как прикрепить использованные кусочки филлера?
Re: отрезы от труб квадратного сечения
Сообщение от TraditionalToolworks Вы учились в аспирантуре и пытаетесь понять, как прикрепить использованные кусочки филлера? Ага, Фигура.
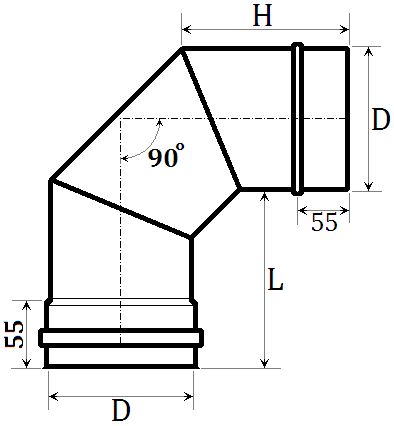
Сообщение спасибо / лайк — 1 нравится, 0 не нравится
Re: отрезы от труб квадратного сечения
Сначала разложите его на картоне или бумаге. Это самый простой способ разобраться во всем после того, как вы начертите что-нибудь на миллиметровой бумаге.
Часто, когда мне нужно проложить трубы из нержавеющей стали, я сначала использую ПВХ, чтобы приблизиться к измерениям. Ошибки с трубами из нержавеющей стали 316 — дорогое удовольствие …Я заметил, что в трубке диаметром 1-1 / 2 дюйма есть прорези, и он сдвигает все соединенные части вместе. Это делает математику намного более сложной. Может быть, он нарисовал все это в программе CAD. Вероятно, все детали были обработаны на стане. Подгонка выглядела идеально. Это было хорошо подготовленное видео, хорошее редактирование, графика, музыка не раздражала. Я получил от него смешок сидя на тележке, потому что она была прочнее, чем стол, над которым он работал (примерно на 4:00 мин.в) . Может где-то выложил размеры всех деталей, не помешало бы спросить. Это могло быть на его веб-сайте за 2,99 доллара США, доступное только в формате pdf.
Не забудьте купить больше металла, чем вы думаете, что вам понадобится, всегда будут некоторые ошибки в расчетах. Наличие небольшого дополнительного оборудования для сварочного аппарата и углов скоса на пиле тоже помогает.
удачи, опубликуйте фото
Airco 250 ac / dc Heliwelder Прямоугольная волна
Микроволновая печь Miller 180 SD
Miller Econo Twin HF
Линкольн 210 MP
Dayton 225 ac / dc
Виктор факелы
Защелка YA-212
Лотос Cut60D
Re: отрезы от труб квадратного сечения
Сообщение от albrightree Сначала разложите его на картоне или бумаге.
Часто, когда мне нужно проложить трубы из нержавеющей стали, я сначала использую ПВХ, чтобы приблизиться к измерениям. Ошибки с трубами из нержавеющей стали 316 — дорогое удовольствие …Я заметил, что в трубке диаметром 1-1 / 2 дюйма есть прорези, и он сдвигает все соединенные части вместе. Это делает математику намного более сложной. Может быть, он нарисовал все это в программе CAD. Вероятно, все детали были обработаны на станке. Подгонка выглядела идеально.Видео получилось хорошо подготовленным, хороший монтаж, графика, музыка не раздражала. Я получил смешок от того, что он сидел на тележке, потому что он был крепче, чем стол, над которым он работал (примерно на 4:00 мин.). Может где-то выложил размеры всех деталей, не помешало бы спросить. Это могло быть на его веб-сайте за 2,99 доллара США, доступное только в формате pdf.
Не забудьте купить больше металла, чем вы думаете, что вам понадобится, всегда будут некоторые ошибки в расчетах. Наличие небольшого дополнительного оборудования для сварочного аппарата и углов скоса на пиле тоже помогает.
удачи, опубликуйте фото
БЛАГОДАРЮ ВАС!Его форма была безупречной … так хороша, у меня слезились глаза. Я уверен, что он просто не рисовал планы на салфетке.
Я начал с миллиметровой бумаги и, обладая знаниями о механическом рисовании или зачатками изготовления, которые некоторые из юношей, возможно, усвоили во время обучения, я должен вернуться к базовой геометрии и, как вы говорите, выложить ее на картон. Ничего из этого не бывает легким, сварка, компоновка и так далее ….Любой, кто занимается этой сваркой, не видит ничего дальше факела … LOL.
 Это самый простой способ разобраться во всем после того, как вы начертите что-нибудь на миллиметровой бумаге.
Это самый простой способ разобраться во всем после того, как вы начертите что-нибудь на миллиметровой бумаге. Re: отрезы от труб квадратного сечения
Самый быстрый / простой способ для новичка получить отличную настройку — это ленточная шлифовальная машина.Настольная шлифовальная машинка (лучше) или ручная — все, что вы можете себе позволить.Я постоянно использую этот инструмент для множества вещей, от плотницких работ / деревообработки до заточки сверл и всего остального.
Если вы держите его в руке, найдите способ закрепить его ремнем под углом 90 градусов к поверхности БЕЗ ЗАКРЫТИЯ ВОЗДУШНЫХ ОТВЕРСТИЙ. Должно быть легко, большинство из них имеют плоскую сторону под углом 90 градусов к ремню.
Портовый фрахт имеет несколько действительно недорогих единиц, используйте купон (ы) и не бойтесь обменивать его, если что-то пойдет не так — я был виноват, что купил гарантию и забрал совершенно хороший инструмент для нового когда подошла гарантия.Затем вы можете приобрести новую гарантию на заменяемый блок по той же цене.
Керамический абразивный материал имеет огромное значение для металла, но более дешевый абразивный материал будет работать нормально, если цена будет подходящей для работы, которую вы выполняете с каждой лентой.
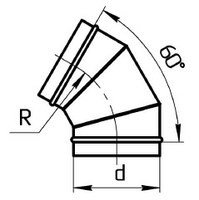 Отрежьте все немного длиннее и аккуратно сбрите, чтобы стыки были плотными.
Отрежьте все немного длиннее и аккуратно сбрите, чтобы стыки были плотными.Сообщение спасибо / лайк — 1 нравится, 0 не нравится
Re: отрезы от труб квадратного сечения
Сообщение от vdotmatrixСделал платформу для танка на отметке 54 сек с предварительно вырезанным основанием.
Еще нужно знать длину и углы, а также то, как точно измерять углы при изготовлении.
Нет причин, по которым вам нужна какая-либо формула для создания чего-то подобного, вы можете просто использовать те углы, которые вам нужны, и использовать комбинированный квадрат, чтобы отметить их. Просто совместите обе стороны, чтобы он выглядел симметрично.Я только что посмотрел это видео и хотел прокомментировать, это одна из худших конструкций сварочной тележки, которую я когда-либо видел.
Он скоро осознает этот недостаток в своей конструкции, и, вероятно, осознал это, когда вставлял танки в созданную им рамную конструкцию.
Я так рад, что выбрал более простую и стандартную конструкцию, которую использует большинство людей, поэтому я могу снять бак с задней части тележки. Я не вижу никакой пользы в том, чтобы прорезать стенки трубки и вставлять лист внутрь. Я планирую пойти другим путем и просто сварить под углом, чтобы машина не двигалась, и позволить сварщику сесть на саму раму.Также может обеспечить лучший воздушный поток.
Это видео — хорошее напоминание о том, что нельзя слишком много обдумывать.
Лучше делать вещи практичными.
 Причина, IMO, в том, что вам нужно вынуть весь бак из тележки, чтобы заполнить / обменять.
Причина, IMO, в том, что вам нужно вынуть весь бак из тележки, чтобы заполнить / обменять.Re: отрезы от труб квадратного сечения
Сообщение от TraditionalToolworks Нет причин, по которым вам нужна какая-либо формула для создания чего-то подобного, вы можете просто использовать те углы, которые вам нужны, и использовать комбинированный квадрат, чтобы отметить их.Просто совместите обе стороны, чтобы он выглядел симметрично.Я только что посмотрел это видео и хотел прокомментировать, это одна из худших конструкций сварочной тележки, которую я когда-либо видел. Причина, IMO, в том, что вам нужно вынуть весь бак из тележки, чтобы заполнить / обменять.
Он скоро осознает этот недостаток в своей конструкции, и, вероятно, осознал это, когда вставлял танки в созданную им рамную конструкцию.
Я так рад, что выбрал более простую и стандартную конструкцию, которую использует большинство людей, поэтому я могу снять бак с задней части тележки.Я не вижу никакой пользы в том, чтобы прорезать стенки трубки и вставлять лист внутрь. Я планирую пойти другим путем и просто сварить под углом, чтобы машина не двигалась, и позволить сварщику сесть на саму раму. Также может обеспечить лучший воздушный поток.
