
инструкция, как правильно паять трубы из полипропилена
Прислушавшись к многочисленным советам, вы приняли решение не нанимать мастеров для монтажа системы отопления и выполнить все соединения полипропиленовых труб своими руками. Если вы уверены в успехе и хорошо умеете работать самостоятельно, то смело приступайте к подготовке и производству работ.
Мы же, со своей стороны подскажем, какие потребуются инструменты и приспособления для монтажа и как правильно паять полипропиленовые трубы. По умолчанию будем считать, что все материалы уже куплены, осталось только собрать все по схеме.
Сварочные аппараты для полипропиленовых труб
Начнем с подготовки монтажного инструмента. Поскольку все соединения труб и фитингов из ППР производятся способом пайки, то понадобится специальный паяльник для этой цели.
Примечание. Соединение деталей из ППР иногда называют сваркой. Чтобы не запутаться, запомните, что когда речь идет о полипропиленовых трубах, то способ соединения существует один – пайка, но его часто называют свариванием. С помощью прессовых или резьбовых фитингов, как металлопластиковые трубы, эти системы не монтируются.
Применяемый для работы сварочный аппарат для полипропиленовых труб предлагается на рынке двух видов:
- с нагревателем круглого сечения;
- плоским греющим элементом.

Последний в простонародье прозвали «утюг» из-за некоторого внешнего сходства с этим бытовым прибором. Разные сварочные аппараты не имеют принципиальных отличий, только конструктивные. Насадки для труб из тефлона в первом случае надеваются и крепятся к нагревателю наподобие хомутов, а во втором – прикручиваются к нему с двух сторон. В остальном особой разницы нет, а функция прибора одна — пайка полипропилена.
Паяльные аппараты, как правило, продаются в комплекте с насадками. Самый дешевый и минимальный комплект китайского производства – это паяльник мощностью до 800 Вт, подставка для него и насадки для 3 типоразмеров самых распространенных труб – 20, 25 и 32 мм. Если в вашей схеме отопления присутствуют только такие диаметры и вы не планируете паять полипропиленовые трубы где-нибудь еще, кроме своего дома, или заниматься этим профессионально, то бюджетного набора будет вполне достаточно.

Если же в соответствии с расчетом и схемой понадобится состыковывать трубы размеров 40, 50 и 63 мм, то придется потратиться и приобрести другой набор для пайки, в котором есть соответствующие детали. Ну и самые дорогие комплекты производятся в европейских странах, отличаются надежностью в работе и долговечностью. Подобные наборы включают в себя такие инструменты:
- паяльник с подставкой;
- тефлоновые насадки для паяльника всех вышеперечисленных диаметров;
- ножницы для отрезки труб под четким углом 90º;
- шестигранный ключ;
- крестообразная отвертка;
- рулетка;
- перчатки.
Важно! Поскольку спайка полипропиленовых труб – это работа с нагретым оборудованием, то настоятельно рекомендуется всегда пользоваться перчатками вне зависимости от того, есть они в комплекте или нет. Особенно это касается новичков, которые в 99 случаях из 100 случайно прикасаются к нагревательному элементу.

Рабочая часть паяльника (нагреватель) любой конструкции рассчитана таким образом, чтобы на ней можно было установить 2—3 насадки для труб малого диаметра. Это позволяет экономить много времени, работая с магистралями размером от 20 до 40 мм.
Немного о мощности аппарата для пайки. Высокая мощность необходима для быстрого и равномерного прогрева деталей больших диаметров, каковыми считаются размеры 63 мм и более. Для домашних целей достаточно иметь утюг мощностью 0.7—1 кВт. Паяльники с нагревателями выше 1 кВт считаются профессиональными, соответственно, стоят дороже обычных.
Рекомендации по монтажу
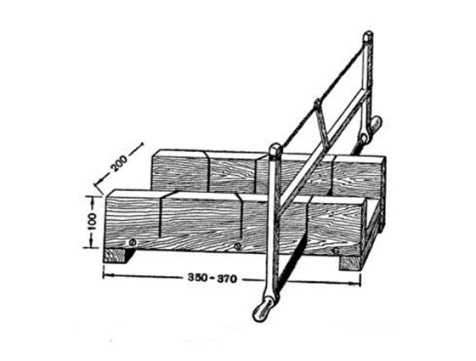
Кроме утюга следует приготовить и другой инструмент для пайки полипропиленовых труб, его состав приведен выше в перечне. Если в наличии нет ножниц для отрезания трубы под углом 90º, то для этой цели можно воспользоваться ножовкой и плотницким стуслом либо изготовить его самостоятельно, руководствуясь чертежом:
Примечание. Когда ножницы для полипропиленовых труб отсутствуют и они обрезаются ножовкой, то торец надо обязательно зачистить от заусениц снаружи и внутри изделия.
До того как отрезать участок нужной длины, его надо точно разметить. Дело в том, что при соединении часть трубы входит в тройник или любой другой фитинг, это называется глубиной пайки. Поэтому к необходимому размеру участка, определенному с помощью рулетки, нужно прибавить значение этой глубины, отмерив ее величину от торца и поставив метку карандашом. Так как технология пайки предусматривает различную глубину погружения для разных диаметров трубопроводов, то ее значения можно взять из таблицы:
Примечание. В таблице указаны диапазоны глубины пайки, поскольку у разных производителей труб из ППР она варьируется в этих пределах. Значение можно уточнить, измерив несколько фитингов глубиномером.
При монтаже систем отопления выполняется пайка армированных полипропиленовых труб, они отличаются от обычных наличием слоя из алюминиевой фольги, стекловолокна или базальтового волокна. Причем этот слой в изделиях различных производителей может быть сделан по-разному. Когда армировка расположена не по центру толщины стенки, а возле наружного края, то перед пайкой труб из полипропилена потребуется зачистка. Для этого существует специальное приспособление:

Процесс сваривания
Перед тем как приступить к работе, нужно поставить на паяльник насадки, соответствующие размерам труб, а затем включить его и настроить. Тут надо знать, при какой температуре паять полипропиленовые трубы. Большинство производителей указывают рабочую температуру 260—270 ºС, выше поднимать не стоит, а то не избежать перегрева. Недогрев тоже чреват некачественным и негерметичным соединением, где потом быстро образуется течь.
Надо понимать, что время нагрева, диаметр изделий и температура сварки связаны между собой. В таблице мы укажем промежутки времени сваривания при стандартной температуре 260 ºС.
Примечание. Длительность сварки – это время до полного застывания пластмассы, когда стык набирает максимальную прочность.

Когда настройка утюга окончена, приступаем к свариванию, следуя инструкции для пайки полипропиленовых труб:
- Взяв в одну руку трубу, а в другую – фитинг, одеваем их на насадку разогретого паяльника одновременно с двух сторон, не поворачивая вокруг своей оси.
- Выдерживаем положенное время.
- Аккуратно снимаем обе соединяемые части с тефлоновой насадки, опять же, без вращения.
- Плавно вставляем трубу в фитинг до отметки без проворачивания и фиксируем в течение времени, указанного в таблице, на этом стык готов. Подробнее операция показана на видео:
Удобнее правильно пользоваться паяльником, когда он установлен на столе, поэтому вначале рекомендуется пропаять несколько тренировочных стыков. После этого можно в удобном положении собрать все возможные узлы с короткими участками. Дальше следует прокладка магистралей с присоединением тройников по месту, здесь уже придется труднее. Нагретый утюг для пайки нужно будет одной стороной надевать на проложенную трубу, а на вторую натягивать тройник, держа аппарат на весу. Потом паяльник снимается с обеих деталей и они состыковываются.
Прокладывая магистральные трубопроводы, соблюдайте очередность монтажа участков и элементов. Начните сборку системы от источника тепла и идите до конца, а чтобы соединить две полипропиленовые трубы, старайтесь использовать только тройники, от которых пойдут отводы к батареям. Муфты для этой цели применяйте, когда иначе поступить нельзя. Избегайте стыков в труднодоступных местах, иначе для их выполнения придется работать сразу двумя паяльниками, чтобы одновременно прогреть соединяемые части.
Совет. Многие производители полипропиленовых систем разрабатывают собственные инструкции по монтажу своих изделий. Оттуда можно почерпнуть массу полезной информации, воспользуйтесь этим.
Как соединить металлопластиковую трубу с полипропиленовой
В силу различных обстоятельств бывает так, что надо соединить различные виды труб, например, ППР и сталь, металлопластик с полипропиленом и так далее. Такие ситуации случаются в квартирах, где участок общего стояка водопровода или отопления, проложенного стальной или металлопластиковой трубой, поменять затруднительно, а подключиться к нему надо. Это не является большой проблемой, надо лишь учесть, что все подобные соединения выполняются через резьбовые фитинги.
Поскольку соединение металлопластиковых труб может осуществляться прессовыми и разборными фитингами, то для стыковки с полипропиленом удобнее взять разъемный фитинг с наружной резьбой. В свою очередь, к торцу трубы из полипропилена припаивается фитинг с наружной резьбой, после чего соединение скручивается традиционным способом, с подмоткой льна или фум-ленты.

Разъемный фитинг для соединения труб
Когда надо врезаться в металлопластиковые трубы, то тут удобнее всего поставить тройник с резьбовым отводом, куда впоследствии можно прикрутить фитинг, а потом припаять к нему полипропиленовую трубу. Правда, с установкой тройника придется повозиться: надо отключить воду или опорожнить систему отопления, а потом перерезать металлопластик и произвести монтаж.
Заключение
Следует отметить, что работа с полипропиленовыми трубами – не самое сложное дело, хотя и требует сосредоточенности, внимания и терпения. Пусть вы затратите на процесс втрое больше времени, чем набившие руку мастера, зато сделаете для себя все качественно, а главное, — бесплатно.
cotlix.com
Пайка полипропиленовых труб своими руками
Если требуется самостоятельно провести разводку водопровода в квартире или в частном доме, то первое что необходимо сделать на этапе подготовительных работ, это подобрать трубы, которые идеально подойдут для этой цели.
В строительных супермаркетах в продаже есть огромное количество изделий, которые изготовлены из различных материалов и отличаются по цене и качеству. Если требуется подобрать трубы, которые хорошо будут справляться со своей функцией и при этом цена изделий не будет слишком высока, то полипропиленовые изделия позволят сэкономить немалые деньги.

Виды используемых полипропиленовых труб
Полипропиленовые изделия бывают 5 видов:
 Полипропиленовые трубы, которые используются для холодного водоснабжения, представляют собой однослойный полимер, изготовленный при температуре +80 градусов и давлении 10 атмосферДля холодной воды.
Полипропиленовые трубы, которые используются для холодного водоснабжения, представляют собой однослойный полимер, изготовленный при температуре +80 градусов и давлении 10 атмосферДля холодной воды.- Для горячей воды.
- Для канализации.
- Для вентиляции.
- Для отопления.
 Полипропиленовые трубы, которые используются для холодного водоснабжения, представляют собой однослойный полимер, изготовленный при температуре +80 градусов и давлении 10 атмосферДля холодной воды.
Полипропиленовые трубы, которые используются для холодного водоснабжения, представляют собой однослойный полимер, изготовленный при температуре +80 градусов и давлении 10 атмосферДля холодной воды.Полипропиленовые трубы, которые используются для холодного водоснабжения, представляют собой однослойный полимер, изготовленный при температуре +80 градусов и давлении 10 атмосфер. Такие изделия идеально подходят для разводки водопровода, выдерживают давление жидкости более 16 атмосфер и соединяются пайкой.
Для горячей воды понадобятся специальные полипропиленовые трубы, которые выдерживают не только значительное давление жидкости, но и температуру до +95 градусов. Полипропиленовое изделие для предотвращения линейного расширения армируется слоем фольги. Это придаёт ему прочности, но в то же время значительно влияет на стоимость таких изделий.
Благодаря небольшому весу и устойчивости к коррозии полипропиленовые трубы успешно используются для обустройства канализационных стоков. Такие изделия могут переносить без деформации понижение температуры ниже 0, а также могут выдержать нагрев до + 95 градусов.
Этот вид труб не зарастает органическими отложениями, поэтому засоры канализации из полипропилена могут образоваться только при неправильной эксплуатации. Изделия имеют различный внутренний диаметр, что позволяет осуществлять подключение различных устройств в системе канализации.
В различных вентиляционных системах также применяются трубы, изготовленные из полипропилена. Для этого вида изделий прочность не является необходимым качеством, а температурные нагрузки в системе вентиляции практически отсутствуют.
Для притока свежего воздуха в жилое или производственное помещение применяются изделия прямоугольной, круглой или овальной формы. Такие изделия имеют малый вес и легко монтируются под навесным потолком или в нише внутри стены.
Для отопления применяются полипропиленовые трубы, которые имеют внутри прослойку из фольги, а также обладают повышенной прочностью к воздействию высоких температур.
Соединение полипропилена между собой осуществляется с помощью пайки специальным паяльным устройством.
Для монтажа отопительных систем могут быть использованы полипропиленовые трубы армированные стекловолокном, такие изделия имеют аналогичные характеристики, позволяющие применять их в условиях высокой температуры:
- Изделия, маркированные PPR, подойдут только для монтажа систем холодного водоснабжения. Такие изделия легко справляются с высоким напорным давлением водопровода, но имеют коэффициент расширение более 1%, поэтому использование таких труб в отопительных системах недопустимо.
- Изделия, маркированные PPR-AL-PPR или PPL-AL-REX, обладают меньшим коэффициентом расширения и имеют внутренний слой из алюминиевой фольги. Такие изделия разрешается использовать в различных отопительных системах, а также при монтаже горячего водоснабжения.
- Изделия с маркировкой PPR-FB-PPR имеют прослойку из стекловолокна, такой полипропилен отличается высокой прочностью и при нагревании имеет небольшое изменение геометрии. Трубы с прослойкой стекловолокна используются для монтажных работ при подключении горячей воды и отопления.
Инструмент для работы
Для выполнения работ по свариванию пропилена необходимо приобрести специальный паяльник. Выбор подобных устройств довольно велик и в специализированных магазинах можно без труда приобрести это устройство. Паяльник состоит из нагревательного элемента и насадок с тефлоновым покрытием.
В устройство встроена система автоматического контроля за температурой нагрева рабочей поверхности, которая не должна превышать +260 градусов. Заданная температура поддерживается термостатом, поэтому при проведении работ трубы удерживаются в паяльнике только необходимое время, чтобы произвести соединение двух частей полипропилена и при этом не расплавить материал полностью.
Выбор устройства зависит от личных предпочтений мастера. Все паяльники можно условно разделить на 3 категории:
- Недорогие модели.
- Изделия средней ценовой категории.
- Дорогие паяльники.
Если паяльник необходим только для монтажа собственного водопровода или отопления, то достаточно приобрести дешевый прибор. Его ресурса будет достаточно для монтажа 2 – 3 систем. В том случае, когда паяльник необходим для профессиональной деятельности, следует приобрести дорогую модель европейского производства. Такие изделия прослужат многие годы, и не подведут мастера даже при проведении больших объёмов работы.
 Выбор устройства зависит от личных предпочтений мастера
Выбор устройства зависит от личных предпочтений мастераПравила пайки
Прежде чем приступить к процессу соединения труб, необходимо на руки надеть х/б перчатки, если пренебречь правилами безопасности при обращении с паяльником, то можно получить серьёзные ожоги. Также необходимо приготовить паяльник и ножницы для пластика.
Пайка труб производится в такой последовательности:
- На паяльник устанавливается насадка, размером подходящим для пайки данного диаметра.
- Паяльник разогревается до рабочей температуры.
- Трубы в местах пайки очищаются от пыли, вводятся в паяльное устройство.
- Трубы выдерживаются в устройстве в течение 5 сек., затем вынимаются и сразу соединяются между собой. Соединённые трубы необходимо подержать в таком положении около 15 сек., чтобы материал надёжно закрепился в местах стыковки.
При осуществлении процесса пайки полипропилена, важно не перегреть пластик, иначе внутренняя часть может деформироваться и полностью закрыть просвет. Особенную осторожность необходимо проявлять при работе с изделиями небольшого диаметра, по причине малого внутреннего просвета такой полипропилен может быть легко запаян наглухо.
 Пошаговая инструкция по пайке полипропиленовых труб
Пошаговая инструкция по пайке полипропиленовых трубПайка труб
При осуществлении пайки полипропилена для отопления или горячего водоснабжения, необходимо произвести зачистку верхнего слоя пластика вместе с фольгой, если слой металла оставить нетронутым, то пластик не будет надёжно спаян, что может стать причиной протечек во время эксплуатации системы.
При пайке труб большого диаметра время пайки может быть значительно увеличено. Точное время выдержки можно определить только в процессе проведения монтажных работ. Перед проведением пайки можно провести несколько экспериментов и опытным путём определить время, которое необходимо для надёжного соединения.
Соединение труб
Полипропилен может быть спаян не только с помощью паяльника, но и методом холодной пайки. При использовании этого способа соединение осуществляется с помощью специального клея. Принцип соединения холодной пайкой элементов водопровода такой же, как и при горячей пайке.
В местах нанесения клея полипропилен размягчается, затем два соединяемых отрезка вводятся друг в друга, после происходит затвердение материала. В результате такой пайки получается надёжное соединение двух деталей. Важно во время подготовки двух поверхностей, тщательно очистить соединяемые поверхности от пыли, а также обезжирить их с помощью ацетона.
Такой способ соединения полипропилена не требует покупки дорогостоящего оборудования, но использовать эту технологию для горячего водоснабжения и отопления не рекомендуется.
Пайка полипропилена, может быть осуществлена с помощью электрофитингов. Электрофитинги представляют собой соединительные элементы с нагревательным элементом, который расположен внутри фитинга. К электрофитингу подключаются провода, по которым на нагревательный элемент подаётся напряжение. Величина напряжения и продолжительность подачи тока регулируются автоматически.
Процесс пайки, происходит за счёт частичного расплавления внутренней части электрофитинга. При этом получается надёжное и внешне эстетичное соединение пластика.
Достоинство этого метода заключается в быстроте монтажа и технологичности процесса, но стоимость оборудования и арматуры не позволяет использовать этот метод пайки для выполнения монтажных работ только для собственных нужд.
Блиц-советы
- Если требуется замена устаревших металлических труб в системе отопления, то полипропиленовые изделия подбираются такого же диаметра, как и установленные металлические трубы.
- В процессе работы необходимо следить за чистотой насадок. Качество пайки зависит и от чистоты соединяемых поверхностей.
- Если нет специальных ножниц, то можно использовать ножовку по металлу. Ножовка отлично справится с задачей, но необходимо пилить под углом 90 градусов. Кроме этого, во время работы образуются опилки, которые обязательно следует удалить с поверхности соединяемых материалов.
- Для соединения армированных труб с прослойкой алюминия необходимо приобрести шейвер. Это устройство позволяет снять верхний пластиковый слой и металлическую фольгу. Если армирующий слой находится с внутренней стороны изделия, то необходимо использовать торцеватель, который также необходимо приобрести заблаговременно.
- Соединение фитинга с полипропиленом должно осуществляться строго горизонтально, категорически запрещается в момент соединения двух частей полипропилена сдвигать трубу или фитинг.
- Если монтаж производится в зимнее время в неотапливаемом помещении, то для проведения работ по монтажу полипропиленовых изделий необходимо с помощью электрических обогревателей довести температуру в помещении до положительных значений.
- При работе во влажных помещениях необходимо не допускать попадание воды на поверхность соединяемого полипропилена.
- При необходимости соединения полипропиленовые изделий с металлическими, необходимо использовать специальный фитинг, который с одной стороны соединяется с пластиковой трубой, а другим концом – с металлической.
- Для проведения работ небольшого объёма достаточно приобрести паяльник мощностью 700 Вт, для профессионального применения потребуется прибор большей мощности.
- Приобретать паяльный аппарат следует только в тех торговых организациях, которые работают официально и дают гарантию на реализуемую продукцию.
 Если требуется замена устаревших металлических труб в системе отопления, то полипропиленовые изделия подбираются такого же диаметра, как и установленные металлические трубы.
Если требуется замена устаревших металлических труб в системе отопления, то полипропиленовые изделия подбираются такого же диаметра, как и установленные металлические трубы.housetronic.ru
Как паять полипропиленовые трубы своими руками с видео и фото
Старые системы водопровода и отопления со временем приходят в негодность и требуют замены труб. Металлические — стальные трубы сейчас для этого практически не используют, а нержавеющие или из медных сплавов стоят сумасшедших денег.
Оптимальным видится вариант использования пластиковых полипропиленовых труб – они самые дешевые из всех представленный в продаже, но вместе с тем отличаются завидными эксплуатационными характеристиками.
Содержание:
Но главное достоинство – научиться, как паять полипропиленовые трубы, может быстро даже совсем неподготовленный человек. Таким образом, можно немало сэкономить на проведении работ.
Технические характеристики труб
Полипропиленовые трубы промышленностью выпускаются с диаметрами от 20 и до 110 миллиметров.
Обязательным элементом маркировки конкретного изделия является индекс PN– показатель максимального давления в системе, от чего зависит и целевое предназначение:
- PN10 – можно использовать только для холодного водоснабжения в городских сетях.
- PN16 – применяются как для холодной воды, так и для систем отопления с низким давлением, например, при устройстве «теплых полов».
- PN20 – универсальная, ограниченная только температурным показателем – не выше 75 градусов.
- PN25 – самая дорогая, но и самая универсальная.
Они могут иметь внутреннее армирование, выполненное из алюминиевой фольги или полимерное – полиэтиленовое или стекловолоконное, расположенное у внешней поверхности, в толще стенки или по внутреннему обводу.
Главное назначение, помимо повышения прочности стенок – снижение величины линейного расширения при перепадах температуры, которое на прямых участках может быть достаточно значительным.
Главные преимущества системы, смонтированной:
- Они абсолютно не подвержены коррозии;
- На их внутренней поверхности не образуется закрывающий просвет нарост;
- Сроки эксплуатации – десятки лет;
- Пенопропилен – отличный звукоизолятор, система перестает «шуметь»;
- Материал легок, что упрощает его перевозку и процесс монтажа полипропиленовых труб.
- И сами трубы, и все комплектующие к ним – очень недороги.
Необходимые для работы инструменты
 Чтобы провести качественный монтаж, нужно подготовить, кроме самого материала, все необходимые для работы инструменты:
Чтобы провести качественный монтаж, нужно подготовить, кроме самого материала, все необходимые для работы инструменты:
Самое главное – иметь прибор, который называют или сварочным аппаратом, или паяльником.
Если такого в личном пользовании нет, и установка лишь разовое явление, то можно попросить его у знакомых или же взять в аренду в строительном магазине – это совсем недорого. Обязательно проверить комплектность, чтобы были насадки требуемого диаметра.

Резку, по идее, можно проводить ножовкой по металлу или даже с использованием «болгарки», но наилучший вариант – наличие специальных ножниц.
Очень часто они входят в комплект паяльного аппарата. Лезвия трубореза должны быть хорошо отточены и не иметь люфта – срез будет ровный и гладкий, сразу готовый к сварке.
В случае когда приобретены трубы с внешним алюминиевым армированием, потребуется специальный инструмент для их зачистки (шайбер или торцеватель). Он также будет необходим для сварки труб диаметром 40 мм и выше.
Остальное – как обычно, разметочный инструмент (рулетка, угольник), маркер или карандаш. Чтобы не обжечь рук работу можно проводить в рукавицах.
Часто требуется крепление к стене при помощи клипсов. Это значит, что потребуется дрель или перфоратор.
Подготовка к сварке
- До того как начать паять полипропиленовые трубы, составляют подробную схему-чертеж (его можно даже нанести карандашом на стену).
какой температурой паять полипропиленовые трубы
- Необходимо учитывать, что при наличии длинных участков (3 -4 метра) не обойтись без компенсаторов. Можно спаять самостоятельно П-образный, или применить специальный петлевой фигурный элемент.
- Перед монтажом, если предусматривается вмуровывание трубопроводов, производится необходимое штробирование. Сквозные переходы через стены должны быть загильзованы.
- При расчетах не забывают о том, что они не подвержены изгибу – все сложные участки выполняются только короткими отрезками с применением фурнитурных изделий.
- При расчете количества материала к каждому прямому участку добавляют по 30-40 мм, которые уйдут в сварной шов.
- Фурнитурные изделия недороги, поэтому можно взять их с небольшим запасом, на случай неудачно выполненного стыка. Нелишним, кроме того, будет просто до начала монтажа немного попрактиковаться, «набить руку».
Пайка полипропиленовых труб полифузным способом
Это, пожалуй, самый распространенный и доступны способ, несмотря на замысловатость названия. Заключается он в равномерном одновременном нагреве обоих труб до плавления поверхностей соприкосновения, с последующим их соединением с полной полимеризацией шва.
Видео как паять своими руками:
Для этого используют паяльник с насадками необходимого диаметра (гильзой и дорном). После их установки аппарат включается в сеть и прогревается до нужной температуры (примерно 260 градусов). В течение всего процесса работы паяльник остается включенным.
На подготовленном к пайке отрезке делается маркером отметка глубины сварного шва (указана в таблице). Кроме того, если имеет значение взаимное расположение трубы и фасонного элемента, правильная позиция отмечается риской.

При использовании PN20 или 25, с внешним фольгированием, производится их зачистка до полного упора в зачистное приспособление (шайбер). Отметку глубины пайки в данном случае делать не надо.
На дорн прогретого паяльника одевается фасонный элемент до упора, а с другой стороны в гильзу вставляется отрезок до нанесенной отметки.
Время прогрева для разных диаметров различается – можно ознакомиться в таблице. Отсчет секунд начинают только после полного вдевания.
| Диаметр трубы | Глубина сварного шва, мм | Время прогрева, с | Время до полной полимеризации, мин |
| 20 | 14 | 6 | 2 |
| 25 | 16 | 7 | 2 |
| 32 | 18 | 8 | 4 |
| 40 | 20 | 12 | 4 |
| 50 | 23 | 18 | 4 |
 После прогрева элементы одновременно снимаются с паяльника и соединяются на всю глубину прогрева. Необходимо сразу придать деталям нужную ориентацию по заранее нанесенной риске – проворачивать их запрещено.
После прогрева элементы одновременно снимаются с паяльника и соединяются на всю глубину прогрева. Необходимо сразу придать деталям нужную ориентацию по заранее нанесенной риске – проворачивать их запрещено.
Легкая корректировка соосности допустима лишь в течение 1-2 секунд. Они сжимаются и удерживаются с усилием около 20 секунд. По прошествии времени полной полимеризации стык считается готовым к эксплуатации.
Если появляются сомнения в качестве сделанного шва – лучше сразу его вырезать и сделать новый – после монтажа системы это будет исполнить намного сложнее.
Пайка с помощью электрофитинга
 Существует интересный способ быстрой и качественно сварки с использованием «электрофитинга».
Существует интересный способ быстрой и качественно сварки с использованием «электрофитинга».
Еще на стадии производства в него впаяна нагревательная спираль с контактными выводами. Стоит лишь собрать узел и подключить контактную группу к клеммам специального аппарата.
Автоматика проведет прогрев и выключится в необходимый момент. Визуальный контроль осуществляется с помощью специальных отверстий в элементе – через них выступит расплавленный материал.
Способ очень надежный и быстрый, но доступным его не назовёшь. Им пользуются, в основном, крупные строительные организации, проводящие большие объемы работ.
«Холодная» сварка полипропилена
Существует способ сращивания клеевым методом, так называемая «холодная» сварка.
Подготовка элементов ничем не отличается от метода полифузной сварки, но детали не прогреваются, а промазываются на глубину соединения специальным составом.
Происходит размягчение структуры, после чего детали соединяются в нужном положении и удерживаются 15 – 20 секунд. Эксплуатация подобной системы возможна не ранее, чем через час после соединения последнего стыка. Еще одно ограничение – этот метод приемлем лишь на системах холодного водоснабжения.
Типичные ошибки при сварке ПП
Никто не застрахован от ошибок, поэтому необходимо знать самые распространенные из них, допускаемые новичками:
- Недостаточный прогрев деталей – стык не достигает нужной прочности и может подвести.
- Чрезмерный прогрев, когда детали передержаны на паяльнике – стенки могут «поплыть» деформироваться, что приведет и к нарушению геометрии системы, и к ненадежности соединения.
- Детали одеты на паяльник не полностью – при сборке остается слабый участок, который может не выдержать повышенного давления.
- Чрезмерные усилия при соединении элементов – внутри может образоваться пояс из выдавившегося расплавленного материала, который создаст помеху движению жидкости.
- Ошибка во взаимной ориентации деталей – очень неприятно будет, если при сборке, к примеру, обнаружится, что вентиль невозможно открыть из-за упора его в стену.
Итак, ознакомившись, как правильно паять полипропиленовые трубы, и поняв, что особой сложности это не представляет, можно планировать работу. При соблюдении технологии и должной аккуратности в процессе пайки, все должно получиться.
svoirem.ru
видео урок, инструкция как паять
Для обеспечения качественного результата сварки потребуется стандартный набор инструментов и расходных материалов:
- Сварочное оборудование.
- Резак.
- Шабер.
- Обезжиривающее средство.
- Маркер, измерительные приборы и ветошь для очистки изделий от сторонних элементов.
Подготовка к работе
Для проведения правильного монтажа требуется провести ряд операций:
- Подготовить рабочее место. Перед осуществлением сварочных работ требуется проветрить помещение и очистить его от пыли. На рабочем участке не должно находиться сыпучих элементов, оседающих на горячей поверхности трубы, это приводит к снижению качества шва. Оптимальный температурный режим варьирует в пределах 18 — 30°С. Дополнительно следует обеспечить принудительную вентиляцию.
- Разработать схему водопровода. Указав длину отрезков водопровода и параметры комплектующих на чертеже.

- На сварочном оборудовании устанавливаются насадки, производится включение.

Диффузионная пайка
Для реализации метода потребуется доборная арматура и электронагреватель. Весь процесс заключается в проведении следующих действий:
Размещаются насадки на греющей части паяльника, его температура должна достигнуть отметки 260 гр. В насадки размещаются фитинги (на 2-3 секунды), подвергающиеся нагреву и частичному плавлению.
Инструкция пайки своими руками
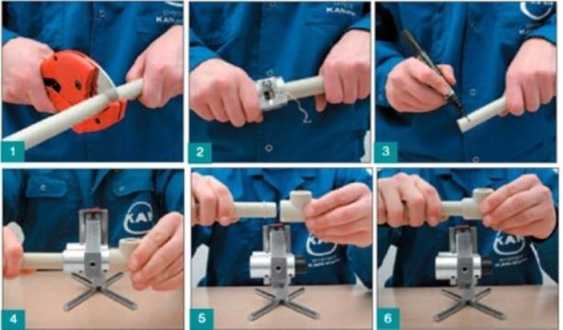
- Используя линейку, маркер и резак, отмечается отрезок трубы, необходимой для спила. До этого делается пробная резка трубы, позволяющая проверить уровень заточки прибора.
- С торца снимается фаска и, ликвидируются заусеницы. При сечении труб от 4 см ее торец срезается под углом в 35-45°, что позволяет предотвратить появление задиров при пайке.
- Перед тем как спаять полипропиленовые трубы, необходимо проверить соединяемые изделия на отсутствие наружных повреждений и плотного прохождения элемента водопровода в соединительную часть без люфтов и перекосов. Если люфт не соответствует по параметрам, необходимо выбрать другую доборную часть.
- Соединительные части прочищаются спиртом или оцетоном. На окончании труб с помощью маркера помечается уровень погружения с учетом зазора в 1 мм, позволяющего предупредить деформацию изделий при спайке.
- Выбирается пара нагревательных насадок заданного диаметра. Их покрытие очищается обезжиривающим раствором с использованием ветоши и осуществляется проверка свободного вхождения в них соединительных изделий без большого люфта.
- Готовится электрический паяльник. На его греющей части крепятся заданные насадки, паяльник монтируется на подставке и подводится к электрической сети. На термостате нагревательного устройства выставляется метка для достижения желаемой температуры.
Вставка труб
Вставка соединительных деталей осуществляется после автоматического отключения термостата. Время нагрева — 2-3 секунды. При трудном погружении изделий в насадки, можно их немного прокрутить вдоль оси. Поверх внутренней насадки размещается фитинг. На внешнюю насадку устанавливается конец трубы.
Их извлечение после прогрева производится в обратном порядке. Это объясняется большей толщиной стенок соединительной части и необходимостью в длительном нагреве.

Стыковка труб
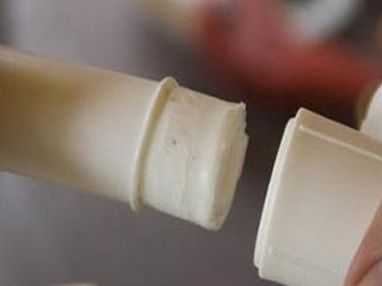
После прогрева изделия снимаются с насадок паяльника и плавно размещаются друг в друга до достижения отмеченных маркером границ. Повороты соединений по отношению друг к другу не допустимы. Необходимо контролировать соосность образованного стыка.
По факту скрепления, изделия выдерживаются в фиксированном положении на протяжении 2-3 секунд, ориентируясь на табличные данные параметров спайки.
Если при нагреве детали неплотно размещаются на насадках, в момент плавления можно их слегка прокручивать. Однако, следует придерживаться угла поворота до 10 гр. В момент соединения изделия должны фиксироваться в одном положении.
Эксплуатация трубопровода допускается через час после соединения. При наличии дефектов на определенном участке трубы, его следует отрезать и заново сварить.
Плюсы методики
- Легкость монтажа.
- Дешевизна доборных элементов и электрического паяльника.
К недостаткам можно отнести неудобство применения прибора на труднодоступных участках.

Раструбная сварка армированных труб
Сварка труб, армированных алюминием, требует предварительного удаления наружного полипропилена и алюминиевой прослойки на глубину плавления. Этому послужит специальный резак или острый нож. Это требование не распространяется на трубы, армированные стекловолокном.

Нагрев и стыковка труб осуществляется по технологии:
- Подготовительный этап.
После обрезки и зачистки концов трубы, измеряется угол среза. Он должен составлять 90° для придания плотности состыковки при соединении. На трубе отмечается глубина сварки с учетом прибавки 2 мм.
- Сварочные работы. Одновременно вставляются изделия в дорн и в гильзу. Продержав заданное количество времени, производится соединение сварных элементов.
- При остывании конструкции не рекомендуется производить механическое воздействие.
Стыковая сварка
Стыковочная сварка чаще применяется для труб с большим сечением и толщиной. Технология пайки состоит из нескольких этапов:
- Обработки торцовой части с помощью резака.
- Разогрева через сварочное зеркало зачищенной части.
- Сварки расплавленных изделий с помощью механического давления.
Этот метод хорошо зарекомендовал себя, благодаря прочности шва (не ниже самого изделия) и автоматизации процесса. Весь процесс может производиться в полевых условиях.

Способ сварки электрофитингом
Электрофитинги являют собой разные соединительные детали с особой конструкцией, во внутренней части размещены встроенные электрические нагреватели с выведенными наружу контактами.
Ход работ:
- Для начала процесса требуется запустить аппарат через автоматический режим на заданный промежуток времени (см. таблицу). Отключение произойдет автоматически. Дополнительно следует проверить уровень выталкивания пластика через контрольные точки на инструменте.
- Нарезаются отрезки заданной длины и обрабатываются обезжиривающим средством. Трубы очищаются с наружной стороны, а фитинг — с внутренней. Маркером ставится метка для прохождения фитинга.
- Готовые изделия вставляются в электрический фитинг и фиксируются, к внешним контактам подключается сварочное оборудование посредством провода. Под воздействием встроенного электронагревательного элемента осуществляется частичное плавление внутренней части фитинга и спайка с трубой.

Холодная сварка
Реже используется метод по соединению труб через агрессивный клей. Аналогично пайке, склеивание труб начинается с заготовки элементов:
- Нарезки.
- Очистке от жира.
- Установки меток глубины проникновения.
Нанесение клея производится на соединительные элементы по отдельности. В заданном положении детали находятся близко 15 сек. Сам процесс эксплуатации производится через час. На протяжении этого времени соединенные изделия должны оставаться в неподвижном состоянии.
Метод соединения труб клеем сопоставим со сваркой. Но данная технология используется при монтаже холодного водоснабжения.
Сварка на труднодоступных участках
Для осуществления сложных монтажных работ необходимо разбить магистраль на составные части. Их пайка производится по отдельности. Затем осуществляется переход к самой большой и неудобной части.
Присоединяются изделия с меньшими параметрами. Один участок трубы жестко фиксируется на стене, предоставляя возможность отогнуть соединяемый элемент для размещения в насадке. Монтаж нагретых элементов должен производиться одновременно.

Сварка с использованием компрессионных фитингов
Краткая инструкция:
- Используя фаскосниматель, удаляются заусенцы и создается фаска для сохранения уплотнительного кольца при прохождении труб через фитинг.
- Замеряется на контуре глубина вхождения в фитинг для определения сопряжения труб со стопором.
- Труба обрабатывается смазкой.
- Подготавливается фитинг. Его можно полностью разобрать или послабить зажимную гайку.
- Осуществляется компрессионная сварка труб с переходником. Надевается зажимная гайка на трубу, на ней устанавливается цанга и корпус. На другом конце трубы размещается уплотнитель, закручивается гайка сначала рукой, потом ключом.
- Если в процессе участвует разборной фитинг, трубу заводят до стопорного кольца и зажимают гайку.
Распространенные ошибки
На первых этапах знакомства с технологией соединения труб не исключена возможность образования ряда ошибок. Для их предотвращения ниже приведен ряд рекомендаций:
- Недостаточный уровень прогрева паяльника приводит к снижению температурного режима. Это влияет на снижение качества сварки и образования протечки. Для исключения подобной ситуации, перед первой пайкой устройство прогревают до получения номинальной температуры (на протяжении 5 мин. и более) и не отключают его от сети до окончания всех работ.
- Под особый контроль попадает время плавления полипропилена на этапе прогрева. Если передержать изделие, материал сильно размягчается и деформируется. Отверстие может стать полностью перекрытым.
- Длительная стыковка изделий между собой образует плохой сварной шов. Детали успевают охладиться, что негативно отражается на результате.
- До начала работ рекомендуется проверить все фитинги. При наличии трещин или геометрических нарушений формы изделий, трубопровод получится низкого качества.
- Вся комплектация должна быть изготовлена одним производителем. Выпуск изделий под разными брендами основные отличия в температуре плавления.
Если первая спайка завершилась неудачно, не рекомендуется применять фитинг повторно. Окончание трубы потребуется срезать.

Важные рекомендации
Кроме времени термического воздействия, необходимо придерживаться определенных правил пайки, напрямую влияющих на качество и эффективность технологии:
- В процессе эксплуатации сварочное оборудование должно быть подключено. Минимальное время между 2-мя пайками составляет не менее 5 мин.
- Нагрев двух соединительных изделий должен производиться одновременно.

- Предварительная разметка на поверхности трубопровода обеспечит соблюдение правильной глубины сварочных швов. Она также выступает в качестве ориентира для правильного размещения двух деталей по отношению друг к другу.

- Не рекомендуется проворачивать детали на этапах соединения и остывания нагретых частей. Это способствует нарушению целостности сварного слоя и утере герметичности.
Таблица с размерами и временем сварки
Для получения качественного соединения, следует ориентироваться на параметры сечения элементов и температуры внешней среды:

Приведенная в табличных данных длительность нагрева соединительных элементов актуальна для проведения работ при температуре 20°С. Для более суровых условий требуется увеличить длительность нагрева.
По завершению монтажных работ следует обязательно пустить воду через магистраль и проверить места стыков на отсутствие протечки.
Видео уроки
aqua-tehnik.ru