
Бытовые сварочные аппараты, полезные советы от сварщика со стажем
Ваш сосед по дачному участку самостоятельно варит металлические конструкции, а вы только начинаете осваивать данную сферу? Тогда эта информация будет весьма кстати!
Уже больше 30 лет я работаю сварщиком и на своем опыте знаю, с какими ошибками чаще всего сталкиваются начинающие авторы. Ниже я дам несколько полезных советов, которые помогут избежать ошибок и облегчат сварку любой конструкции – печки в бане, емкости для воды, мангала, теплицы или забора.
- Преимущества аппаратов ручной дуговой сварки
- Как выбрать диаметр и тип электродов для сварки MMA?
- Как выбрать сварочный ток?
- Как нужно вести электрод?
- С чего начать сварку?
- Что делать, если не получаются швы?
- Важные правила для контроля дуги
- Скорость сварки
- Исключение пористости швов
- Особенности сварки тонкого металла (толщина 1 мм)
- Смена полярности при сварке электродами
- Резка металла электродом
- TIG-сварка аргоном тонкой нержавеющей стали при помощи обычного инвертора
- Лайфхак по сварке согнутым электродом
- Угловые магниты
- Меры безопасности при ручной дуговой сварке
- Правила хранения оборудования ручной дуговой сварки
Преимущества аппаратов ручной дуговой сварки
Ручная дуговая сварка (РДС) в среде профессионалов называется MMA (Manual Metal Arc – ручная дуговая сварка штучными электродами при помощи инвертора или трансформатора) является одной из самых распространенных и простых в реализации поставленных задач. Сварочные аппараты РДС доступны в цене и идеально подходят для работы как в ограниченном пространстве, так и на открытом воздухе. Агрегаты позволяют осуществлять сварку в любых пространственных положениях, предоставляя вам возможность соединять различные стали за счет широкого ассортимента марок электродов. Также преимуществом сварочных аппаратов ручной дуговой сварки является их отличная транспортабельность – они имеют относительно небольшой вес и габариты. Кстати, если вы приобретаете аппарат ручной дуговой сварки с небольшим потреблением (до 6 кВт), то его можно использовать как с бензиновым, так и с дизельным генератором.
Сварочные аппараты РДС доступны в цене и идеально подходят для работы как в ограниченном пространстве, так и на открытом воздухе. Агрегаты позволяют осуществлять сварку в любых пространственных положениях, предоставляя вам возможность соединять различные стали за счет широкого ассортимента марок электродов. Также преимуществом сварочных аппаратов ручной дуговой сварки является их отличная транспортабельность – они имеют относительно небольшой вес и габариты. Кстати, если вы приобретаете аппарат ручной дуговой сварки с небольшим потреблением (до 6 кВт), то его можно использовать как с бензиновым, так и с дизельным генератором.
Как выбрать диаметр и тип электродов для сварки MMA?
Расходные материалы для MMA-сварки имеют различную длину и диаметр. При покупке всегда внимательно изучайте информацию на упаковке – для каких металлов или сплавов предназначены электроды. Также особое внимание стоит уделить рекомендуемому току, который зависит от положения и диаметра расходного материала. Электрод и металл (или сплав) должны по-максимуму совпадать по химическому составу. После того, как электрод сгорел, на нем образуется «козырек», который необходимо удалять, если вам нужно продолжить сварочный процесс. При помощи специальных электродов можно варить не только черный металл, но и нержавейку (емкости и баки для воды), чугун (печи). Если у вас отсырели электроды, то их можно подсушить дома в обычной духовке.
Электрод и металл (или сплав) должны по-максимуму совпадать по химическому составу. После того, как электрод сгорел, на нем образуется «козырек», который необходимо удалять, если вам нужно продолжить сварочный процесс. При помощи специальных электродов можно варить не только черный металл, но и нержавейку (емкости и баки для воды), чугун (печи). Если у вас отсырели электроды, то их можно подсушить дома в обычной духовке.
Как выбрать сварочный ток?
Способов подбора необходимого для той или иной операции сварочного тока большое множество, но есть один, которым пользуются все профессионалы. Прежде чем браться за сварку, потренируйтесь предварительно на стальной пластинке той же марки и толщины, что и основная деталь. Сделайте несколько швов, используя различный ток, и выберите оптимальный вариант из получившихся результатов. Если силы рабочего тока недостаточно, металл плохо расплавляется, что не очень хорошо сказывается на качестве сварки. При максимальной силе тока – происходит обратная ситуация: свариваемые металлические детали можно прожечь насквозь. Именно поэтому перед сварочными работами рекомендуется потренироваться на «черновой» пластине.
Именно поэтому перед сварочными работами рекомендуется потренироваться на «черновой» пластине.
Как нужно вести электрод?
Мысленно проведите черту на поверхности, которую предполагается сварить. Электрод при этом должен располагаться вертикально и с небольшим наклоном относительно плоскости. Ведите электрод слева-направо или справа-налево. Это самое простое движение, которое могут освоить новички. Со временем вы можете попробовать и другие способы ведения электрода.
С чего начать сварку?
Одним из способов правильно начать сварку является использование отдельной планки из металла, на которой следует начинать и заканчивать сварочный процесс. Второй способ подходит в тех случаях, когда сварку нужно сделать на самом краю детали – дугу следует зажигать в 2-3 см от края изделия, после чего необходимо быстро переместить электрод на начало шва. Так вы сможете избежать большого количества наплавляемого материала.
Что делать, если не получаются швы?
Новички часто сталкиваются с проблемой, когда сварочная ванна очень сильно брызгает в результате чего везде можно увидеть налипшие капли металла и не геометричный шов с включением трудноотделимого шлака. Из-за чего возникает такая ситуация? Дело в том, что начинающие сварщики покупают рутиловые электроды и держат просто огромную дугу, при чем расстояние между плавящимся электродом и свариваемой поверхностью постоянно меняется. Всегда нужно помнить о том, что длина дуги должна быть постоянной.
Из-за чего возникает такая ситуация? Дело в том, что начинающие сварщики покупают рутиловые электроды и держат просто огромную дугу, при чем расстояние между плавящимся электродом и свариваемой поверхностью постоянно меняется. Всегда нужно помнить о том, что длина дуги должна быть постоянной.
Важные правила для контроля дуги
Диапазон дуги может варьироваться от 0,5 до 1,2, но он всегда выбирается в зависимости от диаметра электрода. Так, если вы берете расходный материал с диаметром 0,25 мм, дуга должна быть 1,25-3 мм.
Скорость сварки
Излишняя скорость сварки приводит к образованию нитевидного шва, характеризующегося небольшой шириной и глубиной провара. При этом шлак отбить крайне трудно. Также при чрезмерной скорости не удается сохранить равномерность движений. Поэтому сбавьте обороты и у вас все получится!
Исключение пористости швов
На пористость сварочного шва влияет много факторов, среди которых стоит отметить угол наклона и движения, а также скорость металлического стержня (электрода), наличие различных загрязнений (ржавчина, масло, краска), влажность расходного материала, длинная дуга, сила тока. Для того чтобы избежать пористости шва, необходимо вести электрод от себя под наклоном 45 градусов по отношению к обрабатываемой поверхности. Одновременно с этим следует совершать круговые движения (например, по спирали). Так, электрод прогреет деталь, образовав «правильную» ванну, которая после остывания останется чистой. Если сделать наоборот – вести электрод на себя, то вся теплопередача будет направлена на сварочную ванну, а не на металлическое изделие – дефекты шва здесь неизбежны.
Для того чтобы избежать пористости шва, необходимо вести электрод от себя под наклоном 45 градусов по отношению к обрабатываемой поверхности. Одновременно с этим следует совершать круговые движения (например, по спирали). Так, электрод прогреет деталь, образовав «правильную» ванну, которая после остывания останется чистой. Если сделать наоборот – вести электрод на себя, то вся теплопередача будет направлена на сварочную ванну, а не на металлическое изделие – дефекты шва здесь неизбежны.
Особенности сварки тонкого металла (толщина 1 мм)
Чтобы обеспечить полную глубину провара и при этом не допустить прожога обрабатываемых деталей, необходимо брать электроды диаметром 2 мм и снизить силу сварочного тока (примерно до 60 А). Имейте в виду, что тонкий металл не стоит варить сплошной линией, ее обязательно нужно прерывать. Если вы хотите проварить поверхность сплошняком, то отрывая электрод, его следует потом вернуть в то же место. При этом ,прерывая дугу, нужно следить за тем, чтобы сварочная ванна не закристаллизовалась. Если ванна застынет, и вы продолжите варить поверхность, то это будет сварка поверх шлака. Если такая ситуация все-таки возникла, тогда нужно прервать сварочный процесс, отбить шлак, и после этого продолжать работу.
Если ванна застынет, и вы продолжите варить поверхность, то это будет сварка поверх шлака. Если такая ситуация все-таки возникла, тогда нужно прервать сварочный процесс, отбить шлак, и после этого продолжать работу.
Если вам нужно приварить тонкий металл к толстому, то силу тока нужно выставлять такую, как для сварки тонкого материала. Многие новички часто допускают ошибку, когда выбирают большую силу тока для сварки тонкого и толстого металлов. Так, вы рискуете просто «спалить» тонкий металл. Положение при этом – нижнее (когда деталь лежит на горизонтальной поверхности). Тонкий металл должен находиться сверху толстого – прогревайте и работайте электродом больше на тонком металле. В противном случае увеличивается вероятность прожога.
Смена полярности при сварке электродами
Для того чтобы понять, зачем нужно менять полярность при MMA-сварке, необходимо разобраться с существующими видами полярности и случаями, когда применяется тот или иной вид. Сварка электродугой может осуществляться на сварочном аппарате, вырабатывающем либо переменный ток, либо постоянный.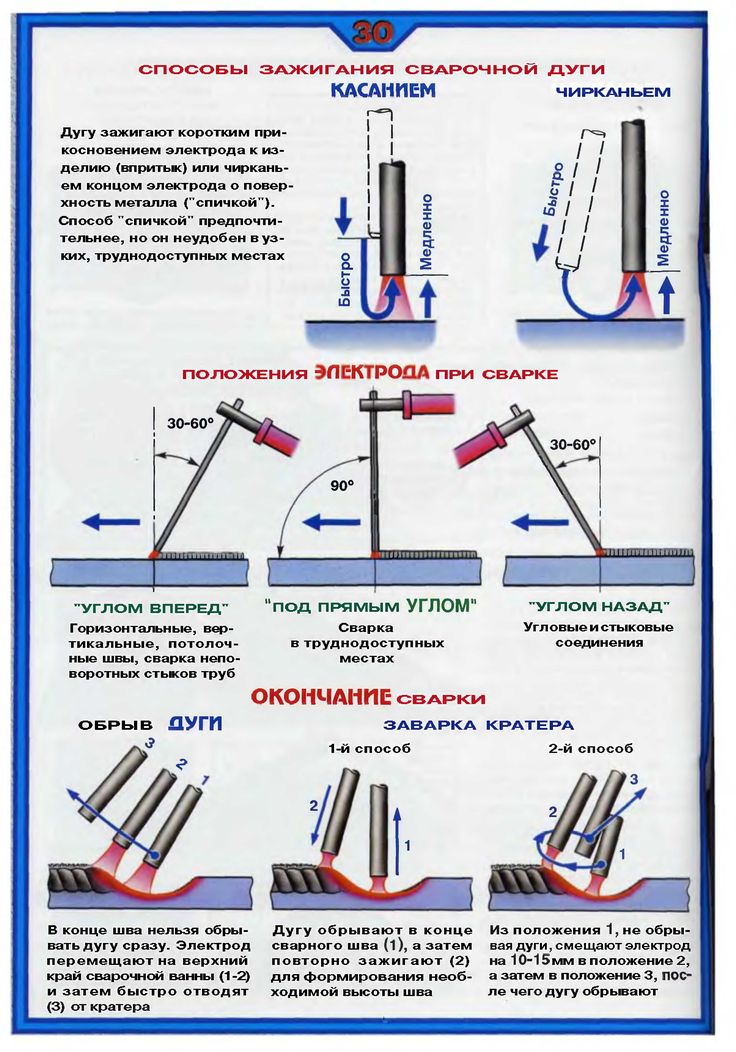
При сварке на постоянном токе электродуга может быть прямой и обратной полярности. Важно знать, что прямая полярность используется для соединения цветмета (латунь, алюминий, медь), поскольку он имеет большую теплопроводность. Большая температура в месте нагрева позволяет превысить температуру плавления цветного металла. Особенно это касается алюминия, так как сначала нужно преодолеть оксидную пленку (а ее температура плавления намного выше, чем у самого металла). Также на прямой полярности я рекомендую работать с массивными деталями: дуга в данном случае получается более узкая и сконцентрированная, что обеспечивает глубокий проплав металла при его меньшем разбрызгивании. В результате получается отличное качество шва. Еще одним плюсом использования прямой полярности является то, что можно производить резку материала, независимо от применяемого типа электрода.
Обратная полярность при MMA-сварке используется для соединения нержавеющей, высоколегированной стали и тонколистовых металлов. Недостатком здесь является только то, что дуга немного «гуляет», но это же относится и к преимуществам – вероятность того, что вы прожжете металл практически равна нулю.
Недостатком здесь является только то, что дуга немного «гуляет», но это же относится и к преимуществам – вероятность того, что вы прожжете металл практически равна нулю.
Резка металла электродом
Резка металла обычным или специальным электродом достаточно простой процесс даже для начинающих мастеров. Однако существуют нюансы. Перед началом работ в первую очередь проверьте исправность кабелей. Для того чтобы снизить усталость, настоятельно советую обмотать кабель держака вдоль предплечья, прижимая его рукой к туловищу. Зажигание дуги происходит чирканьем или электрода об металлическую поверхность либо постукиванием. Инверторы позволяют осуществлять 4 разновидности резки металла:
- Разделительная – металлический лист следует установить таким образом, чтобы было предусмотрено беспрепятственное вытекание из места разреза. Процесс нужно начинать сверху вниз, если вам нужен вертикальный рез. Если металл находится в горизонтальном положении, то ведите рез от кромки материала.
 При больших размерах листа рез можно начинать с середины, предварительно сделав на поверхности отверстие. Для резки металла электрод нужно выбирать с таким диаметром, который превышает толщину обрабатываемого материала.
При больших размерах листа рез можно начинать с середины, предварительно сделав на поверхности отверстие. Для резки металла электрод нужно выбирать с таким диаметром, который превышает толщину обрабатываемого материала. - Поверхностная – используется в основном для выполнения канавок на металле или для устранения дефектов. При этом электрод следует наклонить на 10-15 градусов к поверхности. Перемещение стержня происходит с частичным погружением в полость, образующуюся в процессе резки. Для того чтобы сделать широкую канавку, выполняйте поперечные движения нужного размера.
- Резка отверстий – сделайте отверстие и расширяйте его до необходимых размеров. Расходный материал при этом практически перпендикулярен по отношению к обрабатываемой металлической поверхности.
 При больших размерах листа рез можно начинать с середины, предварительно сделав на поверхности отверстие. Для резки металла электрод нужно выбирать с таким диаметром, который превышает толщину обрабатываемого материала.
При больших размерах листа рез можно начинать с середины, предварительно сделав на поверхности отверстие. Для резки металла электрод нужно выбирать с таким диаметром, который превышает толщину обрабатываемого материала.При резке металла инвертором стоит понимать, что аккуратной линии реза добиться не удастся (такой, какая получается при плазменной резке, например). Также учтите, что для резки тонкого металла необходима большая сила тока.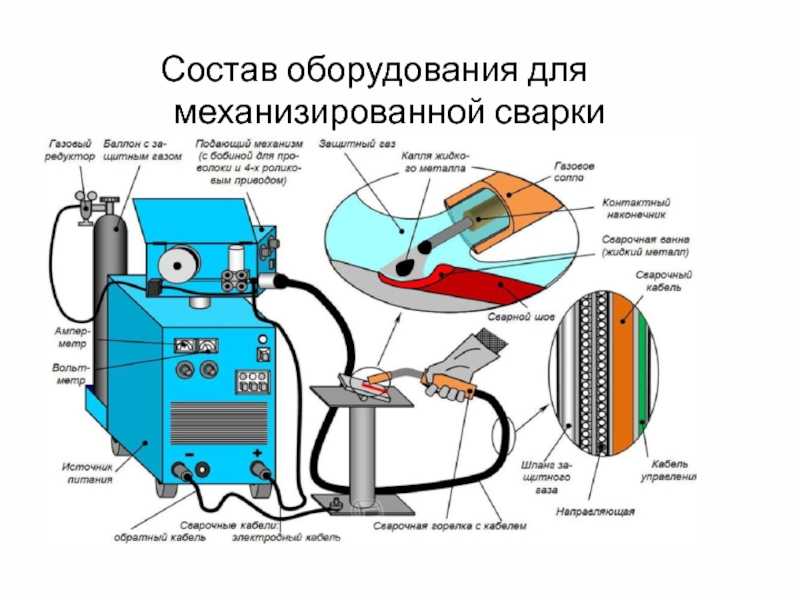 Если под рукой не оказалось специальных электродов, то вполне подойдут и обычные стержни (даже старые и непригодные для сварки). Главное – правильно подобрать диаметр расходного материала: для тонких листов – 3 мм, для толстых – 4-5 мм. И конечно же, особое внимание нужно уделить соблюдению технике безопасности.
Если под рукой не оказалось специальных электродов, то вполне подойдут и обычные стержни (даже старые и непригодные для сварки). Главное – правильно подобрать диаметр расходного материала: для тонких листов – 3 мм, для толстых – 4-5 мм. И конечно же, особое внимание нужно уделить соблюдению технике безопасности.
TIG-сварка аргоном тонкой нержавеющей стали при помощи обычного инвертора
Если вы собираетесь варить нержавеющую сталь толщиной 1 мм, то горелку необходимо подключить на минус (здесь используем прямую полярность, для сварки алюминия нужна обратная полярность). Ток делайте минимальным – 15 А. При сварке аргоном стоит знать, что дугу нужно тушить, отрывая вентильную горелку от поверхности. Таким образом происходит защита шва аргоном. Для того чтобы не испортить поверхность вольфрамового электрода, для зажигания дуги можно использовать кусок обычного графита. При сварке можно использовать функцию «Hot start» (горячий старт) – металлические детали не сгорают и не оплавляются, если это делать на минимальном токе и нужной полярности. Электрод выбирайте диаметром 2 мм. После того как оторвали горелку, подносите ее обратно ко шву, чтобы остудить его газом. Закрываем кран и изучаем полученный результат. Если вы соблюдали всю последовательность действий, то у вас обязательно получится надежный шов.
Электрод выбирайте диаметром 2 мм. После того как оторвали горелку, подносите ее обратно ко шву, чтобы остудить его газом. Закрываем кран и изучаем полученный результат. Если вы соблюдали всю последовательность действий, то у вас обязательно получится надежный шов.
Лайфхак по сварке согнутым электродом
Если вам нужно сварить металлическую круглую или квадратную трубу в таком месте, куда невозможно достать электродом (например, у стены), то проблема решается просто. Просто согните немного расходный материал и тогда доступ к шву будет открыт. При сварке согнутым электродом помните, что в месте его сгиба может обвалиться обмазка, а без нее стержень будет прилипать к металлу, не обеспечивая должную защиту сварочной ванны. Чтобы не возникло такой ситуации, нужно «спалить» место сгиба электрода на какой-нибудь черновой пластине. После этого расходный материал можно опять немного согнуть и продолжить сваривать трубу.
Угловые магниты
Для того чтобы собрать конструкцию под углом 90 градусов нужно взять угловой магнит сварщика.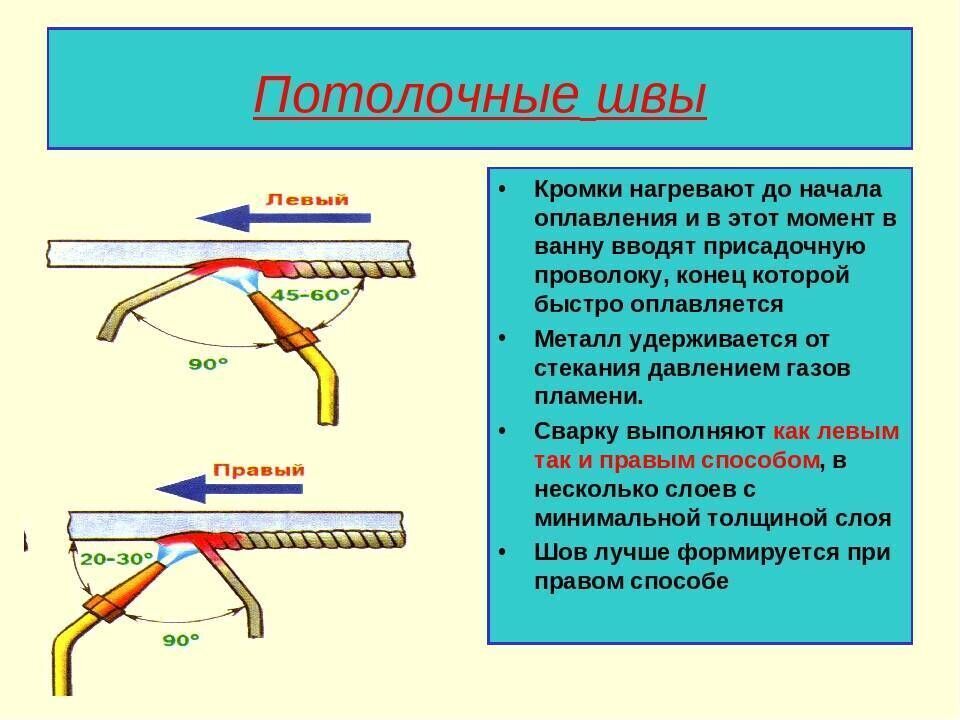 Установить пластину следует таким образом, чтобы она держалась под прямым углом (90 градусов). Используя все те же магниты можно выставить и другой угол наклона – к примеру, 45 градусов. При этом происходит надежная фиксация металлической детали к магниту, и вам не требуется участие помощника. Однако, когда вы будете выполнять прихватки, может возникнуть небольшая трудность, поскольку магнит имеет полярность, которая может как притягивать, так и отталкивать металл. В принципе, в этой ситуации ничего страшного нет, потому что сделав прихватки и выстроив конструкцию, можно убрать магниты и выполнять сварочный шов в обычном режиме. Если выполняя прихватку вы почувствуете, что магнит отталкивает дугу, то просто переверните его – так вы измените его полярное поле и обеспечите комфортный процесс сварки. Используя магниты сварщика стоит помнить, что большие магниты применяются для сварки толстых металлов, а маленькие – для тонких деталей. Подобрав небольшой магнит для фиксации толстого металла, может произойти деформация детали и измениться угол наклона.
Установить пластину следует таким образом, чтобы она держалась под прямым углом (90 градусов). Используя все те же магниты можно выставить и другой угол наклона – к примеру, 45 градусов. При этом происходит надежная фиксация металлической детали к магниту, и вам не требуется участие помощника. Однако, когда вы будете выполнять прихватки, может возникнуть небольшая трудность, поскольку магнит имеет полярность, которая может как притягивать, так и отталкивать металл. В принципе, в этой ситуации ничего страшного нет, потому что сделав прихватки и выстроив конструкцию, можно убрать магниты и выполнять сварочный шов в обычном режиме. Если выполняя прихватку вы почувствуете, что магнит отталкивает дугу, то просто переверните его – так вы измените его полярное поле и обеспечите комфортный процесс сварки. Используя магниты сварщика стоит помнить, что большие магниты применяются для сварки толстых металлов, а маленькие – для тонких деталей. Подобрав небольшой магнит для фиксации толстого металла, может произойти деформация детали и измениться угол наклона.
Меры безопасности при ручной дуговой сварке
При использовании аппарата ручной дуговой сварки в гараже или на даче следует соблюдать меры безопасности. Одежда для сварочных работ должна быть из х/б-ткани и закрывать все открытые участки тела, включая шею. Также для сварки необходимо приобрести специальную маску и перчатки.
Нельзя производить сварку в квартире и внутри частного дома, поскольку там нет должной вентиляции. Кроме того, в жилых помещениях много легковоспламеняющихся вещей, что может привести к пожару. Не стоит забывать и о разлетаемых брызгах металла и дополнительной нагрузки на электросеть. Последнее вряд ли порадует ваших соседей, как бы хорошо вы с ними не общались до этого.
Если вы используете бытовой аппарат ручной дуговой сварки на улице, то вы всегда зависите от погоды. Не стоит работать в дождь и сразу после того, как он прошел – слишком высока вероятность поражения электротоком.
Правила хранения оборудования ручной дуговой сварки
Продлить срок службы аппарата ручной дуговой сварки можно только соблюдая несколько нехитрых правил. После сварочных работ отключите устройство от сети и отсоедините все кабели и шланги. Очистите инвертор от загрязнений, если таковые имеются. Хранить сварочный аппарат РДС следует в сухом и проветриваемом помещении при температуре от — 30 °C до + 50 °C. Влажность воздуха должна быть не более 80 %. Поскольку агрегат содержит транзисторы, микросхемы и другие электронные элементы, то его нежелательно хранить в сильно запыленном помещении. Металлическая пыль особо опасна для такого оборудования. Устранить образовавшуюся пыль можно при помощи сжатого воздуха, продув им сварочное оборудование. Также следует исключить контакт влаги и агрессивных испарений, которые могут вывести из строя аппарат РДС. Лучше всего хранить оборудование в заводской упаковке. Если он хранился некоторое время при низкой температуре, то перед включением обязательно «выдержите» его в помещении, где температура воздуха составляет не менее 0 °C. Для того чтобы устройство «акклиматизировалось», ему необходимо пребывать в таких условиях минимум 6 часов в упаковке, и не меньше 2 часов без нее.
После сварочных работ отключите устройство от сети и отсоедините все кабели и шланги. Очистите инвертор от загрязнений, если таковые имеются. Хранить сварочный аппарат РДС следует в сухом и проветриваемом помещении при температуре от — 30 °C до + 50 °C. Влажность воздуха должна быть не более 80 %. Поскольку агрегат содержит транзисторы, микросхемы и другие электронные элементы, то его нежелательно хранить в сильно запыленном помещении. Металлическая пыль особо опасна для такого оборудования. Устранить образовавшуюся пыль можно при помощи сжатого воздуха, продув им сварочное оборудование. Также следует исключить контакт влаги и агрессивных испарений, которые могут вывести из строя аппарат РДС. Лучше всего хранить оборудование в заводской упаковке. Если он хранился некоторое время при низкой температуре, то перед включением обязательно «выдержите» его в помещении, где температура воздуха составляет не менее 0 °C. Для того чтобы устройство «акклиматизировалось», ему необходимо пребывать в таких условиях минимум 6 часов в упаковке, и не меньше 2 часов без нее. За это время образовавшийся конденсат полностью испарится, а компоненты инвертора не повредятся.
За это время образовавшийся конденсат полностью испарится, а компоненты инвертора не повредятся.
Также важно своевременно обслуживать агрегат для MMA-сварки: продувать его от пыли, чистить контакты вставок, иначе они выгорят из-за плохого контакта. Чтобы оборудование прослужило вам дольше не используйте аппарат с длинным удлинителем с тонкими проводами.
Техника ручной дуговой сварки
Контакты
Россия, г. Петропавловск-Камчатский, проспект Победы, 2/5 Телефон: +7 (4152) 49-34-33 E-mail: [email protected]
г. Елизово ул. Магистральная 8а к1. р-он Кольца Телефон: +7 (4152) 33-73-83 E-mail: [email protected] WhatsApp +79098904703
Сервисный Центр 8(9638) 315-063 E-mail: [email protected]
| Эта статья — небольшой теоретический урок сварки для начинающих. Дуговая сварка металла — наиболее общий и универсальный метод соединения металла. Технология дуговой сварки: электрический ток от сварочного источника образует дугу между основным металлом и расходуемым электродом. На электроде горит обмазка, которая выделяет газ, защищающий область от контакта с кислородом воздуха. Окружающий газ перегрет и плавит металл, при этом металл с электрода переносится в сварочную ванну. Когда вы будете учится сварке или что-то чинить, первым шагом будет научится хорошо вести сварочный шов. Перед тем, как начнем жечь электроды, мы узнаем об применяемом оборудовании. Задача сварочного аппарата , независимо от его размера или формы, проста: обеспечить большой регулируемый ток, идущий к электроду. Сварочный аппарат ручной дает постоянный или переменный ток на электрод. Раньше для сварки использовали трансформаторы, сейчас большим спросом пользуется сварка сварочным инвертором, так как они легки, не габаритны, стойки к просаживанию сети. Сварка прямой и обратной полярности. Если вы используете переменный ток, то и электроды должны использовать для переменки. Профессиональные сварщики используют постоянный ток. Сварка постоянным током дает поток электронов одного направления. На сварочном инверторе есть возможность выбрать полярность. Полярность при сварке определяет направление движения потока электронов. И зависит от того, как подключены провода к положительной и отрицательной клемме.Обратная полярность при сварке: плюс на электроде, минус на клемме «земля». Известно, что ток идет от отрицательного к положительному контакту, поэтому электроны движутся от металла на электрод. Это приводит к сильному нагреву конца электрода. Для обычной сварки используется плюс на электроде, минус на клемме. Прямая полярность при сварке: минус на электроде, плюс на клемме «земля». Ток идет от электрода к металлу, электрод холодный, а металл горячий. Комплектация сварочника. Запомните! Разные аппараты сваривают по-разному! Поэтому при обучении используйте один аппарат, насколько это возможно. Также важны изолированные медные провода. Они бывают разных размеров (сечения). На конце основного провода ставится быстросъемный зажим, к нему присоединяется 3 или 4 метровый провод определенного сечения с электрододержателем, он может быть разным: небольшим на 200А или более крупным на 300 А или даже на 500А (используются для толстых электродов и больших токов). Для обычного (домашнего) применения 200А удобнее. Есть разные виды держателей: один как пасатижи, а есть держатель сварочный, в который вставляют электрод и поворачивают ручку (если нужен электрод под различными углами, вы можете согнуть его у основания). Так же нужна клемма заземления с быстросъемным зажимом. Светофильтры. Яркость дуги очень высокая, поэтому вам нужен защитный светофильтр, для того, чтобы видеть расплавленную ванну и для того, чтобы защитить глаза от ожога. Начинаем сваривать! Электроды сварочные покрыты флюсом, он делает возможным весь процесс сварки. Сгорая, флюс создает защитный газ и очищает ванну, вытесняя кислород воздуха, удерживая его от соединения с расплавленным металлом, не давая образоваться порам, а так же стабилизирует дугу и поддерживает чистоту расплавленного металла. Сварка — это практика шаг за шагом, это не трудно. Сначала обратите внимание, чтобы все было готово для сварки. В любой момент сварки вам должно быть удобно! Электрод сгорает не сразу, поэтому расслабьтесь, возьмите держак обеими руками и обопритесь о стол настолько устойчиво, как это возможно. Когда все готово, начинайте процесс дуговой сварки, опустите щиток сварщика или настройте зажим маски, чтобы по кивку головы она опускалась. Зажигать дугу надо, как зажигают спичку: чиркайте электродом по металлу и ведите конец на начало шва. При чиркании начнет плавится флюс электрода, который очищает ванну. Чтобы избежать следов, чиркайте в направлении, куда будете варить. После чирканья электродом возник поджиг дуги, конец электрода должен находится в 3-х мм от поверхности, это создает зазор для дуги, оттуда идет яркий свет. Когда свариваете, не надо смотреть на свет, смотрите дальше дымящихся искр, фокусируйтесь на расплавленной ванне за электродом. Удобнее брать держак так, чтобы его рычаг был под большим пальцем. Чтобы извлечь электрод, возьмите его левой рукой, нажмите рычаг и достаньте электрод. Если электрод залипает, то скорее всего флюс на кончике поврежден. Чиркните, чтобы сжечь конец электрода до того, как начнет заполняться Когда дуга загорелась, начинайте формировать ванну, здесь нужно некоторое время, чтобы прогреть основной металл. По времени это занимает 2-3 маленьких оборота электродом вокруг сварочной ванны. Далее во время сварки основной металл прогревается и ванна расходится. Сначала ванна маленькая, сделайте так, чтобы ванна была достаточно широкой и не меняла форму. Контроль дугового промежутка. Во время сварки держите электрод над металлом. Это называется дуговой промежуток. Контролировать этот зазор первое и наверное САМОЕ ВАЖНОЕ, чему надо научиться. Во время продвижения по шву электрод расходуется, поэтому его надо опускать.
Чем лучше вы управляете длиной дуги, тем лучше вы будете варить! Когда дуга проходит через зазор, она плавит основной металл и формирует сварочную ванну. Так же она переносит металл с электрода в ванну. Формирование шва. Дефекты сварных швов. Это шов электродом, который быстро двигали. Линия ванны находится ниже поверхности основного металла. Интенсивная дуга этого электрода проникая глубоко в основной металл, отталкивает ванну назад и формирует шов. Когда вы движете ванну поперек, заполняющий металл с электрода движется позади, а если металла вокруг недостаточно, вы оставляете подрезы. Подрез- это пустое место, канавка на краю шва, ниже уровня металла.
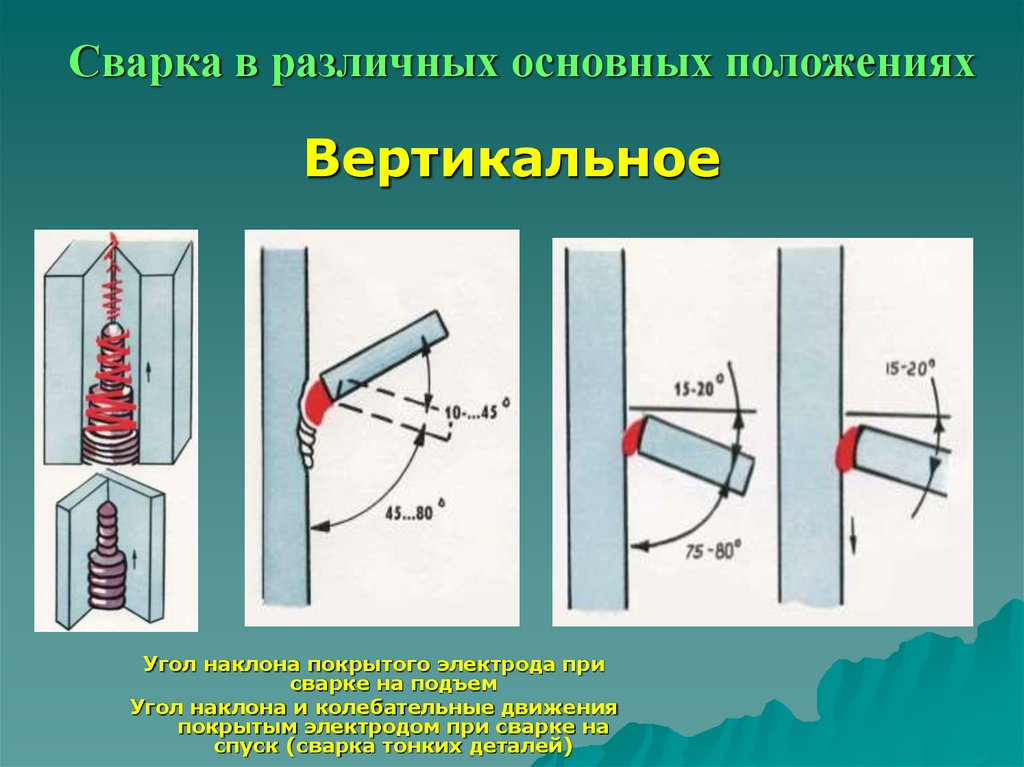
Бывают ситуации, когда надо варить плоский шов, а бывает, когда нужно оттолкнуть ванну назад, поэтому используются разные углы наклона электрода электрода. В начале мы начинаем с угла между 45 и 90 градусами. Он удобнее, сварочная ванна хорошо видна, нормально варится. Электроды. Диаметр электрода определяется диаметром стержня. В основных сварочных таблицах приводится диаметр электрода, толщина металла и величина тока для максимальной производительности, часто не учитывая возможности сварщика или специфику ситуации. Можно применять электрод меньшего диаметра для лучшего контроля, но сварка займет больше времени. Точные установки тока могут отличаться и зависят от толщины металла, положения сварщика и его квалификации. Управление процессом сварки. Задача сварочного процесса — прогреть основной металл до расплавления, формируя сварочную ванну. Если ток мал, то основной металл будет не прогрет и сварочная ванна будет «бежать» за электродом. Если тока много, то основной металл будет слишком горячий, дуга будет проникать вглубь и будет отталкивать металл назад. Когда ток нормальный, ванна растекается и внешние края тонкие, мы можем расширять ванну, можем двигать ее движением электрода и контролировать сварочный процесс. В зависимости от сварочной ситуации установки тока могут меняться.
Траектория движения электрода Правильное поддержание дуги и ее перемещение является залогом качественной сварки. Слишком длинная дуга способствует окислению и азотированию расплавленного металла, разбрызгивает его капли и создает пористую структуру шва. Красивый, ровный и качественный шов получается при правильном выборе дуги и равномерном ее перемещении, которое может происходить в трех основных направлениях. Поступательное движение сварочной дуги происходит по оси электрода. При помощи этого движения поддерживается необходимая длина дуги, которая зависит от скорости плавления электрода. Продольное перемещение электрода вдоль оси свариваемого шва формирует так называемый ниточный сварочный валик, толщина которого зависит от толщины электрода и скорости его перемещения. Обычно ширина ниточного сварочного валика бывает на 2 — 3 мм больше диаметра электрода. Собственно говоря, это уже есть сварочный шов, только узкий. Для прочного сварочного соединения этого шва бывает недостаточно. И поэтому по мере перемещения электрода вдоль оси сварочного шва выполняют третье движение, направленное поперек сварочного шва. Поперечное движение электрода позволяет получить необходимую ширину шва. Таким образом все три движения накладываются друг на друга, создавая сложную траекторию перемещения электрода. Практически каждый опытный мастер имеет свои навыки в выборе траектории перемещения электрода, выписывая его концом замысловатые фигуры. Классические траектории движения электрода при ручной дуговой сварке приведены на рис. 1. Но в любом случае траекторию перемещения дуги следует выбирать таким образом, чтобы кромки свариваемых деталей проплавлялись с образованием требуемого количества наплавленного металла и заданной формы шва. Если шов не будет закончен до того, как длина электрода уменьшится настолько, что требуется его замена, то сварку на время прекращают.
Схема дуговой сварки Порядок заполнения шва по сечению и длине определяет способность сварного соединения воспринимать заданные нагрузки, влияет на величину внутренних напряжений и деформаций в массиве шва. Швы различают: короткие — длина которых не превышает 300 мм, средние — длиной 300 — 100 мм и длинные — свыше 1000 мм. В зависимости от длины шва его заполнение может выполняться по различным схемам сварочного заполнения, которые представлены на рис. 2. При этом короткие швы заполняют за один проход — от начала шва до его конца. Если для нормального заполнения шва одного прохода сварочной дуги мало, накладывают многослойные швы. При этом, если число накладываемых слоев равно числу проходов, шов называют многослойным. Если же некоторые слои выполняют за несколько проходов, такие швы называют многослойно-проходными. Схематически такие швы отражены на рис. 3.
С точки зрения производительности труда наиболее целесообразными являются однопроходные швы, которым отдают предпочтение при сварке металлов небольших (до 8—10 мм) толщин с предварительной разделкой кромок. Но для ответственных конструкций (сосуды, работающие под давлением, несущие конструкции и т.д.) этого бывает мало. Внутренние напряжения, возникающие в процессе сварки, могут вызвать появление трещин в шве или в околошовной зоне из-за недостаточной пластичности шва и большой жесткости основного металла. При сварке изделий с относительно небольшой жесткостью внутренние напряжения вызывают местное или общее коробление (деформации) свариваемой конструкции. Кроме того, при сварке металлов толщиной более 10 мм. появляются объемные напряжения и возрастает опасность появления трещин. В таких случаях принимают целый ряд мер, позволяющих уменьшить напряжения и деформации: применяют сварные швы минимального сечения, сварку многослойными швами, наложение швов «каскадными методами» или «горкой», принудительное охлаждение или подогрев. При сварке «горкой» сначала у основания разделанных кромок прокладывают первый слой, длина которого должна быть не более 200 — 300 мм. «Каскадный метод» заполнения шва по существу является той же «горкой», но выполняют его в несколько другой последовательности. Угловые швы (рис. 4) можно выполнять двумя методами, каждый из которых имеет свои преимущества и свои недостатки. При сварке «в угол» допускается больший зазор между деталями (до 3 мм), проще сборка, но техника сварки сложнее. Кроме того, возможны подрезы и наплывы, снижается производительность из-за необходимости за один проход сваривать швы небольшого сечения, катет которых меньше 8 мм. Сварка «в лодочку» допускает большие катеты шва за один проход и поэтому более производительна. Однако такая сварка требует тщательной сборки. Указанные приемы дуговой сварки рассматривались на нижних положениях шва, выполнение которых наименее трудоемко. На практике часто приходится выполнять горизонтальные швы на вертикальной плоскости, вертикальную и потолочную сварку. При сварке таких швов появляется вероятность вытекания расплавленного металла, что приводит к падению капель к незаполненным сваркой местам, потекам расплавленного металла по горизонтальным плоскостям и т.д
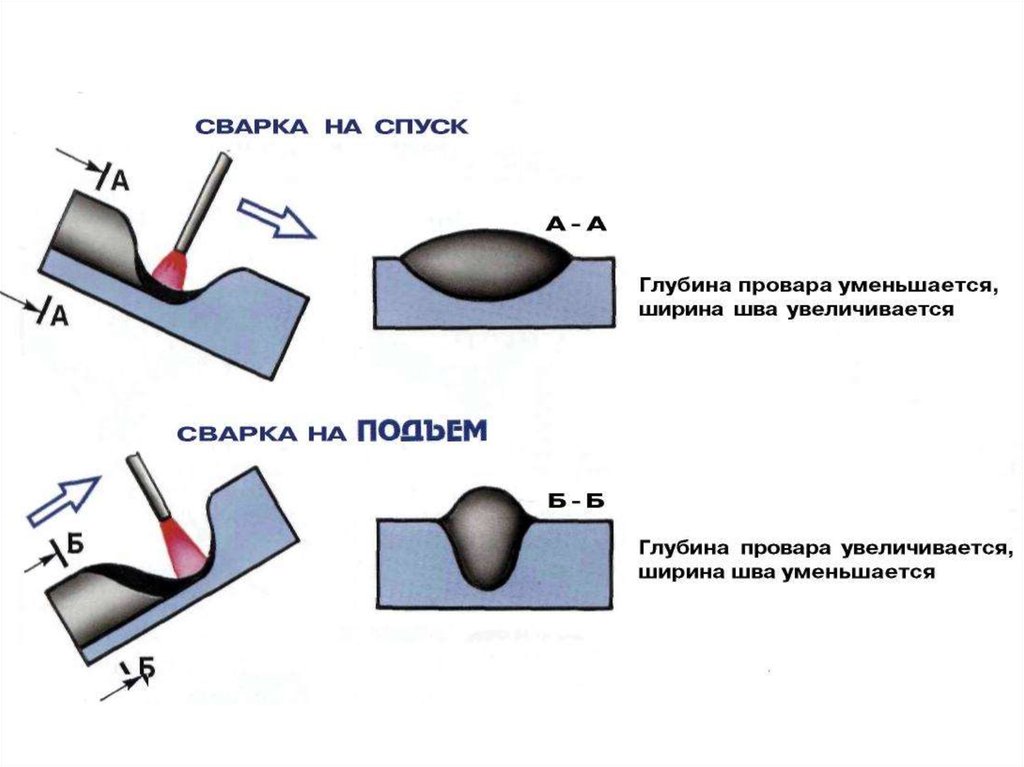
Рассматривая суть процессов, происходящих в подобных швах, мы говорили, что удерживать металл в расплавленной ванне могут силы поверхностного натяжения. Для этого дугу постоянно прерывают, зажигая ее с определенными промежутками времени, давая возможность расплавленному металлу частично закристаллизоваться. Именно здесь и проявляется умение сварщика выбрать такие интервалы, когда не успевает образоваться сварочный катет и одновременно металл потерял бы часть своей текучести. Потолочный шов является самым сложным. Поэтому проводить его непрерывным горением дуги — дело бесперспективное. При сварке данным методом следует следить за размером дуги, так как ее удлинение может вызвать нежелательные подрезы. Кроме того, при сварке таких швов создаются неблагоприятные условия для выделения шлаков из расплавленного металла, что может привести к пористости сварного шва. Вертикальные швы можно варить в двух направлениях — снизу вверх и сверху вниз. И тот и другой метод имеет право на существование, но всегда предпочтительнее сварка на подъем. В этом случае расположенный снизу металл удерживает сварочную ванну, не давая ей растекаться. При сварке на спуск труднее удерживать сварочную ванну, и поэтому добиться качественного шва гораздо сложнее. Суть такого метода практически не отличается от потолочной сварки, и применяют его тогда, когда сварка на подъем технологически невозможна. Горизонтальные швы на вертикальной плоскости тоже имеют свои особенности. В данных швах особую сложность представляет удержание сварочной ванны у обеих кромок свариваемых деталей. Для того чтобы облегчить этот процесс, скос нижней кромки не выполняют. В таком случае получается полочка, которая способствует удержанию на месте расплавленной сварочной ванны. Уместен здесь и прием импульсной сварки с кратковременным зажиганием дуги, как и для потолочных швов. Удаление сварочных шлаков выполняют обрубочным молотком. Для этого, подождав, пока заготовка остынет настолько, что ее можно брать рукой, прижимают крепко к столу и ударами молотка, направленными вдоль шва, удаляют шлак, покрывающий сварочный шов. После этого шов проковывают для снятия внутренних напряжений. Для этого боек молотка разворачивают вдоль шва и выполняют проковку по всей его длине.Завершают очистку жесткой проволочной щеткой, перемещая ее резкими движениями сначала вдоль шва, а потом — поперек, чтобы удалить последние остатки шлака.
|

 Это используется в специальных электродах для скоростной сварки листового металла.
Это используется в специальных электродах для скоростной сварки листового металла.
 Когда металл остывает, образуется сварочный шлак, обеспечивая дополнительную защиту металла от воздуха.
Когда металл остывает, образуется сварочный шлак, обеспечивая дополнительную защиту металла от воздуха.
 Все время вам надо удерживать постоянный зазор между концом электрода и основным металлом.
Все время вам надо удерживать постоянный зазор между концом электрода и основным металлом.  Когда свариваете, смотрите по сторонам шва, он должен быть на уровне металла.Формирование шва обычно происходит круговыми или зигзагообразными движениями. При круговых движениях, двигаясь вбок, смотрите справа от сварочной ванны, потом наверх границы ванны и шлака, а потом на другую сторону и просто распределяйте ванну по кругу, такова техника дуговой сварки. Зигзагообразные движения из стороны в сторону делают похожий шов: смотрите с одной стороны, наверх ванны и с другого края. Каждый раз, когда вы меняете направление, нужно понимать, что расплавленная ванна следует за теплом.
Когда свариваете, смотрите по сторонам шва, он должен быть на уровне металла.Формирование шва обычно происходит круговыми или зигзагообразными движениями. При круговых движениях, двигаясь вбок, смотрите справа от сварочной ванны, потом наверх границы ванны и шлака, а потом на другую сторону и просто распределяйте ванну по кругу, такова техника дуговой сварки. Зигзагообразные движения из стороны в сторону делают похожий шов: смотрите с одной стороны, наверх ванны и с другого края. Каждый раз, когда вы меняете направление, нужно понимать, что расплавленная ванна следует за теплом. Наклоняя электрод, мы как бы толкаем ванну, а не тянем. В целом, чем вертикальнее мы держим электрод, тем менее выпуклым будет шов. И наоборот, чем более мы его наклоним, тем выпуклее будет шов.
Наклоняя электрод, мы как бы толкаем ванну, а не тянем. В целом, чем вертикальнее мы держим электрод, тем менее выпуклым будет шов. И наоборот, чем более мы его наклоним, тем выпуклее будет шов.
 Толстый металл рассеивает тепло, поэтому нужен больший ток. Тонкий металл расплавится быстро, поэтому надо меньше тока. Точные установки тока зависят от поведения ванны. Начнем с установок рекомендованных производителем и не бойтесь увеличить или уменьшить ток.Сварка покрытым электродом зависит от температуры основного металла, поэтому мы не можем говорить о токе без учета скорости сварки. Двигаем электрод быстрее, меньше тепла поступает в основной металл, поэтому он холоднее. Если двигаемся медленнее, тепла поступает больше и основной металл будет горячее. Если двигать электрод слишком быстро, металл не будет прогрет, шов будет наверху, без проплавления. Если двигаться медленно, то металл слишком сильно прогревается, ванна расплывается и становится трудноуправляемой, когда скорость перемещения соответствует току, ванна растекается, но остается управляемой. Края тонкие и шов одинаковый толщины.
Толстый металл рассеивает тепло, поэтому нужен больший ток. Тонкий металл расплавится быстро, поэтому надо меньше тока. Точные установки тока зависят от поведения ванны. Начнем с установок рекомендованных производителем и не бойтесь увеличить или уменьшить ток.Сварка покрытым электродом зависит от температуры основного металла, поэтому мы не можем говорить о токе без учета скорости сварки. Двигаем электрод быстрее, меньше тепла поступает в основной металл, поэтому он холоднее. Если двигаемся медленнее, тепла поступает больше и основной металл будет горячее. Если двигать электрод слишком быстро, металл не будет прогрет, шов будет наверху, без проплавления. Если двигаться медленно, то металл слишком сильно прогревается, ванна расплывается и становится трудноуправляемой, когда скорость перемещения соответствует току, ванна растекается, но остается управляемой. Края тонкие и шов одинаковый толщины. Больший ток обеспечивает лучшее проплавление и более гладкий шов в итоге, но в этом случае труднее контролировать ванну.
Больший ток обеспечивает лучшее проплавление и более гладкий шов в итоге, но в этом случае труднее контролировать ванну. По мере плавления электрода, его длина уменьшается, а расстояние между электродом и сварочной ванной — увеличивается. Для того чтобы это не происходило, электрод следует продвинуть вдоль оси, поддерживая постоянную дугу. Очень важно при этом поддерживать синхронность. То есть, электрод продвигается в сторону сварочной ванны синхронно с его укорочением.
По мере плавления электрода, его длина уменьшается, а расстояние между электродом и сварочной ванной — увеличивается. Для того чтобы это не происходило, электрод следует продвинуть вдоль оси, поддерживая постоянную дугу. Очень важно при этом поддерживать синхронность. То есть, электрод продвигается в сторону сварочной ванны синхронно с его укорочением. Его совершают колебательными движениями возвратно-поступательного характера. Ширина поперечных колебаний электрода определяется в каждом случае индивидуально и во многом зависит от свойств свариваемых материалов, размера и положения шва, формы разделки и требований, предъявляемых к сварному соединению. Обычно ширина шва лежит в пределах 1,5 — 5,0 диаметров электрода.
Его совершают колебательными движениями возвратно-поступательного характера. Ширина поперечных колебаний электрода определяется в каждом случае индивидуально и во многом зависит от свойств свариваемых материалов, размера и положения шва, формы разделки и требований, предъявляемых к сварному соединению. Обычно ширина шва лежит в пределах 1,5 — 5,0 диаметров электрода. После замены электрода следует удалить шлак и возобновить сварку. Для завершения оборванного шва зажигают дугу на расстоянии 12 мм от углубления, образовавшегося на конце шва, называемого кратером. Электрод возвращают к кратеру, чтобы образовать сплав старого и нового электродов, а затем снова начинают перемещать электрод по первоначально выбранной траектории.
После замены электрода следует удалить шлак и возобновить сварку. Для завершения оборванного шва зажигают дугу на расстоянии 12 мм от углубления, образовавшегося на конце шва, называемого кратером. Электрод возвращают к кратеру, чтобы образовать сплав старого и нового электродов, а затем снова начинают перемещать электрод по первоначально выбранной траектории. Швы средней длины могут заполняться обратноступенчатым методом или от середины к концам. Для выполнения обратноступенчатого метода заполнения шов разбивают на участки длина которых равна 100 —300 мм. На каждом из этих участков заполнение шва выполняют в направлении, обратном общему направлению сварки.
Швы средней длины могут заполняться обратноступенчатым методом или от середины к концам. Для выполнения обратноступенчатого метода заполнения шов разбивают на участки длина которых равна 100 —300 мм. На каждом из этих участков заполнение шва выполняют в направлении, обратном общему направлению сварки.
 После этого первый слой перекрывают вторым, длина которого на 200 — 300 мм больше первого. Точно так же накладывают третий слой, перекрывая второй на 200 — 300 мм. Таким образом продолжают заполнение до тех пор, пока количество слоев в зоне первого шва не окажется достаточным для заполнения. Следующий слой накладывают в месте окончания первого слоя, перекрывая последний (если позволяет длина шва) на те же 200 — 300 мм. Если первый шов прокладывался не в начале шва, а в его средней части, то горку формируют последовательно в обоих направлениях (рис.2,е). Так, формируя горку, последовательно заполняют весь шов. Преимущество данного метода состоит в том, что зона сварки все время находится в подогретом состоянии, что способствует улучшению физико-механических качеств шва, так как внутренние напряжения получаются минимальными и предупреждается появление трещин.
После этого первый слой перекрывают вторым, длина которого на 200 — 300 мм больше первого. Точно так же накладывают третий слой, перекрывая второй на 200 — 300 мм. Таким образом продолжают заполнение до тех пор, пока количество слоев в зоне первого шва не окажется достаточным для заполнения. Следующий слой накладывают в месте окончания первого слоя, перекрывая последний (если позволяет длина шва) на те же 200 — 300 мм. Если первый шов прокладывался не в начале шва, а в его средней части, то горку формируют последовательно в обоих направлениях (рис.2,е). Так, формируя горку, последовательно заполняют весь шов. Преимущество данного метода состоит в том, что зона сварки все время находится в подогретом состоянии, что способствует улучшению физико-механических качеств шва, так как внутренние напряжения получаются минимальными и предупреждается появление трещин. Для этого детали соединяют между собой «на прихватках» или в специальных приспособлениях. Прокладывают первый слой, а затем, отступив от первого слоя на расстояние 200 — 300 мм, прокладывают второй слой, захватывая зону первого (рис.2,д). Продолжая в той же последовательности, заполняют весь шов.
Для этого детали соединяют между собой «на прихватках» или в специальных приспособлениях. Прокладывают первый слой, а затем, отступив от первого слоя на расстояние 200 — 300 мм, прокладывают второй слой, захватывая зону первого (рис.2,д). Продолжая в той же последовательности, заполняют весь шов. Для выполнения этих работ используются те же приемы, что и для швов с нижним положением, но трудоемкость работ и некоторые технологические особенности требуют более детального подхода и изменения некоторых методов.
Для выполнения этих работ используются те же приемы, что и для швов с нижним положением, но трудоемкость работ и некоторые технологические особенности требуют более детального подхода и изменения некоторых методов.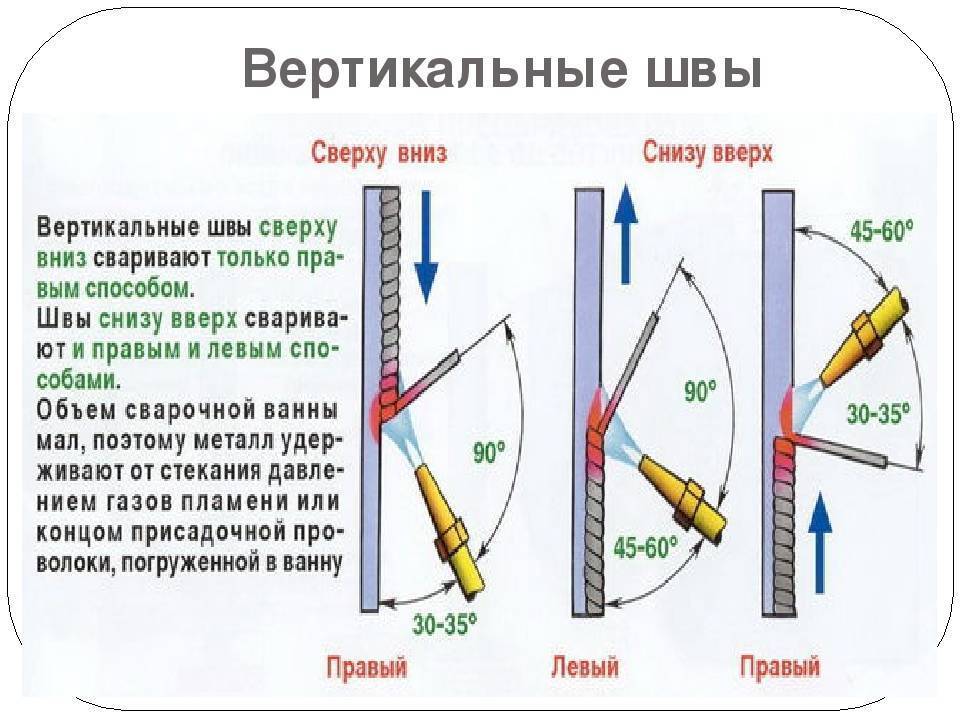 Для того чтобы эти силы были достаточными, сварщик должен владеть приемами сварки виртуозно. Здесь приходится понижать сварочный ток и применять электроды пониженного сечения. Это в конечном итоге сказывается на производительности, так как приходится увеличивать количество сварочных проходов. Поэтому на практике стараются в дополнение к силам поверхностного натяжения добавить «пленку поверхностного натяжения». Суть данного метода заключается в том, что дугу держат не постоянно, а с определенными промежутками, то есть импульсами.
Для того чтобы эти силы были достаточными, сварщик должен владеть приемами сварки виртуозно. Здесь приходится понижать сварочный ток и применять электроды пониженного сечения. Это в конечном итоге сказывается на производительности, так как приходится увеличивать количество сварочных проходов. Поэтому на практике стараются в дополнение к силам поверхностного натяжения добавить «пленку поверхностного натяжения». Суть данного метода заключается в том, что дугу держат не постоянно, а с определенными промежутками, то есть импульсами. Сварку выполняют короткими во времени замыканиями дуги на сварочную ванну так, чтобы она не успела остыть, пополняя ее новыми порциями расплавленного металла.
Сварку выполняют короткими во времени замыканиями дуги на сварочную ванну так, чтобы она не успела остыть, пополняя ее новыми порциями расплавленного металла.

 10. Элементы стыкового шва, углового шва и валика на пластине: B — ширина сварного шва; K — катет шва
10. Элементы стыкового шва, углового шва и валика на пластине: B — ширина сварного шва; K — катет шва Сварка для чат-шпаргалки для манекенов
BY: Стивен Роберт Фарнсворт и
Обновлен: 02-23-2022
Из книги: Сварка для Dummies
Сварка для Dummies
.
Сварщики всех уровней квалификации должны стремиться совершенствовать свои методы сварки и устранять распространенные дефекты сварки. Идеальный сварной шов каждый раз — это благородная цель, но есть простые шаги, которые вы можете предпринять, и подготовка, которую вы можете сделать, чтобы не допустить, чтобы сварные швы нуждались в ремонте или полной переделке.
Устранение проблем, связанных с пористостью сварного шва
Пористость сварного шва — это наличие крошечных полостей в свариваемом металле. Пористость может вызвать всевозможные проблемы со сварными швами, поэтому вы должны устранить причины вашей пористости до того, как они повлияют на ваш проект.
Пористость бывает двух видов. Поверхностная пористость, как можно догадаться, возникает на поверхности металла. Вы можете обнаружить пористость поверхности невооруженным глазом. Другой вид пористости — подповерхностная пористость . Это происходит внутри металла, и вы можете найти его только с помощью внутренних детекторов.
Вот несколько наиболее распространенных причин пористости сварных швов и решения, которые можно использовать для ограничения пористости сварных швов.
Причина: Загрязнения на поверхности металла.
Решение: Тщательно очистите металл перед сваркой.
Вы должны убедиться, что в нем нет примесей, таких как вода, масло и флюс. Если вы свариваете алюминий, вы должны обязательно очистить внешний слой оксида перед сваркой, иначе это приведет к серьезной пористости.Причина: Избыток защитного газа.
Решение: Используйте правильное количество защитного газа. Обычно вы можете найти эту информацию в руководстве по эксплуатации вашего сварочного аппарата или в литературе, поставляемой с вашими электродами или электродной проволокой.
Причина: Влажные электроды.
Решение: Храните электроды в чистом, сухом месте. Не допускайте их контакта с воздухом (или, конечно, с жидкой водой) перед использованием.
Причина: Материал опорного стержня не соответствует свариваемому металлу.
Решение: Если вы используете опорный стержень, убедитесь, что он сделан из того же металла, который вы свариваете.
 Вы должны убедиться, что в нем нет примесей, таких как вода, масло и флюс. Если вы свариваете алюминий, вы должны обязательно очистить внешний слой оксида перед сваркой, иначе это приведет к серьезной пористости.
Вы должны убедиться, что в нем нет примесей, таких как вода, масло и флюс. Если вы свариваете алюминий, вы должны обязательно очистить внешний слой оксида перед сваркой, иначе это приведет к серьезной пористости.Устранение шлаковых включений при сварке
Во время сварки вы, вероятно, столкнетесь с шлаковыми включениями (посторонние материалы, попавшие в металл сварного шва с непрерывными или случайными интервалами). Чаще всего это шлак, неметаллический твердый материал, попавший в сварной шов или между сварным швом и основным металлом.
Чаще всего это шлак, неметаллический твердый материал, попавший в сварной шов или между сварным швом и основным металлом.
Одной из наиболее распространенных причин шлаковых включений является наличие покрытий на некоторых металлах. Алюминий, например, часто покрывают оксидом алюминия, который быстро образуется, когда алюминий подвергается воздействию воздуха. Эти оксиды могут попасть в сварной шов, когда вы работаете с алюминием, и единственное решение — тщательно очистить алюминий от оксидов перед началом сварки. (То же самое относится и к другим покрытиям на других металлах.)
Медные опорные стержни являются еще одним распространенным источником шлаковых включений. Медь может расплавиться и попасть в сварной шов. Если вы используете медную подложку и хотите избежать шлаковых включений, внимательно следите за проваром (глубина сварного шва) — не делайте шов слишком глубоким.
Предотвращение неполного сплавления между сварным швом и основным металлом
Неполное сплавление — это отсутствие проплавления или сплавления между металлом сварного шва и 0021 Основной металл шт. Сварные швы с неполным проплавлением являются слабыми и в лучшем случае некачественными сварными швами (если не просто опасными).
Сварные швы с неполным проплавлением являются слабыми и в лучшем случае некачественными сварными швами (если не просто опасными).
Вот несколько наиболее распространенных причин неполного слияния и решения, которые помогут вам избежать этой проблемы.
Причина: Недостаточно наплавленного материала для заполнения сварного шва.
Решение: Продолжайте делать проходы с помощью сварочного аппарата, пока не заполните сварной шов полностью наплавленным металлом. Не останавливайтесь, пока работа не будет сделана!
Причина: Зазоры между сварными швами или промежутки в корне (конце) соединения.
Решение: При выполнении сварочного прохода убедитесь, что наплавленного металла достаточно, чтобы полностью заполнить пространство между предыдущим валиком и тем, над которым вы работаете. Также убедитесь, что вы нанесли наплавленный металл до самого конца соединения, и если на конце есть кратер, заполните его.
Причина: Грязные поверхности.
Решение: Прежде чем приступить к сварке, убедитесь, что металлы чистые, на них нет ржавчины и жира. Затем, в промежутках между сварочными проходами, очистите сварной шов, чтобы гарантировать, что шлак (захваченный материал) из предыдущего прохода не попадет в последующие проходы.

Сведение к минимуму чрезмерного разбрызгивания при сварке электродом и сварке MIG
Брызги состоят из маленьких кусочков металла, которые вылетают из зоны сварки сварочной дугой. Чрезмерное разбрызгивание может привести к некачественному сварному шву и сварке MIG, загрязнить зону сварки и вызвать проблемы с видимостью (особенно при наличии искр и дыма).
На самом деле вы не можете полностью избежать брызг, и они гораздо чаще встречаются при сварке электродом и дуговой сварке, чем при сварке tig. Причины чрезмерного разбрызгивания, возникающие при сварке электродом, отличаются от причин, которые являются частью процесса сварки MIG. Вот краткий обзор различий.
Вот краткий обзор различий.
Чрезмерное разбрызгивание при сварке электродом обычно указывает на слишком большую длину дуги. Попробуйте уменьшить длину дуги и помните об общем правиле длины дуги при сварке электродом: длина дуги не должна превышать диаметр металлического сердечника электрода. Если ваш электрод имеет сердечник диаметром 1/8 дюйма, поддерживайте длину дуги на уровне 1/8 дюйма или около него. Это должно помочь сдержать брызги.
Одной из наиболее распространенных причин чрезмерного разбрызгивания во время сварки MIG является использование слишком большого количества проволоки. Если во время сварки MIG повсюду появляются брызги, попробуйте уменьшить скорость подачи проволоки. Если это не сработает, чрезмерное разбрызгивание может быть результатом дугового удара , , который возникает, когда магнетизм в вашем основном металле влияет на качество вашей дуги. Чтобы избежать дугового разряда, попробуйте приварить к зажиму заземления.
Если это не поможет, переключите сварочный аппарат на переменный ток.
 Если это не поможет, переключите сварочный аппарат на переменный ток.
Если это не поможет, переключите сварочный аппарат на переменный ток.Об этой статье
Эта статья взята из книги:
- Сварка для чайников,
Об авторе книги:
Стивен Роберт Фарнсворт — сертифицированный инспектор по сварке и инструктор с более чем 20-летним стажем. все способы сварки. Ранее он служил сварщиком в ВМС США.
Эту статью можно найти в категории:
- Профессиональная, техническая и инженерная карьера,
Сварка для чайников, 2-е издание, SR Farnsworth
Введение 1
Об этой книге 1
Условные обозначения, используемые в этой книге 2
Что вам не следует читать 2
Глупые предположения 3
Как организована эта книга 3
Часть 1: Понимание основ сварки 9000 3 Часть 2. Бюджетная сварка: сварка стержнем и TIG 4
Бюджетная сварка: сварка стержнем и TIG 4
Часть 3. Знакомство со сваркой MIG 4
Часть 4. Привлечение внимания: плазменная резка, газокислородная резка и другие процессы 4
Часть 5. Применение сварки в проектах и ремонтных работах 4
Часть 6. Часть десятков 5
Значки, используемые в этой книге 5
Куда двигаться дальше 5
Глава 1. Погружение в мир сварки 9
Если вы не можете победить их, присоединяйтесь к ним: понимание важности сварки 10
Изготовление металлических изделий 10
Ремонт металлических деталей или изделий 11
Знакомство с Металлы 12
Сталь 13
нержавеющая сталь 13
Алюминий 14
, чтобы понять безопасность сварки 14
Изучение методов сварки 15
Сварка палки 15
Mig Welding 16
TIG Swidd
Взгляд в будущее сварки 18
Глава 2. Рассмотрение обычно свариваемых металлов 19
Подготовка к использованию стали 20
Знакомство с формами из стали 20
Знание того, когда подходит сталь 21
Подготовка стали к сварке 23
Изучение методов сварки стали 26
Работа с нержавеющей сталью 27
Понимание различий между сталью и нержавеющей сталью 27
Принятие решения о том, когда использовать нержавеющую сталь
Изучение методов сварки нержавеющей стали 28
Работа с алюминием 29
Изучение свойств алюминия 29
Изучение методов сварки алюминия 30
Принимая во внимание другие металлы 30
Глава 3: Нацеливание на безопасность сварки 33
Подготовка к самозащите 34
Выбор средств защиты глаз 34
Держите под рукой правильный огнетушитель 36
90 20038 Ношение защитной одежды Соблюдение опасностей для здоровья: использование респиратора и паспортов безопасности материалов 39соблюдение основных правил техники безопасности 40
поддержание чистоты рабочего места 41
проверка на наличие утечек 42
Правильная вентиляция 42
Хранение горючих жидкостей и газов 43
Знание окружающей обстановки 44
Защита от поражения электрическим током 45
Защита от ожогов 46
Подготовка к травмам 90 Обслуживание оборудования 40 50 50 50002 Подготовка к травмам 90 48
Оснащение аптечки 48
Как обращаться с травмами 49
Глава 4. Организация сварочного цеха 53
Организация сварочного цеха 53
Выбор места 54
Решите, сколько места вам нужно 54
Сравнение внутреннего и наружного 55
Оснащение вашего сварочного цеха 56
Убедитесь, что у вас есть основные ручные инструменты 58
Выбор сварочного стола 60
Выбор сварочного аппарата Выбор нескольких принадлежностей для вашего сварочного цеха 67
Часть 2. Бюджетная сварка: сварка электродами и тиг 71
Глава 5. Начало работы: понимание сварки электродами 73
Взгляд на плюсы и минусы сварки электродом 74
Понимание факторов, влияющих на сварку электродом 75
Знакомство с оборудованием для сварки электродом 76
Обнаружение различий между аппаратами для электродуговой сварки 76
Настройка аппарата для сварки электродом 80
Основные сведения об электродах для электродуговой сварки 80
Выбор инструментов и расходных материалов, необходимых каждому сварщику электродов 81
Глава 6: Приступая к работе со сваркой электродами 85
Подготовка к приложению Weld Weld 86
Настройка вашей рабочей области 86
Понимание сварки сварки. дуга 93
дуга 93
Предположим положение: сварка электродом во всех положениях 95
Сварка на плоской поверхности 96
Вертикальное движение 97
Изучение горизонтальной сварки 101
Сверху 102
Глава 7. Использовать или не выполнять аргонодуговую сварку: общие сведения о аргонодуговой сварке 105
Пристальный взгляд на компоненты, свариваемые аргонодуговой сваркой 106
Рассмотрение преимуществ и недостатков щеточной сварки аргонодуговым газом 107 90 Основы 108
Демонстрация вашего металла: выбор нескольких металлов для сварки TIG 108
Меры по обеспечению качества сварных швов 109
Запасы в магазине: осмотр оборудования для сварки TIG 110
, учитывая полностью оборудованные машины TIG 112
Размышления о Tig Torches 113
Выбор и управление защитным газом 113
Контролирующий ток и усиление. Сварка 119
Подготовка к сварке Тиг-эфир 119
Уход за деталями вольфрамового электрода 120
Проверка правильной настройки защитного газа 122
Определение присадочной проволоки TIG 122
Подбор материалов и настроек 123
Ознакомление с использованием горелки TIG 125
Выбор электрического тока и зажигание дуги 125
Возьмитесь за руки: правильно держите горелку TIG 127
Пробная сварка TIG 127
Первый сварной шов 128
Примерка стыкового соединения 129
Сварка внахлестку 130
Изготовление таврового соединения 131
Сварка 3 Mig 3:0005 Глава 9. Основные принципы сварки Mig 135
Основные принципы сварки Mig 135
Принципы работы сварки Mig 136
Рассмотрение преимуществ и ограничений сварки Mig 138
Использование мощных сварочных аппаратов (и другого сварочного оборудования Mig) 140
4 Сварочные аппараты Mig 9
Сварочные горелки Mig 141
Механизмы подачи электродной проволоки 141
Просеивание защитных газов для сварки Mig 142
Взгляд на электродную проволоку 144
Настройка оборудования Mig для вашего проекта сварки Mig 147
Глава 10: Практика сварки MIG 149
Подготовка к сварке MIG 149
Подготовка оборудования 150
Настройка скорости подачи проволоки и напряжения 152
Настройки для дуговой сварки флюсом 153
5 154
Опробование сварки MIG 155
Выполнение вертикальных сварных швов MIG 158
Соединение деталей из листового металла 159
Наблюдение за типичными дефектами сварки MIG 160
161
Глава 11: Изучение плазменной и газокислородной резки 163
Общие сведения о плазменно-дуговой резке 163
Выбор подходящих материалов для плазменной резки 164
Обзор преимуществ и недостатков плазменной резки 165
60002 Подготовка оборудования для плазменной дуговой резкиЗнакомство с оборудованием для плазменной резки 166
Правильная настройка оборудования 168
Изучение основ кислородной резки 169
Рассмотрение того, что вы можете (и что не можете) резать с помощью кислородной резки 169
Рассмотрение плюсов и минусов кислородной резки 170
Проверка и настройка оборудования для кислородной резки 170
Проверка оборудования для кислородной резки 171
Выбор между различными размеры газовых баллонов 174
Установка оборудования для газокислородной резки 174
Глава 12. Готово, установлено, вырезано! Опробование плазменно-дуговой и газокислородной резки 177
Готово, установлено, вырезано! Опробование плазменно-дуговой и газокислородной резки 177
Знакомство с плазменно-дуговой резкой 178
Нарезка прямой линии 179
Резка круга 180
Создание сочетания 181
Практикуя оксифульная резка 182
Освещение факела 183
Сделать прямое разрешение 185
со скошенной кромкой 187
Глава 13. Знакомство со специальными процессами сварки 189
Изучение основ сварки с использованием газа 189
Знакомство с газовыми баллонами 190
Другое оборудование для газовой сварки 191
Начало работы с газовой сваркой 193
Знакомство с пайкой (сварка пайкой) 197
Помните о некоторых правилах пайки 197
Попробуйте пайку 198
Знакомство с пайкой Exploring: Onploring 900 Soldering 9002 0200 2050 Пайка 201
Соблюдение правил пайки 202
Понимание двух типов пайки 204
Опробование процесса пайки 204
Глава 14. Знакомство со сваркой труб 207
Упадение в различных видах трубы 208
Добавление до сварочных стальных труб 208
Получение и подготовку трубы 209
Сделать галстуки 211
Сварки Трубы 213
Пробуждение других углов 214
Знакомство с еще несколькими типами сварных соединений труб 216
Наблюдение за распространенными дефектами сварки труб 217
Глава 15. Работа с чугуном 219
Работа с чугуном 219
Немного о трех наиболее распространенных типах чугуна 219
Серый чугун 220
Ковкий чугун 220
Чугун с шаровидным графитом 221
Получение (литого) железа в огне: сварка Серый чугун 223
Чугун для сварки электродом 223
Сварка чугуна Mig 228
Часть 5. Внедрение сварки в действие с проектами и ремонтом 231
Глава 16. Два проекта по сварке для расширения возможностей вашего сварочного цеха 233
Создание тележки для горелки 233
Сбор материалов 235
Приобретение правых стальных кусочков 235
Измерительные и резки. Собственный переносной сварочный стол 244
Сбор инструментов 245
Сбор деталей 246
Сборка деталей 246
Обеспечение ровных кромок 249
Выбор вашей краски 250
Нажатие на колеса 250
Глава 17: Построение гриля для костра стальные детали по длине 255
Сварка гриля 256
Выбор краски 258
Приправа к варочной поверхности 259
Глава 18. Ремонт, чтобы исправить вещи: анализ и планирование 261
Ремонт, чтобы исправить вещи: анализ и планирование 261
Определение того, можно ли что-то исправить 262
Планирование стратегии ремонта 263
Определение металла и его значения для ремонта 264
Решение о том, какой процесс сварки использовать для ремонта 267
Составление плана и его следование 268
5
2
2 Подготовка к ремонтным сварным швам 269
Подготовка ремонтной детали и рабочей зоны 270
Сбор оборудования и инструментов 271
Выбор присадочных прутков и электродов 271
Учитывая трещины 273
Часть 6: часть Tens 275
Глава 19: Десять инструментов Каждый сварщик хочет 277
41/2 -дюймовый измельчитель 278
Hacksaw 278
Воздушный компрессор 278
-Inch Электрика 279
Набор гаечных ключей 280
Стальные пилоты 281
РАЗИНКА 281
САМЫЙ ГРУПР 283
ГАМЕТ БУТНЕГО 284
Toolbox 284
ГЛАВА 20: (не совсем) ДЕСЯТИЕ СЕРТИРОВАНСКИЕ СЕЛЕР 287
ГЛАВА 20: (не совсем). 0005
0005
Больше возможностей для трудоустройства 288
Better Pay 289
больше шансов на продвижение 289
Сертификация, которая путешествует с вами 290
Возможность присоединиться к национальной организации 290
квалификации в конкретных областях сварки 291
Навыки сварки 291
Занесение в базу данных Американского общества сварщиков 292
Преимущество в дополнительных типах сертификации сварщиков 292
Глава 21: (почти) десять дефектов сварки 293
Неполное проникновение 294
Неполное слияние 295
Подключение 296
Объединения шлаков 296
Включения потока 297
Пористость 298
Cracks 299
Warpage 3009
. re Правильная сварка 303
Сварной шов равномерно распределен между деталями 304
Шлак или защитный материал не прилипают к сварному шву 304
Отсутствие отверстий или неровностей на поверхности сварного шва 305
Сварная сварная сварная сварная сварная сварная сварка сварной сварной площадки 305
.