
как спаять, правила и методы сварки
Содержание:
Инструменты для работы
Способы сварки полипропиленовых труб
Сварка в труднодоступных местах
Особенности пайки в углах
При установке новых полипропиленовых труб взамен устаревших металлических систем может возникнуть ситуация, когда соединение труб с помощью сварки необходимо выполнить в местах, которые не совсем соответствуют условиям для совершения такой операции.
Поэтому для самостоятельного обновления трубопровода требуются определенные знания, помогающие организовать сварку полипропиленовых труб в неудобном месте, используя для этого вспомогательные инструменты.
Инструменты для работы
Выполнить качественное соединение трубных элементов помогает специальный паяльник для труб из полипропилена и набор тефлоновых насадок. Используя паяльник, можно без особых усилий выполнить соединение сваркой на любом участке трубы. С помощью насадок можно соединить трубные элементы, имеющие разный диаметр.
С помощью насадок можно соединить трубные элементы, имеющие разный диаметр.
Кроме того, пайка полипропиленовых труб в труднодоступных местах предполагает наличие следующих инструментов:
- Приспособление для резки труб из полипропилена (чаще всего резак идет в комплекте с паяльником).
- Раствор, позволяющий обезжирить место пайки.
- Набор соединительных элементов.
Также необходимо приготовить рулетку, линейку и карандаш, а также уголок и ножик. В некоторых случаях может понадобиться ветошь.
Способы сварки полипропиленовых труб
Пайка труб в труднодоступных местах может выполняться разными способами в зависимости от рабочего диаметра труб:
- Методом стыковой сварки соединяют трубы, имеющие толщину стенок не меньше 4 мм и диаметр до 50 мм. В быту таким способом пользуются довольно редко.
- Раструбным способом пользуются при соединении труб с диаметральным сечением до 40 мм.
 Для работы требуется специальный сварочный механизм, оснащенный центрирующим устройством.
Для работы требуется специальный сварочный механизм, оснащенный центрирующим устройством. - При седельной пайке к трубе под углом 900 приваривают специальное раструбное седло путем стыкового сочленения. Седло просверливают и к месту соединения приваривают кусок трубы, получая на выходе Т-образный переходник. Читайте также: «Надёжная пайка пластиковых труб своими руками – хороший способ соединения».
 Для работы требуется специальный сварочный механизм, оснащенный центрирующим устройством.
Для работы требуется специальный сварочный механизм, оснащенный центрирующим устройством.Сварка в труднодоступных местах
Паять труднодоступные участки полипропиленовых изделий намного сложнее, чем прямолинейные прогоны. Для создания благоприятных условий работы в таких местах требуется приложение достаточного количества усилий.
К «неудобным» местам можно отнести:
- Пространство под потолком.
- Углы помещения.
- Стесненные условия для размещения паяльника.
Выполняя сварку полипропиленовых труб в труднодоступных местах под потолком, нужно приготовить место, где будет размещен сварочный аппарат при ручном формировании соединения. Для этой цели можно пригласить помощника или повесить аппарат на специальный крюк, подготовленный заранее. Читайте также: «Как правильно паять полипропиленовые трубы – теория и практика».
Для этой цели можно пригласить помощника или повесить аппарат на специальный крюк, подготовленный заранее. Читайте также: «Как правильно паять полипропиленовые трубы – теория и практика».
В случае расположения труб очень близко к стене используют специальный прием: прямую и ответную часть формируемой стыковки поочередно прогревают паяльником. При этом нагрев должен доходить до таких пределов, чтобы первый нагретый участок не успел остыть, пока нагревается ответная часть.
Особенности пайки в углах
Чтобы решить проблему, как паять полипропиленовые трубы в труднодоступных местах, например, в углах, нужно знать особенности таких соединений. Стыковка трубных элементов в углах помещения проводится с использованием заготовок, обрезанных под углом 90 0. При этом важно, чтобы их концы были тщательно зачищены и обработаны обезжиривающими средствами (прочитайте также: «Как отрезать трубу под углом – варианты разметки для круглой и профильной трубы»). Использование специальных угловых переходников и фитингов способствует образованию плавных переходов на трубных элементах при угловом соединении.
Использование специальных угловых переходников и фитингов способствует образованию плавных переходов на трубных элементах при угловом соединении.
Формирование угловых соединений на трубах, располагающихся на небольшом расстоянии от стены, также выполняется путем последовательного нагревания прямой и ответной части. Особое внимание в этом случае следует уделить глубине вхождения трубного элемента в тело угловой детали. Для обеспечения высокой точности необходимо сделать соответствующую отметку маркером или карандашом.
Решение вопроса о том, как спаять полипропиленовые трубы в труднодоступных местах, требует внимательного отношения и точного выполнения всех действий. Стыковочные элементы, имеющие даже незначительный дефект, подлежат обязательной замене на новые детали. По мнению специалистов при выполнении соединений в труднодоступных местах не стоит отключать питание сварочного аппарата, лучше, если он будет всегда включенным.
 youtube.com/embed/7K9frArpTAk?feature=oembed» loading=»lazy» frameborder=»0″ allowfullscreen=»»>
youtube.com/embed/7K9frArpTAk?feature=oembed» loading=»lazy» frameborder=»0″ allowfullscreen=»»> инструкция, каких ошибок лучше не допускать
Приветствую, дорогие читатели! На смену устаревшим стальным трубопроводам приходят высокотехнологичные полимерные аналоги.
Полипропилен долговечен, легок и прост в уходе, что дает возможность осуществлять сборку изделий из данного материала собственными силами достаточно быстро и с минимальными затратами. Ниже описаны основные моменты при работе с полипропиленом.
Основные особенности при сварке труб из полимерного материала
- Полифузия. Полипропилен крайне термопластичен, на этом и основывается принцип его пайки. Под воздействием температур выше +200 С, он моментально становится пластичным и мягким, а затвердевает при комнатной температуре мгновенно за пару секунд. Примечательно, что характеристики материала и торцевых частей не теряют свойств при высокотемпературной обработке. Единое и целостное соединение заготовленных кромок у труб происходит за счет полифузии, т. е. нагрева соединяемых деталей до фрагментарного оплавления их поверхности.
- «Холодная сварка». Другим способом соединения изделий из полимера являются специализированные жидкие смеси, которые вызывают похожий процесс вследствие химической реакции полипропилена с органическими растворителями в их составе. Такой способ носит название «холодной сварки». Данный метод также просто реализовать своими силами, однако необходимо соблюдать меры безопасности при работе с токсическими веществами, входящими в растворители. Видимо поэтому, такая технология менее популярна в сравнении с полифузией.
 е. нагрева соединяемых деталей до фрагментарного оплавления их поверхности.
е. нагрева соединяемых деталей до фрагментарного оплавления их поверхности.Осуществить сборку водопровода из полимерных материалов можно несколькими приемами:
- прямым
- муфтовым
Первым вариантом пользуются для заготовок с диаметром более 40,0 мм из-за утолщенных стенок. При этом следует придерживаться нескольких условий:
· одинаковый размер толщины и поперечного сечения;
· абсолютное совпадение кромок трубы в торцах;
· строгое и четкое расположение всех деталей на одной линии.
Следующим методом соединения труб является муфтовая сварка, применяемая для заготовок с тонкими стенками до 5 мм и диаметром до 63 мм. Данный способ актуален при планировании водопровода и отопления в частном секторе. Чтобы собрать полимерные магистрали необходимо пользоваться дополнительными соединительными тройниками и муфтами с патрубками из того же материала.
Классификация муфт делится на следующие разновидности:
· наконечники с резьбой;
· переходники одинаковых размеров;
· соединители для пайки под различными углами;
· одно и многоканальные разветвители;
· краны и запорная арматура.
Чтобы осуществить пайку полипропиленовых изделий по технологии муфтовой сварки, используют компактное специализированное оборудование. Научиться работать на нем может даже домашний мастер, как на открытых участках, так и в труднодоступных местах. Метод достаточно прост в применении и не требует привлечения профессионалов.
Инструменты, необходимые для пайки
Начинать работу необходимо с раскроя заготовок, подготовки кромок на торцах, термической обработки элементов и формирования аккуратных стыков. При реализации проекта необходимо пользоваться следующим арсеналом:
При реализации проекта необходимо пользоваться следующим арсеналом:
- слесарным уголком, строительными принадлежностями для разметки (карандаш, маркер) и измерительным прибором;
- роликовым резаком (труборезом) или особыми ножницами;
- ветошью со слоем обезжиривателя;
- аппаратом для сварки (пайки) полимерных изделий;
- парой уплотненных перчаток с анти-скользящим покрытием.
- Инструмент для резки должен быть надежным и удобным в использовании, а именно лезвия хорошо заточены и без дефектов, перпендикулярный срез чистый и ровный без заусенцев. Поэтому в данной работе не следует использовать ножовочное полотно (лобзик, пилу) или болгарку.
- Рабочие кромки необходимо подготавливать с особой аккуратность, для обеспечения герметичного и надежного соединения между заготовками из полипропилена. Следует тщательно устранить пыль, загрязнения, влагу и обезжирить поверхность, используя при этом готовые общестроительные составы или жидкости на спиртовой основе.
- При использовании в работе труб большого диаметра для реализации крупных программ пользуются механическим или электрогидравлическим сварочным оборудованием, которое состоит из торцевателя и станины с блоком управления, уплотненного держателя, динамометра и дискового нагревателя. Фиксацию, коррекцию положения и смещение в таких приборах производят мобильным центратором с ручным управлением в виде рычага или гидравлического привода.
- Для труб с меньшим диаметром и толщиной используют сварочной аппарат, включающий в себя подставку, блок регулировки, держатель, шестигранный ключ и мечевидный (узкая пластина) или цилиндрический (штырек) нагревательный компонент.

Проведение пайки у полипропиленовых заготовок
В ходе манипуляций необходимо соблюдать рекомендуемые заводом временные отрезки при разогреве и формировании узловых соединений между заготовками.
Процесс может различаться из-за размера трубопровода и используемого в работе оборудования.
Общие приемы и технологии
Стыковая сварка содержит в себе два основных момента:
· установление и фиксацию заготовок на оборудовании, с обязательной обработкой кромок торцевателем (вращающимся диском), который в последствии заменят плоским нагревательным элементом;
· прижимание заготовок друг к другу, в следствии чего и осуществляется процесс полифузии.
Необходимо внимательно следить за временем во время плавления стенок и сжатия элементов сварки. Стык формируется с помощью наружных труб и внутренних стенок детали. При термическом воздействии на участки используют дополнительные насадки на установку для пайки, разогретые до +260C. Дальше заготовки помещают друг в друга, фиксируя некоторое количество времени.
Работы по сварке полимерных материалов должны проводиться в условиях хорошей вентиляции помещения. При нагреве и плавке полимеров выделяются токсичные вещества, которые в определённой концентрации оказывают серьёзное влияние на здоровье человека.

Работа с трубами, армированными алюминием
Сам по себе полипропилен при высоких температурах имеет свойство расширяться, поэтому чтобы этого не происходило, его армируют, используя стекловолоконный материал или алюминий. Во втором случае проблем при пайке и эксплуатации не возникает. Армирование металлом производят внутри трубы либо с внешней стороны оболочки.
Важно устранить с наружного слоя изделия алюминиевую фольгу для избегания дополнительного нагрева, исключения разности диаметров и образования непрочного соединения.
Читайте так же — ТОП — 11 лучших аппаратов для сварки полиэтиленовых труб (ПНД)
При пайке пользуются шейвером – полым дюралюминиевым цилиндром, имеющим внутри корпуса стальные лезвия. Можно не беспокоиться о параметрах толщины и глубины срезов, так как инструмент оснащен удобным ограничителем.
Внутреннюю поверхность заготовок очищают, чтобы не допустить контакта алюминия с водой во время использования труб и исключить активацию процессов электрохимических реакций, которые разрушают армирующую фольгу и разгерметизируют контактный узел. В данном случае при подготовке заготовок к пайке используют торцеватели, внешне похожие на шейвер, но с расположенными лезвиями во внутреннем торце.
В данном случае при подготовке заготовок к пайке используют торцеватели, внешне похожие на шейвер, но с расположенными лезвиями во внутреннем торце.
Работа с полипропиленом при отрицательной температуре
При пониженной температуре сборка претерпевает изменения в плане ключевых временных отрезков при нагревании и стыковке заготовок, в связи с тем, что полимер на морозе очень хрупкий и сложный в раскрое. Следует обратить внимание и на транспортировку.
Работу лучше производить в помещении с отоплением и температурой окружающей среды выше 5C, чтобы не допустить процесса кристаллизации и крошения изделий.
При этом чем ниже температура воздуха, тем дольше производится процесс нагрева полипропилена. Рекомендуется прогреть материал приблизительно до +20C, а после использовать нормированный таймер. Соединять элементы стоит в укоренном темпе из-за быстрого остывания труб и получения полноценного процесса полимеризации.
Таблица времени пайки полипропиленовых труб| Условный диаметр трубы, мм | Время нагрева для оптимальной диффузии, сек | Время на спайку деталей, сек | Время на охлаждение деталей, мин |
| 20 | 5-8 | 8 | 2 |
| 25 | 7-11 | 10 | 3 |
| 32 | 8-12 | 12 | 4 |
| 40 | 12-18 | 20 | 5 |
Ошибки, влияющие на качество работ
- Самыми частыми ошибками при работе является пренебрежение установленными требованиями в момент подготовки труб и несоблюдение временных интервалов.
- Пропуск процесса обезжиривания, халатное отношение к состоянию кромки, недостаточная чистота и сухость материала могут привести к нарушению монолитности и разрыву соединений.
Излишний перегрев и чрезмерное сжатие приведет к сужению внутреннего диаметра, что также повлечет расстыковку и засорение канала.
Полипропиленовые трубы и дополнительные фитинги следует приобретать у одного завода -производителя, чтобы избежать разнородности материала и быстрого выхода из строя собранного водопровода. Трубы могут иметь различную норму нагревания, фиксацию и остывание. Ведь у каждого изготовителя своя собственная технология производства и индивидуальная рецептура.

Пайка VS Сварка – Может ли пайка заменить сварку?
Термины «пайка» и «сварка» перебрасываются, человек может использовать один, когда имеет в виду другой, но эти два процесса принципиально различны.
Оба способа соединения двух металлов вместе, чем они отличаются?
В этой статье мы расскажем, какой из них следует использовать, может ли пайка заменить сварку и какие материалы можно паять вместо того, чтобы их сваривать.
Содержание
Иногда для завершения соединения двух металлов можно использовать как пайку, так и сварку, и вы можете выбрать пайку, поскольку она дешевле, требует меньших навыков и часто более проста в выполнении. Вообще пайка и сварка не взаимозаменяемые процессы, так как работают на разных металлах, для разных целей.
Сварка обычно используется для структурных целей, таких как железные дороги и трубопроводы, и поэтому требует невероятно прочного соединения. Пайка, с другой стороны, часто используется для электроники и сантехники, когда соединение двух металлов не подвергается давлению. Пайка и сварка также имеют фундаментальные различия в своих процессах, таких как требуемые температуры и используемые металлы.
Два самых больших различия между пайкой и сваркой сводятся к температурам и основным материалам. Пайка происходит при гораздо более низких температурах, обычно от 300°C до 500°C, в зависимости от припоя и паяльника. Сварка происходит при температуре от 2000°C до 6000°C. Вторая по величине разница связана с температурой, так как при пайке расплавляется только припой, чтобы сплавить его с основным металлом, а при сварке также плавится основной металл, отсюда и высокие температуры процесса.
Для пайки обычно используются такие металлы, как медь, олово, золото, серебро, свинец и латунь. Вы можете легко определить, какие металлы подходят для этого процесса, изучив их паяемость. Сварка используется для металлов с высокой температурой плавления, таких как сталь, алюминий, никель и титан. Медь также можно использовать при сварке, но, как правило, только при ее большом количестве. Сварка обычно используется для больших работ, а пайка для небольших изменений.
Сварка — гораздо более комплексный процесс, для которого требуется рабочее место с большим количеством различных инструментов и защитного оборудования. Это должно быть сделано в безопасной среде, и это может быть труднее сделать дома. Приобретение всего оборудования для сварки в среднем обходится дороже, чем для пайки. Пайка легко выполняется в домашних условиях и требует меньшего количества компонентов и оборудования для обеспечения безопасности.
Если вы не уверены, что вам следует делать: пайку или сварку, вы можете задать себе два вопроса: что я хочу получить от этого процесса? Какие металлы я использую? Если вы ищете что-то более быстрое и работает на базовом уровне соединения двух металлов вместе, пайка — это ответ. Если соединение должно выдерживать структурное давление, вам подойдет сварка. Но способность металла к пайке должна быть проверена до того, как вы начнете пайку, иначе результатом может стать плохое соединение.
Может ли пайка заменить сварку? Пайка может заменить сварку в тех случаях, когда основной металл не нужно плавить и сплавлять с другим металлом, и оба металла хорошо поддаются пайке. Например, если это было для сантехники, где соединение не должно выдерживать огромное давление, а используемые металлы можно было легко спаять, то нет никаких причин, по которым пайка не должна использоваться вместо сварки.
Например, если это было для сантехники, где соединение не должно выдерживать огромное давление, а используемые металлы можно было легко спаять, то нет никаких причин, по которым пайка не должна использоваться вместо сварки.
Однако в большинстве случаев пайка не может заменить сварку. Сварка плавит основной металл, чего не может сделать пайка, и достигается температура, до которой пайка даже не доходит. Важно помнить, что пайка является более слабым соединением и поэтому не может подвергаться сильному давлению. На самом деле, в некоторых случаях сварка может быть более безопасным вариантом, чем пайка, если вы не уверены в величине давления, которое должно выдерживать соединение.
Является ли припой таким же прочным, как сварка? Пайка никогда не бывает прочнее сварки, если только вы не сравниваете хорошую пайку с плохой сваркой. Пайка требует, чтобы припой плавился при более низкой температуре по отношению к основным металлам, что обычно означает, что основные металлы будут прочнее соединения. Сварка включает расплавление основных металлов для соединения или шва, что означает, что соединение становится таким же прочным, как и окружающие металлы.
Сварка включает расплавление основных металлов для соединения или шва, что означает, что соединение становится таким же прочным, как и окружающие металлы.
Пайку редко следует использовать для ремонта, требующего значительного давления на соединение, поскольку оно просто не выдержит. Сварка гарантирует прочность, которую не может дать пайка.
Пайка Против. Сварка – что лучше?
Ни пайка, ни сварка не лучше других, все сводится к применению двух процессов. Пайка гораздо лучше подходит для деликатных процессов и обеспечивает определенную степень точности, которой не может обеспечить сварка. Сварка может не обеспечить такой точности, но создаст невероятно прочное постоянное соединение, которое имеет больше применения, чем пайка. Сварка имеет множество различных методов, с помощью которых можно осуществлять этот процесс, что дает ему широкое применение в различных отраслях промышленности. Для сравнения, использование пайки гораздо более узкое.
Пайка отлично подходит для использования в электронике, такой как печатные платы (печатные платы) и SMT (технология поверхностного монтажа), электропроводка и сантехника. В этих сценариях соединение двух металлов часто используется для монтажа компонентов и обеспечения протекания электрического тока. Пайка позволяет быстро и легко соединить два металла. Пайка — относительно простой процесс, для которого не требуется много инструментов или оборудования, что позволяет выполнять эти процессы эффективно.
Соединения в электронике часто могут быть маленькими и неудобными, процесс, который слишком мал для сварки. Пайка позволяет вносить незначительные изменения и соединения. Использование сварки в этой ситуации было бы катастрофой, так как в конечном итоге вы разрушили бы всю печатную плату.
Как упоминалось ранее, степень деликатности, которую позволяет пайка, означает, что ее применение охватывает более эстетические процессы, такие как витражи и выжигание по дереву. Будучи относительно дешевым в приобретении начальных инструментов и оборудования, он делает пайку и облегчает приобретение хобби и навыков, и в некоторых отношениях может быть более полезным, поскольку его применение может быть более искусным, чем сварка.
Будучи относительно дешевым в приобретении начальных инструментов и оборудования, он делает пайку и облегчает приобретение хобби и навыков, и в некоторых отношениях может быть более полезным, поскольку его применение может быть более искусным, чем сварка.
Связанный: Можно ли сваривать оцинкованные трубы
Преимущества сварки перед пайкойВышеупомянутые сильные стороны сварки означают, что ее применение намного шире, чем пайка. Сварка используется почти в каждом строительном процессе, кроме металла, от создания дома, резервуара, лампы или телефона. Хотя это означает, что сварка требует больше навыков и обучения для получения хорошего сварного соединения, и есть много разных способов сварки, которые необходимо изучить, это означает, что как только вы достигнете мастерства, диапазон возможностей станет намного больше, чем при пайке.
Пайка просто не может быть использована для сплавления двух металлов вместе для таких применений, как автомобильные детали или стальные конструкции, по двум причинам. Очевидным является то, что пайка имеет ограниченную прочность, но пайка также не очень хороша для таких металлов, как сталь. Одним из основных преимуществ сварки является ее применение со сталью, что является преимуществом, которое используется во многих различных отраслях промышленности.
Очевидным является то, что пайка имеет ограниченную прочность, но пайка также не очень хороша для таких металлов, как сталь. Одним из основных преимуществ сварки является ее применение со сталью, что является преимуществом, которое используется во многих различных отраслях промышленности.
Применение припоя в сварке меняется от случая к случаю. Как правило, вы не хотите использовать припой на чем-либо, что требует прочного соединения, поскольку припой слаб по сравнению со сваркой двух металлов вместе. Тем не менее, есть некоторые сценарии, в которых это может оказаться выгодным с точки зрения затрат и времени.
Читайте также: Почему мое жало паяльника чернеет
Сталь Недостатком сварки является то, что металлы должны быть одинаковыми, иначе они не соединятся должным образом. В тех случаях, когда вы хотите соединить сталь с другим металлом, например, с медью и сталью, может пригодиться пайка. Выбор подходящего припоя и флюса важен для получения чистого и правильного соединения. Также использование паяльника, который нагревается до нужной температуры, обеспечит правильное соединение. Желательно использовать пайку, а не пайку для стали. Пайка позволит легче соединять сталь, так как она нагревается до более высоких температур, чем пайка.
Выбор подходящего припоя и флюса важен для получения чистого и правильного соединения. Также использование паяльника, который нагревается до нужной температуры, обеспечит правильное соединение. Желательно использовать пайку, а не пайку для стали. Пайка позволит легче соединять сталь, так как она нагревается до более высоких температур, чем пайка.
Сварка по-прежнему является наиболее идеальным способом соединения двух кусков стали вместе, особенно если это большое соединение или требуется длинный шов, но для небольших работ возможна пайка.
Чугун Пайка может использоваться для чугуна, но для этого требуется пропановая горелка, а не просто паяльник, так как для пайки чугуна требуется более высокая температура. Важно при пайке чугуна не нагревать припой напрямую, а добавлять припой в место желаемого соединения, и нагревать его целиком. Это позволяет сформировать более прочное соединение, так как припой попадет в зазор между двумя кусками чугуна. Это должно быть достигнуто с помощью зажимов, чтобы закрепить два куска чугуна близко друг к другу, позволяя припою правильно сплавиться. Паять чугун очень сложно и требует специального флюса и припоя.
Это должно быть достигнуто с помощью зажимов, чтобы закрепить два куска чугуна близко друг к другу, позволяя припою правильно сплавиться. Паять чугун очень сложно и требует специального флюса и припоя.
Пайка чугуна вполне приемлема для поделок или декоративных целей, так как это более простой способ соединить две детали в домашних условиях. Все, что требует структурной целостности, должно быть сварено должным образом, так как припой просто не имеет прочности.
АлюминийПайка алюминия может быть сложной, особенно если вы не знаете, чем легирован алюминий. Можно найти чистый алюминий, но часто его сплавляют с другим металлом, из-за этого с ним трудно работать. Использование флюса и припоя, предназначенных для алюминия, необходимо для того, чтобы соединение плавилось, и для правильного плавления алюминиевого соединения необходима горелка.
Лучшим методом соединения двух алюминиевых деталей является пайка, так как она может эффективно соединять их при высокой температуре. Пайка алюминия может быть полезна как для деталей автомобиля, так и для платы электроники. Паять алюминий к алюминию очень сложно, и новичку не следует пытаться. Рекомендуется припаивать алюминий к другому металлу, например к меди.
Пайка алюминия может быть полезна как для деталей автомобиля, так и для платы электроники. Паять алюминий к алюминию очень сложно, и новичку не следует пытаться. Рекомендуется припаивать алюминий к другому металлу, например к меди.
Латунь, когда она тонкая и проволочная, может быть одним из самых простых металлов для пайки, хорошим исходным материалом для начинающих. ты не иметь , чтобы иметь флюс, но рекомендуется. Латунь также дешева, так что это хороший материал, с которым можно поиграть и попрактиковаться. Легко припаивается к другим кускам латуни или другим металлам с высокой паяемостью.
Латунь используется в ювелирных изделиях и украшениях, поэтому она хороша, если вы хотите сделать ее сами дома или отремонтировать поврежденную или старую личную вещь. С точки зрения коммерческого использования, пайка латуни — это процесс, используемый в сантехнических работах для сварки двух труб или компонентов вместе. Использование горелки значительно облегчит процесс и сделает его менее утомительным, так как он позволяет быстро нагреть и более эффективно проплавить соединение.
Нейлон может быть намного сложнее, чем металлы, если вы не будете осторожны, так как нейлоновая тесьма может вести себя так же, как пластик. Если приложить слишком большое усилие к паяльнику или вы слишком быстро пройдете по материалу, вы можете легко испортить паяльник, расплавив нейлон на жало.
Хороший совет: постоянно протирайте кончик наждачной бумагой, чтобы избежать прилипания нейлона. Паяльники можно использовать с нейлоном, но лучше действовать осторожно и выполнять пайку как можно быстрее. Паяльники на самом деле очень полезны при работе с нейлоном, так как паяльник позволяет легко запаивать свободные нити и концы. Когда вы делаете надрез или отверстие, нити сразу же запечатываются, что делает это проще, чем при использовании ножниц или другого инструмента.
Сварка полипропилена паяльником Полипропилен часто используется для труб в домах и зданиях. Трубы под раковиной вполне могут быть из полипропилена. Первое, что нужно помнить при сварке полипропилена паяльником, это то, что он покрыт защитным слоем. Вы должны убедиться, что он испарился из области, которую вы хотите припаять, прежде чем начать. Профессионалы будут использовать специальную паяльную машину для соединения труб, но это все же можно сделать дома, особенно для простого ремонта.
Первое, что нужно помнить при сварке полипропилена паяльником, это то, что он покрыт защитным слоем. Вы должны убедиться, что он испарился из области, которую вы хотите припаять, прежде чем начать. Профессионалы будут использовать специальную паяльную машину для соединения труб, но это все же можно сделать дома, особенно для простого ремонта.
Полипропилен очень быстро нагревается и имеет относительно низкую температуру плавления. Рекомендуется использовать паяльник с регулятором температуры, особенно при пайке на другой материал.
Какой металл нельзя паять? Вышеупомянутый чугун является одним из самых трудных для пайки металлов, наряду с хромом, титаном и магнием. Эти металлы также дороги, поэтому рекомендуется найти альтернативу, если это возможно, поскольку успех пайки с ними может быть ограниченным. Если вы отчаянно хотите использовать один из этих металлов, рассмотрите возможность использования сплава, в котором он сочетается с металлом с более высокой способностью к пайке, чтобы придать ему свойства, необходимые для пайки, и в то же время эстетически выглядеть как металл.
Альтернативные методы соединения двух металлов, пайка и сварка, могут оказаться гораздо более эффективными при сплавлении этих металлов. Это будет связано с более высокими температурами, при которых они работают, и их различными методами соединения.
Какой металл лучше всего подходит для пайки?Лучшими металлами для пайки являются металлы с высокой паяемостью. Металлы с самой высокой паяемостью – это золото, серебро, олово, кадмий, палладий и родий. Как вы, наверное, поняли из этого списка, некоторые из этих металлов, если не все, могут быть довольно дорогими. Есть более дешевые металлы, такие как латунь, которые обладают очень хорошей паяемостью и гораздо более доступны по цене.
Что касается пайки, то чем тоньше металл, тем легче он проводит тепло, и в результате получается более качественное соединение. Если у вас возникли проблемы с металлом, который имеет высокую способность к пайке, то он либо слишком большой, либо легирован чем-то с низкой способностью к пайке.
Точечная сварка позволяет очень точно выполнить сварку в определенной точке. Точечная сварка может создавать очень маленькие соединения, похожие на прихватки, или более сложные; это зависит от размера машины, ее мощности и того, как долго вы применяете тепло. Точечная сварка похожа на пайку в том смысле, что она более точна, чем традиционная сварка, и может использоваться на небольших кусках металла.
В чем отличияТочечная сварка использует электрический ток для соединения двух металлов. Плавление металлов происходит за счет тепла, выделяемого сопротивлением электрического тока. Это похоже на паяльник, который нагревается от электрического сопротивления, но их применение сильно отличается.
Читайте также: Насколько сильно нагревается паяльник
Аппарат для точечной сварки, как правило, является стационарным инструментом, и даже когда он находится в ручном исполнении, применение тепла является элементарным. Под этим я подразумеваю, что, в отличие от пайки, вы не можете формировать или изменять применение точечной сварки во время выполнения действия. Пайка гораздо более гибкая и адаптируемая во время пайки, поэтому она так популярна как хобби, поскольку в ней есть элемент творчества. Точечная сварка предназначена исключительно для небольших локальных соединений, которые можно использовать, если металл слишком тонкий для более крупной сварки.
Под этим я подразумеваю, что, в отличие от пайки, вы не можете формировать или изменять применение точечной сварки во время выполнения действия. Пайка гораздо более гибкая и адаптируемая во время пайки, поэтому она так популярна как хобби, поскольку в ней есть элемент творчества. Точечная сварка предназначена исключительно для небольших локальных соединений, которые можно использовать, если металл слишком тонкий для более крупной сварки.
Точечная сварка в долгосрочной перспективе является более экономичной и быстрой для работ, которые можно выполнять обоими методами. Точечная сварка — это очень быстрый процесс, при котором вы скрепляете два куска металла вместе, и за 1-2 секунды металлы соединяются в локализованных точках. Если вы соединяете большое количество листового металла, аппарат для точечной сварки может серьезно помочь сэкономить время и деньги.
С точки зрения крупносерийного производства, в котором паяльник устаревает из-за его размера и температурного диапазона, аппарат для точечной сварки отлично подходит для условий мастерской и является хорошим конкурентом пайке и традиционной сварке.
Домашним любителям и новичкам пайка даст множество разнообразных поделок и электрических приложений, с которыми можно поиграть. Пайка цветного стекла, выжигание по дереву, электроника (печатные платы и SMT) — все это примеры занятий, которыми вы можете наслаждаться с помощью паяльника, но не с помощью аппарата для точечной сварки. Область применения точечной сварки очень узка по сравнению с ней и не понравится большинству.
Когда речь идет о больших машинах, точечная сварка может быть слишком горячей для работ, которые можно выполнить с помощью паяльника. Вы можете приобрести аппараты для точечной сварки для дома, но опять же, их применение очень ограничено по сравнению с паяльником. Я бы посоветовал точечную сварку более заядлым сварщикам, которые также заинтересованы в области, где точечная сварка действительно может быть преимуществом.
Когда вы можете использовать какой? Аппарат для точечной сварки широко используется в автомобилестроении для соединения деталей внешней листовой стали, но его также можно использовать в гораздо меньших масштабах для сварки аккумуляторных элементов. Точечная сварка аккумуляторных элементов — это то, что вы можете делать дома для электроники, которую вы, возможно, собираете. Точечная сварка лучше, чем пайка аккумуляторных элементов, потому что паяльник может сильно нагреться.
Точечная сварка аккумуляторных элементов — это то, что вы можете делать дома для электроники, которую вы, возможно, собираете. Точечная сварка лучше, чем пайка аккумуляторных элементов, потому что паяльник может сильно нагреться.
Как упоминалось ранее, пайка очень хороша для ремесел, таких как выжигание по дереву или пайка цветного стекла, но также не имеет себе равных в применении для электроники, например, для пайки печатных плат. Паяльники также можно использовать для сантехнических и других работ по дому.
Можно ли использовать паяльник для сварки пластикаПаяльники можно использовать для сварки пластика, чтобы восстановить повреждения, вызванные износом. Его можно использовать с добавлением проволоки, такой как медь, для усиления после повреждения. Хорошо использовать паяльник глубоко и широко с трещиной, чтобы эффективно укрепить пластик.
Сварочные аппараты для пластика, очевидно, будут лучше, потому что они разработаны специально для создания стыков и швов с пластиком, но если вы находитесь дома и не хотите вкладывать средства в правильные инструменты или просто хотите быстро исправить , то паяльником вполне можно. Лучше всего проверить это, посмотреть, может ли ваш паяльник расплавить пластик, а затем продолжить.
Лучше всего проверить это, посмотреть, может ли ваш паяльник расплавить пластик, а затем продолжить.
Работать будет, но не эстетично. Как уже упоминалось, он хорош для ремонта или небольших работ, но на самом деле его не следует использовать для чего-то комплексного. Часто, в зависимости от толщины и размера, пластику требуется много тепла, чего трудно достичь с помощью одного паяльника, т. е. вам может понадобиться бутановая горелка.
Паяльник в сравнении с реальными сварочными аппаратами для пластикаСварочные аппараты для пластика позволяют выполнять гораздо более сложные и комплексные работы по сравнению с паяльниками и обеспечивают более прочное и эффективное соединение. С пластиковым сварочным аппаратом существует более широкий диапазон температур, и он всегда будет контролировать температуру по сравнению с паяльниками, которые этого не делают.
Пластмассовые сварщики создадут бесшовное, профессиональное соединение, в то время как паяльники могут иметь некоторые проблемы с эстетикой соединения из-за колебаний температуры.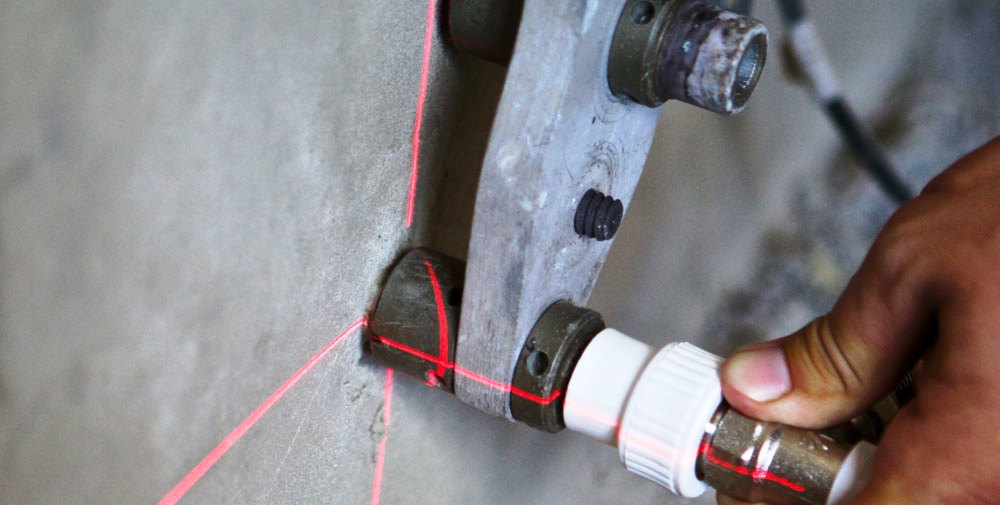
На высоконагруженных участках бампера лучше не использовать паяльник, а использовать сварочный аппарат для пластика, иначе стык снова просто сломается. Однако, если он треснул в области с низким напряжением или это можно быстро исправить, пока вы не примете его, можно использовать паяльник.
Очень важно использовать правильный тип припоя и флюса, поэтому тщательно изучите их. Когда паяльник нагреется до нужной температуры, введите припой между двумя сопряженными поверхностями. Вы хотите, чтобы бампер был зажат вместе, чтобы обеспечить создание хорошо промытого соединения. В трещину можно поместить дополнительный пластик или другой материал для усиления соединения.
Как чистить паяльник и ухаживать за ним
Электронные принципыМарк Доннисон
В этом ресурсе Университета Китроник, состоящем из двух частей, мы собираемся показать вам, как чистить и обслуживать ваш паяльник. Прочтите письменное руководство или перейдите к видео.
Прочтите письменное руководство или перейдите к видео.
Зачем им обслуживание?
Наконечники паяльника горячие. В результате они подвергаются такому же окислению, что и припой. Они также страдают от многократного нагревания и охлаждения. Несмотря на то, что наконечник прочный, он требует небольшого обслуживания. Прежде чем приступить к пайке, осмотрите наконечник. Он должен быть чистым и блестящим. Сотрите все скопления углерода, старого припоя и подобных загрязнений на губке или латунной стружке. Этот совет ниже показывает накопление депозитов.
Все еще не чисто?
Если после очистки губкой/латунной стружкой наконечник все еще не блестит, наплавьте на него небольшое количество припоя и снова очистите. Флюс в припое поможет очистить наконечник.
Действительно окислился?
Если наконечник по-прежнему не чистый и не блестит, используйте очиститель наконечника. Это смесь более агрессивного флюса, чем обычно содержится в припое, и порошкообразного припоя. Флюс в очистителе жала удаляет окисление и отложения с жала паяльника, а затем припой повторно залуживает жало, готовое к использованию. Чтобы использовать чистящее средство для жала, нагрейте паяльник. Затем окуните в банку с консервантом/очистителем, слегка вращая: на этом этапе железо покроется смесью флюса и припоя. Протрите утюг влажной губкой, чтобы удалить излишки. Это должно привести к чистому блестящему кончику, готовому к использованию.
Это смесь более агрессивного флюса, чем обычно содержится в припое, и порошкообразного припоя. Флюс в очистителе жала удаляет окисление и отложения с жала паяльника, а затем припой повторно залуживает жало, готовое к использованию. Чтобы использовать чистящее средство для жала, нагрейте паяльник. Затем окуните в банку с консервантом/очистителем, слегка вращая: на этом этапе железо покроется смесью флюса и припоя. Протрите утюг влажной губкой, чтобы удалить излишки. Это должно привести к чистому блестящему кончику, готовому к использованию.
Если ничего не помогает
Жала паяльника не вечны. В конце концов они изнашиваются. Обычными признаками того, что наконечник нуждается в замене, являются: образование углубления на конце наконечника, очистка и повторное лужение не дают эффекта или требуют частого повторения.
Видео:
Присоединяйтесь к Кевину, который покажет вам, как чистить и обслуживать паяльник в видео ниже, или см. ниже текстовую версию ресурса.
ниже текстовую версию ресурса.
Прежде чем мы начнем пайку, мы хотим убедиться, что жало чистое и блестящее, чтобы на него мог попадать припой. Мы называем это «лужением». Мы начинаем с того, что протираем жало паяльника этой влажной губкой, чтобы удалить лишний припой, грязь или карбонизированный материал. Затем наносим немного припоя на наконечник и стираем излишки. Теперь, если у нас был очень черный наконечник, и нам было трудно удалить черный материал, мы можем использовать это, которое называется оловом и очистителем наконечника. Это помогает удалить этот темный черный материал. Мы пропускаем через это паяльник, а затем протираем его влажной губкой, это помогает удалить весь этот черный материал. Опять же, мы можем добавить еще немного припоя, стереть излишки, и у нас есть хороший чистый, луженый паяльник, готовый к нашей пайке.
Урок №#. | Название урока. | Описание. |
|---|---|---|
| Введение. | Если вы новичок в пайке, наша школа пайки поможет вам быстро приступить к работе. | |
| 1 | Описание паяльного оборудования. | Краткое руководство по основным инструментам, которые вам понадобятся перед началом работы. Включает видео объяснение некоторых инструментов. |
| 2 | Как почистить паяльник (лужение) . | Объяснение того, почему нам нужно чистить наконечники и пошаговое руководство. Включает видеоруководство по лужению. |
| 3 | Как паять за десять простых шагов. | Практическое руководство по началу пайки. Включает руководство по поиску и устранению неисправностей и примеры хороших и плохих паяных соединений. |
| 4 | Демистификация де-пайки. | Руководство по удалению припоя. Включает демонстрацию видео. |
| 5 | Простой ремонт платы. | Иногда на доске может быть повреждена контактная площадка. Мы покажем вам, как это исправить, в этом простом руководстве. |
©Kitronik Ltd. Вы можете распечатать эту страницу и дать на нее ссылку, но не должны копировать страницу или ее часть без предварительного письменного согласия компании Kitronik.
Дополнительное обучение Kitronik
Как паять за 10 простых шагов
Пайка является важным навыком в электронике, к счастью, начать его легко. Просто следуйте нашему руководству из 10 шагов, и вы быстро начнете паять!
Метки: Электронные принципы, Использование инструментов и оборудования
Информационный бюллетень Kitronik
Зарегистрируйтесь сейчас, чтобы первыми узнавать о новейших продуктах и ресурсах!
Интересы
- Программирование, информатика и микро: бит
- DT и проектные комплекты
- Материалы
Ваш адрес электронной почты
100% бесплатно, отпишитесь в любое время!
Следуйте за нами
Последние ресурсы
Добавьте отслеживание линии к набору Simple Robotics Kit с детектором Clippable
Аксессуары10 марта 2023 г.
