
Сварка электродом для чайников: что нужно знать
Содержание статьи:
Сварка электродом для чайников: что нужно знатьЕсли вы устали просить соседа что-либо приварить или вам время от времени нужна сварка, то ничего лучшего кроме её освоения и не придумаешь. Наверняка вы даже уже присмотрели себе сварочный аппарат, узнали, сколько стоят электроды, остаётся дело за малым.
Итак, с чего же начать варить? Какой инвертор для сварки купить, и какие электроды к нему понадобятся? Давайте попробуем разобраться со всеми этими вопросами. Также нужно вкратце объяснить, как начать варить и что для этого потребуется знать.
Данная статья сайта https://dugasvarka.ru/ написана в ознакомительных целях, исключительно для новичков в сварке.
Пару слов об электродах и инверторе
Чтобы правильно ответить на вопрос об источнике сварочной дуги следует сказать вот что. На сегодняшний день в приоритете сварочные инверторы постоянного тока, поскольку они обладают массой таких положительных достоинств, как лёгкий вес, небольшие габариты, эффективность и т. д.
д.
Конечно же, до сих пор ещё сохранились и обычные сварочные трансформаторы, однако используются они крайне редко. Трансформаторы сильно нагружают бытовую сеть, что является одним из самых серьёзных их минусов. Также, сварка на переменном токе сильно отличается от сварки на «постоянке», и это важно знать.
Пару слов об электродах и инвертореЧто касается электродов, то с «постоянкой» можно использовать абсолютно любыми электродами, ну кроме вольфрамовых, разумеется. То есть, источник постоянного тока прекрасно берёт как электроды для «постоянки», так и электроды для «переменки». Осталось разобраться только с типом электродов и их покрытием.
Какие типы электродов бывают
При выборе электродов для сварки важно учитывать толщину, металл изготовления стержня и электродное покрытие. При этом важно чтобы металл изготовления стержня электрода подходил бы по составу к свариваемому металлу. Например, электродом из стали варится все, что относится к стальным заготовкам.
Какие типы электродов бываютТолщина электрода зависит от толщины свариваемой заготовки. Поэтому чем толще металл, тем большим диаметром должен обладать электрод. В дальнейшем отталкиваясь от диаметра электродов, вы сможете правильно рассчитывать силу тока, которая потребуется для сварки.
Поэтому чем толще металл, тем большим диаметром должен обладать электрод. В дальнейшем отталкиваясь от диаметра электродов, вы сможете правильно рассчитывать силу тока, которая потребуется для сварки.
Ну и последнее на что придётся обратить собственное внимание при выборе электродов, это их покрытие. На сегодняшнее время самое большое разнообразие получили два типа электродного покрытия, это рутиловое и основное покрытие. Учиться варить можно и теми и другими электродами, однако стоит учесть, что варить рутиловыми электродами значительно проще, чем электродами с основным покрытием.
Таблица диаметров электрода и толщины металлаНе будем вдаваться, почему именно так, поскольку до этого уже была написана отдельная статья про электроды с рутиловым покрытием и их преимущество.
Сварка электродом для чайников
Самое главное с чего нужно начать обучения сварке, это техника безопасности. Во-первых, варить нужно в специальной одежде, а на теле сварщика не должно оставаться открытых участков. Для защиты глаз нужно использовать только подходящую на то маску, желательно маску Хамелеон с автоматическим светофильтром.
Для защиты глаз нужно использовать только подходящую на то маску, желательно маску Хамелеон с автоматическим светофильтром.
Чтобы подключить сварочный аппарат к нему нужно подсоединить кабели, один с зажимом массы, другой с электрододержателем. При подключении важно соблюдать полярность, не всегда плюс подсоединяется к плюсу, а минус к минусу, можно и наоборот. Более подробно о том, что такое прямая и обратная полярность в сварке читайте, перейдя по ссылке.
Сварка электродом для чайниковНачинать обучение нужно с поджога дуги. Поджечь дугу можно двумя разными способами, например, если постучать электродом по металлу, либо чирканьем. Для осуществления второго способа следует слегка провести концом электрода по поверхности металла. Когда сварочная дуга начнёт гореть, нужно стараться удерживать электрод как можно ближе к металлу, чтобы электрическая дуга не погасла.
Сварка электродом для чайников: что нужно знатьВ любом случае, прежде чем начать полноценно варить следует потренироваться сначала, поджигать дугу и удерживать её в горящем состоянии. Только после этого можно начинать двигать электродом из стороны в сторону, заполняя постепенно расплавленным металлом всё свободное пространство внутри.
Только после этого можно начинать двигать электродом из стороны в сторону, заполняя постепенно расплавленным металлом всё свободное пространство внутри.
Типичные ошибки начинающих сварщиков
Итак, если Вы новичок в сварке и благодаря ТД «Дока» только что приобрели отличный сварочный аппарат инверторного типа и замечательную маску «хамелеон», тогда это статья для Вас.
Прежде чем приступать к выполнению сварочных работ, хотелось бы поговорить о правилах безопасности при работе со сварочным оборудованием. Не стоит игнорировать данный момент. Настоятельно рекомендуем изучить ПУЭ (Правила эксплуатации электроустановок) глава 7.6 «Электросварочные установки». Будьте уверены, что из этого документа Вы почерпнете много полезной информации не только о правилах безопасности при обращении со сварочным оборудованием, но и о электробезопасности всего Вашего загородного дома, дачи.
Далее Вам определенно потребуется качественные перчатки сварщика (краги) и одежда из негорючего материала. Многие пытаются варить в хозяйственных (садовых) перчатках и иногда даже в одежде без рукавов. Поверьте – ожоги от брызг сварки весьма болезненны и заживают очень долго. Также обязательно застегивайтесь на все пуговицы и одевайте качественную обувь. Особенно памятные случаи были с залетанием раскаленного металла и шлака за шиворот и в сапоги с заправленными в них штанами. Крики, танцы, чудеса ловкости начинающих сварщиков.
Многие пытаются варить в хозяйственных (садовых) перчатках и иногда даже в одежде без рукавов. Поверьте – ожоги от брызг сварки весьма болезненны и заживают очень долго. Также обязательно застегивайтесь на все пуговицы и одевайте качественную обувь. Особенно памятные случаи были с залетанием раскаленного металла и шлака за шиворот и в сапоги с заправленными в них штанами. Крики, танцы, чудеса ловкости начинающих сварщиков.
Старайтесь избегать по возможности использование длинных переносок, так как это ведет к существенным потерям мощности сварочных аппаратов. Если вы все же используете такую переноску, разматывайте кабель с катушки до конца.
Электроды обязательно должны быть просушены, при необходимости прокалены. Вам как новичку и так возможно будет непросто разжигать сварочную дугу, делать это непрокаленными электродами в разы труднее. Режимы (температура и время) прокалки указываются на упаковке электродов. В нашем магазине найдется все для сварки, поэтому если Вы решите купить печь или пенал для прокалки электродов то мы будем рады Вам помочь в выборе.
Маска «хамелеон» должна быть настроена под конкретный вид работы и величину сварочного тока. Обязательно внимательно прочтите паспорт или инструкцию по эксплуатации к сварочной маске. Не начинайте сварку, не убедившись в том, что светофильтр исправен. Некоторые забывают перевести его из положения Grind (зачистка) — получают приличного «зайца».
Сварочный ток должен быть подобран в соответствии с типом выполняемого сварочного соединения, не забывайте что в нижнем положении он всегда выше на 20-30% чем в потолочном и на 10-20% чем в вертикальном. Ориентировочная сила тока указывается на коробке с электродами.
Для новичков желательно начинать варить с рутиловых электродов типа МР3-С.
Не рекомендую использовать электроды УОНИ или дедовские запасы «лохматых годов», на первый раз возьмите свежие МР3-С или АНО-21.
Не стоит сразу пытаться варить изделие: бак для бани, либо ставить забор и т.д., несмотря на то, что это в общем-то не очень и трудно. Помните, что главным оружием солдата-новобранца является лопата, а начинающего сварщика — угловая шлифовальная машинка, она же «болгарка». Поэтому для того, чтобы свести использование главного орудия к минимуму в дальнейшем, начинать нужно с наложения (наплавки) пробных валиков, чтобы «почувствовать сварку».
Помните, что главным оружием солдата-новобранца является лопата, а начинающего сварщика — угловая шлифовальная машинка, она же «болгарка». Поэтому для того, чтобы свести использование главного орудия к минимуму в дальнейшем, начинать нужно с наложения (наплавки) пробных валиков, чтобы «почувствовать сварку».
Желательно для первых тренировок найти толстую пластину металла достаточного размера. Зачистите болгаркой до металлического блеска поверхность металла и наложите пробный валик в нижнем положении углом вперед без колебаний электрода слева направо если вы правша и справа налево если левша.
Поэкспериментируйте с величиной сварочного тока и манипуляциями электродом.
Далее наплавляйте валики, производя колебательные поперечные движения. Обычно геометрия манипуляций электродом представляет собой варианты, представленные на рисунке ниже. Валик должен получаться ровным с равномерными чешуйками. Общее правило у профессионалов: сварочный ток должен быть максимально возможным для качественного провара и внешнего вида.
Старайтесь держать короткую дугу, т.е. электрод должен быть постоянно в 2-3 мм от сварочной ванны, для этого его нужно постепенно плавно подавать в зону сварки, исходя из скорости и величины тока. Это тоже надо прочувствовать.
Клемму заземления или «массу» старайтесь крепить как можно ближе к месту сварки. Электрод зажимайте в держаке плотно. Следите за тем, чтобы огарок был не менее 10 см, не стоит дальше жечь электрод.
Наблюдайте за сварочной ванной. Научитесь отличать металл от шлака. Шлак через сварочную маску, выглядит как темные пятна на солнце.
После окончания сварки аккуратно обстучите специальным молоточком шлак. Подчеркиваю аккуратно, не стоит долбить со всей дури, случаев попадания не остывшего шлака на открытые участки кожи и в глаза предостаточно, причем, как правило, страдают именно новички. Если у Вас маска «хамелеон» тогда желательно ее вообще не поднимать при данной операции.
Зажигайте сварочный электрод либо легким постукиванием, либо «чирком» как спичку.
Если электрод прилип и после того как вы его оторвали, не зажигается, то необходимо потихоньку обломать обмазку руками, так как в таких случаях обычно сгорает стержень электрода. Если вы будете стучать электродом, что есть мочи, то наоборот обмазка отлетит больше, чем надо и останется голый стержень, и снова вероятность залипания увеличится в геометрической прогрессии.
Также рекомендуем поэкспериментировать с крутилкой Arc Force (форсаж дуги) на сварочном аппарате. Она предназначена для регулировки «жесткости дуги». «Мягкая дуга» обеспечивает малое разбрызгивание при мелкокапельном переносе, а «жесткая» позволяет получить глубокое проплавление сварного шва. Также регулировку Arc Force многие сварщики «в теме» используют для предотвращения залипания электрода. Обычно в таких случаях при начале сварки выкручивают ее на полную, а после розжига дуги возвращают в требуемое положение.
Следующий этап курса молодого бойца – вертикальные валики.
Прихватываем пластину, например к заборному столбу, и пробуем положить вертикальный шов. Направление сварки снизу вверх. Если электроды рутиловые, то сварка производится в «отрыв», иначе сварочная ванна «потечет».
В принципе если Вы успешно выполнили наплавку в вертикальном положении, то можно потихоньку приступать к «заборостроению». Для начинающих любителей этого будет достаточно, а остальному научитесь «в бою».
Но для особо пытливых можно попрактиковаться в горизонтальных и потолочных положениях.
Конечно, мало у кого сразу получится хорошо наплавить валик в потолочном положении, однако это даст Вам пищу для размышлений как формируется сварной шов, как себя ведет металл при сварке и т.д.
Для успешного «заборостроения» необходимо не только владение сваркой, но правильной подгонкой, подготовкой под сварку.
Учтите что при сварке металл всегда «сжимается», также его ведет в ту сторону, с которой вы варите. Учитывайте поводки и стягивание при сварке, так как это может сильно сказаться на размерах Ваших конструкций. Рекомендуем по возможности собирать конструкцию на прихватках, применять специальные приспособления (струбцины и т.д.), далее после этого как следует еще раз проверить размеры и геометрию, а обваривать «намертво» конструкцию в самом конце. Если шов длинный, то настоятельно советую варить его от центра к концам короткими швами «в разбежку», в шахматном порядке, если шов двусторонний. Принцип «семь раз отмерь, один отрежь» — в случае сварочных работ актуален как никогда. Это поможет избежать проблем описанных выше.
Рекомендуем по возможности собирать конструкцию на прихватках, применять специальные приспособления (струбцины и т.д.), далее после этого как следует еще раз проверить размеры и геометрию, а обваривать «намертво» конструкцию в самом конце. Если шов длинный, то настоятельно советую варить его от центра к концам короткими швами «в разбежку», в шахматном порядке, если шов двусторонний. Принцип «семь раз отмерь, один отрежь» — в случае сварочных работ актуален как никогда. Это поможет избежать проблем описанных выше.
Если что-то не получается, не отчаивайтесь – обязательно получится позже. Сварка любит терпеливых и настойчивых, учит быть таковыми. В любом случае, ТД «ДОКА» желает Вам удачи!
Копирование контента без указания ссылки на первоисточник ЗАПРЕЩЕНО.
Как сварить котел для цинкования
Место, где мир собирается для
гальваники, анодирования и отделки Вопросы и ответы с 1989 г.
——
доб.
этот текст заменен на баннерТекст
В. Уважаемые господа:
Можно ли отремонтировать чайник сваркой? Если да, то какой сварочный пруток подойдет?
Буду очень признателен, если поделитесь сварочной процедурой ремонта.
Наша идея состоит в том, чтобы отремонтировать котел с помощью сварки с использованием стержня, содержащего менее 2% кремния, и укрепить место сварки стальным металлическим листом с низким содержанием кремния, будет ли это разумной процедурой, пока нам не удастся получить новый один?
С уважением;
A Hadji
— Алжир, АЛЖИР
11 сентября 2022 г.
A. Вполне возможно отремонтировать чайник сваркой. многие успешно это сделали.
Сварной стержень должен быть намного ниже 2%Si, о котором вы говорите. Он должен быть почти нулевым. Большинство описывают содержание Si как «след».
Джефф Кроули
Crithwood Ltd.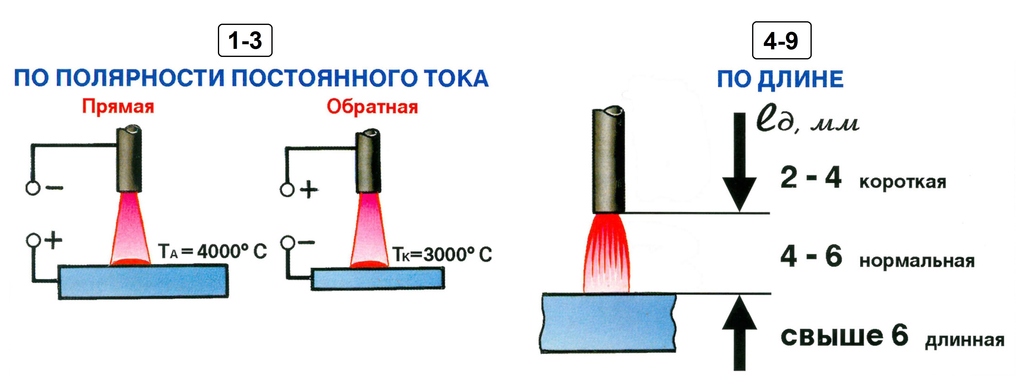
Батгейт, Шотландия, Великобритания
A. Возможна сварка гальванического котла и изготовление листа любой толщины.
Чтобы починить чайник, вам нужно выбрать правильные сварочные электроды.
Илеш Г. Вьяс
Gunatit Builders
Manjalpur, Vadodara, Gujarat
Тесно связанные исторические посты, самые старые первые …
В. У нас есть линия непрерывного цинкования, тип Non ox. Недавно у нас произошел отказ цинкового тигля в местах сварки. Мы использовали сварочный электрод E7018. Был ли он правильным? Каково сравнение между электродом D & H 45 S и электродом E7018.
Еще одна проблема, с которой мы столкнулись, это просачивание воды из горшка. Мы видим следы воды, выходящие из желоба утечки цинка. Утечек из бетона или почвы нет. Мы хотим знать источник воды.
Rajesh kumar
обработка стали – ДЖАКАРТА, Уттарпрадеш, Индия
2005
«Справочник по горячему цинкованию погружением»
от Maass & Peissker
от Книги Эйба
или
Доп.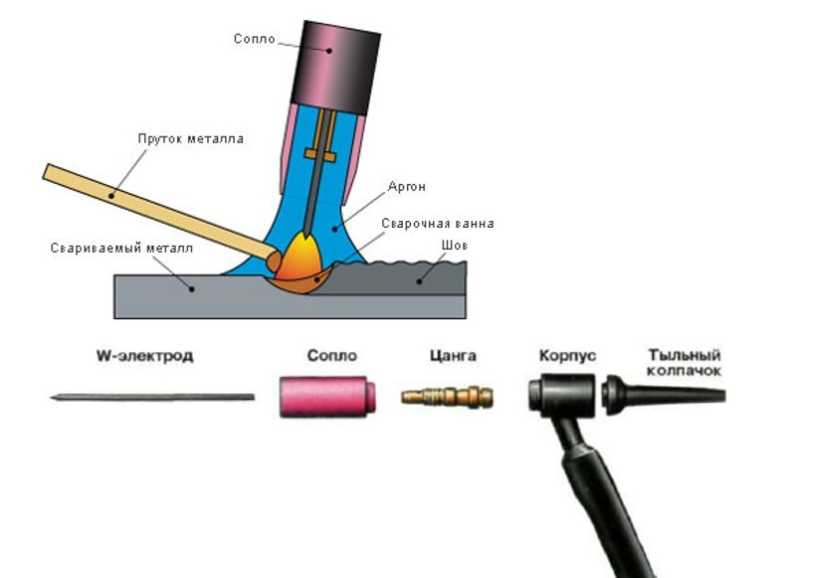 Ссылка
Ссылка
Ваши покупки делают отделку.com возможной
«Горячее цинкование погружением
Руководство по выбору процесса и практике цинкования»
by M. J. Hornsby
from Книги Эйба
или
Доп. Ссылка
Ваши покупки делают отделку.com возможной
A. Предпочтительным стержнем является E-6012. Это старый стандарт, но работает лучше всего. Какой бы стержень вы ни использовали, убедитесь, что он имеет минимально возможное содержание кремния. Проблема с водой может быть связана с продуктами горения или конденсатом внутри пространства для горения, окружающего котел.
John Hayes
— Питтсбург, Пенсильвания, США
A. Чрезвычайно важен тип сварочного электрода. Большинство сталей для котлов имеют содержание кремния 0,005 или меньше. Стержень должен быть близок к этому. Прочность удилища не является реальным фактором, так как почти любое удилище будет достаточно прочным. Проблема просачивания воды, вероятно, связана с конденсацией воды, которая испаряется в процессе сжигания топлива. Вероятно, это можно исправить, правильно отрегулировав горелки и/или изменив конструкцию дымохода или топки.
Проблема просачивания воды, вероятно, связана с конденсацией воды, которая испаряется в процессе сжигания топлива. Вероятно, это можно исправить, правильно отрегулировав горелки и/или изменив конструкцию дымохода или топки.
Дэвид Джей
Хьюстон, Техас
A. Почему бы не попробовать SILOX FE от Ador. Этот электрод в основном предназначен для сварки цинковых ванн.
D K SHUKLA
производитель змеевиков с покрытием — Пуна, Махараштра
2006
A. Мое мнение о выходе из строя чайника: не пытайтесь сделать его самостоятельно, приобретайте его только у специализированного производителя чайников.
Их очень мало, но вы можете поискать специалистов по цинковым горшкам в Индии, Германии и Австралии.
Просенджит Гуха
— Мумбаи, Махараштра, Индия
10 января 2011 г.
В. У меня есть котел для горячего цинкования, и я хотел бы разрезать его пополам, уменьшить размер и снова сварить.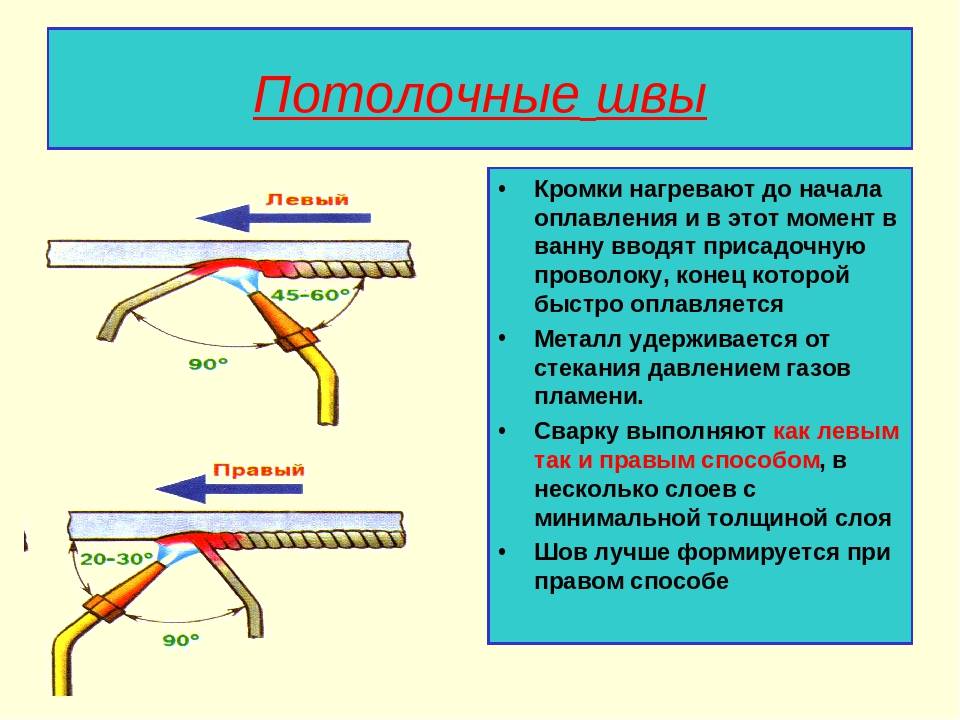
Спасибо
Рахим
RAHIM NEETOO
Цинкование – Маврикий
5 сентября 2008 г.
A. Электросварщик.
Но убедитесь, что вы выбрали правильные электроды, они должны быть с очень низким содержанием кремния, иначе сварной шов растворится в цинке, оставив большой беспорядок!
Geoff Crowley
Crithwood Ltd.
Westfield, Шотландия, Великобритания
A. Сэр:
Я знаю две компании, производящие гальванические котлы: Pilling (Германия) и Columbiana (США). Вы должны узнать у этих компаний (или у компании, у которой вы приобрели чайник) правильный сварочный пруток и методы сварки. После их сварки сделайте рентгеновский снимок сварных швов, чтобы убедиться, что они в порядке. Проверьте «нагрев» (химический состав) вашего утюга, чтобы убедиться, что он правильный. Я думаю, что Columbiana использует «обычные» методы сварки, тогда как я думаю, что Pilling может использовать метод «шлаковой сварки», что бы это ни было.
С уважением,
Д-р Томас Х. Кук
Консультант по цинкованию — Хот-Спрингс, Южная Дакота, США
Чтобы свести к минимуму поиск и перебор, несколько потоков были объединены; прошу прощения за повторение, хронологические ошибки или неуважение к другим ответам (вероятно, их не было) 🙂
В. Какой стальной материал (марка и спецификация) был бы идеальным для цинкования ванны. Мы были бы очень признательны, если бы вы могли уделить свое драгоценное время для того, чтобы поделиться своими ценными знаниями.
Рудраш Арьял
Инженер-механик — Бутвал, Лумбини, Непал
A. SAE/AISI 1006.
Сварочные материалы должны фиксировать наплавленный металл, содержащий либо (a) менее 0,05% кремния, либо (b ) от 0,11 до 0,25% кремния. Он не должен быть между 0,05 и 0,11
Билл Рейнольдс [умерший]
консультант-металлург — Балларат, Виктория, Австралия
Мы прискорбно сообщаем новость о том, что Билл скончался 29 января 2010 года.
А. Сэр:
35 лет назад была сталь (изделие из железа), которая называлась «макс десять». Это означало, что, за исключением железа, все остальные ингредиенты вместе взятые составляли 0,10%. Таким образом, общее количество углерода, кремния, фосфора, марганца и т. д. не может превышать 0,10%. Другим термином была «топливная сталь». Еще одним термином была Armco Iron (или сталь). Обычная толщина стальных (железных) котлов в Северной Америке составляет 2 дюйма, и они свариваются с помощью очень специфического сварочного стержня. Сварные швы обычно подвергаются рентгеновскому излучению, чтобы убедиться, что они в порядке. Изготовление гальванического котла — это НЕ работа «сделай сам».
 фут/час при ожидаемом сроке службы котла 10 лет. Высокоскоростное торцевое пламя является наиболее эффективной системой с надлежащей защитой вблизи горелок. Глядя сверху, горячие газы кружат над чайником. Горелки расположены по диагональным углам с начальным розжигом вдоль длинных сторон. Отношение глубины (числителя) к ширине (знаменателю) должно быть примерно от 1,5 до 2. Например. значительно глубже, чем в ширину. Я опубликовал несколько статей в журнале METAL FINISHING, в которых подробно изложена эта информация.
фут/час при ожидаемом сроке службы котла 10 лет. Высокоскоростное торцевое пламя является наиболее эффективной системой с надлежащей защитой вблизи горелок. Глядя сверху, горячие газы кружат над чайником. Горелки расположены по диагональным углам с начальным розжигом вдоль длинных сторон. Отношение глубины (числителя) к ширине (знаменателю) должно быть примерно от 1,5 до 2. Например. значительно глубже, чем в ширину. Я опубликовал несколько статей в журнале METAL FINISHING, в которых подробно изложена эта информация. С уважением,
Доктор Томас Х. Кук
Консультант по цинкованию — Хот-Спрингс, Южная Дакота, США
А. Сэр:
Один гальваник недавно сказал мне, что подходящим сварочным электродом является «FLEET 7». Он же сказал, что техника МИГ лучше. В стержне или проволоке есть только следы кремния и фосфора (также я думаю, что важно низкое содержание алюминия).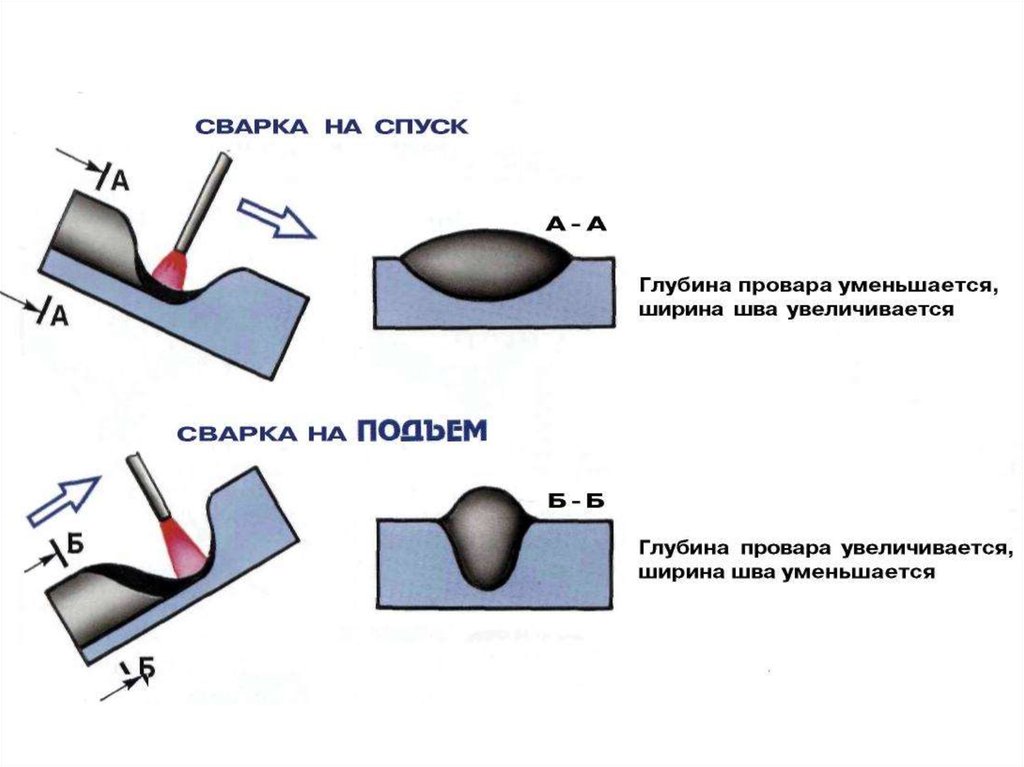
С уважением,
Д-р Томас Х. Кук
5 декабря 2008 г.
В. Я студент магистратуры Университета Адама по специальности инженер-технолог. подготовить техническое задание на сварку.
Спасибо!
Woldetinsay Gutu
— Adama, Эфиопия
14 июня 2009 г.
A. Сталь, используемая для цинкования электролизеров, должна соответствовать стандарту BS 2858.
[аффил. связь]. Кроме того, чем выше температура цинка, тем больше эффект растворения.
Доступны новые цинковые сплавы и новые методы поддержания легирующих элементов в растворе. Вместе эти факторы могут значительно снизить потребление цинка.
Печи Paul Markham
— Burntwood, Staffs, Великобритания
В. Я аспирант кафедры технологии производства в Университете АДАМА/ЭФИОПИЯ. Поэтому мне нужно подготовить спецификацию процедуры сварки и провести исследование по изготовлению котла для цинкования.
Пожалуйста, прикрепите ранее сделанные процедуры и сопутствующие документы об изготовлении ванны для цинкования.
Тефера Эниев
студент — Адама, Эфиопия
23 января 2009 г.
Q. Тефера Эниев:
Уважаемый сэр,
Ваше сообщение от 23.01.2009 относится,
Не могли бы вы поделиться своей работой «Welding Kettle» Galvanizing ?
Мухтар Ахмад
— Лахор, Пенджаб, Пакистан
10 июня 2021 г.
| Июнь 2021 А. Привет Мухтар. Тефера может не увидеть ваше сообщение (мы постараемся предупредить его, но, вероятно, через 12 лет у него уже не тот адрес электронной почты). Но если он ответит, мы поместим все, что он предложит, в нашу онлайн-библиотеку и дадим ссылку здесь. Мы сделаем то же самое со всем, чем вы хотите поделиться. Обратите внимание, что это общедоступный форум , а не частная служба знакомств … все, что предлагается кем-либо, должно быть доступно для всех. Удачи и С уважением, Тед Муни, ЧП RET Стремление жить Алоха finish.com — Пайн-Бич, Нью-Джерси |
11 июня 2021 г.
Большое спасибо, Тед.
В. Если кто-то поможет поделиться «Процедурой сварки гальванического котла», пожалуйста?
Мухтар Ахмад
— Лахор, Пенджаб, Пакистан
Вопрос, ответ или комментарий в ЭТОЙ теме -или- Начать НОВУЮ тему
Отказ от ответственности: с помощью этих страниц невозможно полностью диагностировать проблему отделки или опасность операции. Вся представленная информация предназначена для общего ознакомления и не является профессиональным мнением или политикой работодателя автора. Интернет в значительной степени анонимен и непроверен; некоторые имена могут быть вымышленными, а некоторые рекомендации могут быть вредными.
Если вы ищете продукт или услугу, связанную с отделкой металлов, проверьте следующие каталоги:
О нас/Контакты — Политика конфиденциальности — Американская ассоциация гальванистов
• Быстрые ссылки • Поиск
Поиск не дал результатов
Страницы сайта
База знаний Dr.
 Galv
GalvГалерея проектов
Нажмите ESC, чтобы выйти
Забыли пароль?
Дом » База знаний » Сварочные электроды перед цинкованием
Автор Алана Фосса
Какие сварочные электроды рекомендуются для арматуры, ремонта котлов или изготовления?
Выбор надлежащего сварочного материала имеет решающее значение для длительного ремонта котлов, изготовления оборудования, используемого для поддержки операций горячего цинкования (потолочные крепления, стойки и корзины), а также перед цинкованием для уменьшения толщины покрытия на сварных швах. Расплавленный цинк очень агрессивен по отношению к стали и сварочным материалам, поэтому выбор неправильного материала может привести к эрозии сварного шва в течение нескольких недель и привести к чрезмерному и дорогостоящему ремонту. Чтобы предотвратить быстрое воздействие или коррозию материала сварного шва, необходимо использовать сварочные прутки, которые не будут быстро поглощаться цинком, а вместо этого будут подвергаться коррозии со скоростью, аналогичной основному металлу.
Двадцать пять лет назад AGA оценила коррозионную стойкость различных сварочных материалов к расплавленному цинку и составила список из шести материалов, рекомендованных для ремонта котлов и изготовления приспособлений или стоек. К сожалению, некоторые сварочные материалы, испытанные ранее, сегодня уже не производятся. Чтобы обновить существующий список, в 2017 году по согласованию с Lincoln Electric был протестирован новый набор сварочных электродов ( Рисунок 1 ). Область применения была расширена за пределы стержней для дуговой сварки (SMAW) и проволоки для дуговой сварки с флюсовой сердцевиной (FCAW) и теперь включает электрод для дуговой сварки под флюсом (SAW) для более быстрого наплавления. Эти материалы были погружены в гальванический котел с расплавленным цинком, и некоторые из них были удалены через 1 месяц, 3 месяца и 6 месяцев испытаний. Обновленный список рекомендуемых сварочных материалов в Таблице 1 включает новые сварочные материалы из обновленного исследования, которые показали аналогичную потерю веса по сравнению с несваренным контрольным образцом или основным металлом. Как правило, было установлено, что сварочные материалы с содержанием кремния менее 0,25 %, как правило, хорошо работают в контакте с расплавленным цинком.
Обновленный список рекомендуемых сварочных материалов в Таблице 1 включает новые сварочные материалы из обновленного исследования, которые показали аналогичную потерю веса по сравнению с несваренным контрольным образцом или основным металлом. Как правило, было установлено, что сварочные материалы с содержанием кремния менее 0,25 %, как правило, хорошо работают в контакте с расплавленным цинком.
TABLE 1: RECOMMENDED WELDING MATERIALS FOR KETTLE REPAIRS, FIXTURES, RACKS AND BASKETS (UPDATED 2017)
| Welding Process | Lincoln Electric Welding Electrode | AWS Designation | Silicon (Weight %) | |||
|---|---|---|---|---|---|---|
| SMAW | Jetweld 2 Fleetwood 35 LS | E6027 E6011 | 0,22-266504 E6011 | 0,22-266504 9 | 0,26-266504 | -0.262649.. |
| SAW | L60-860 | F6A2-EL12 | 0.24% | |||
| FCAW | *NR-203 NiC+ NR 203 MP NR 233 NR 311 | E71T8-K2 E71T-8J E71T-8 E70T-7 | 0.06% 0.22-0.26% 0.19-0.20% 0.12-013% | |||
| * Сварочная проволока потеряна до изготовления в ходе исследования; перед использованием рекомендуется использовать тестовую пластину. | ||||||
Таблицу 1 также можно использовать для указания сварочных материалов, подходящих для использования в процессе изготовления, когда сварка выполняется перед горячим цинкованием. Когда выбранный материал сварочного стержня более реакционноспособен, чем окружающая сталь, можно ожидать другого внешнего вида сварного шва, который часто выглядит более тусклым, шероховатым и более толстым (9). 0291 Рисунок 2 ). Однако последние результаты исследования сварочного стержня показывают, что содержание кремния (% Si) в материале сварного шва не обязательно соответствует характеру реактивности при цинковании, как показано на кривой Санделина. Хотя кривая Санделина является полезной диаграммой для определения реакционной способности стали, подвергаемой горячему цинкованию, она может быть бесполезной метрикой при попытке согласовать реакционную способность материала сварного шва с реакционной способностью основного металла для достижения одинаковой толщины покрытия и внешнего вида. Если вы не уверены, сварочные материалы, перечисленные в Таблица 1 может использоваться для уменьшения толщины покрытия на сварных швах, что приводит к более равномерному внешнему виду в целом.
0291 Рисунок 2 ). Однако последние результаты исследования сварочного стержня показывают, что содержание кремния (% Si) в материале сварного шва не обязательно соответствует характеру реактивности при цинковании, как показано на кривой Санделина. Хотя кривая Санделина является полезной диаграммой для определения реакционной способности стали, подвергаемой горячему цинкованию, она может быть бесполезной метрикой при попытке согласовать реакционную способность материала сварного шва с реакционной способностью основного металла для достижения одинаковой толщины покрытия и внешнего вида. Если вы не уверены, сварочные материалы, перечисленные в Таблица 1 может использоваться для уменьшения толщины покрытия на сварных швах, что приводит к более равномерному внешнему виду в целом.
Для получения более подробной информации и объяснения метода испытаний и результатов см. Примечания по цинкованию под названием «Сварочные электроды, устойчивые к воздействию расплавленного цинка».