
110 фото предварительной подготовки и сварки
В современном производстве при изготовлении водопроводных труб чаще всего используется пластик. На замену металлу пришел практичный полипропилен.
Такие конструкции имеют ряд преимуществ:
- Длительное использование. Некоторые поставщики гарантируют эксплуатацию сроком до 50 лет.
- Устойчивость к коррозии.
- Небольшой вес.
- Легкость монтажа.
Каждый может справиться со сваркой полипропиленовых труб своими руками. Для этого необходимо приобрести соответствующее оборудование и ознакомиться с технологией установки.
Краткое содержимое статьи:
Виды труб из полипропилена
На рынке строительных материалов встречаются пластиковые трубы 4 цветов. Белые, зеленые и серые не отличаются по своим свойствам. Их обычно используют в помещениях.
Изделия черного цвета обладают особой устойчивостью к солнечным лучам, что позволяет использовать их для организации системы полива.
Специалисты выделяют несколько типов труб:
- Используемые в холодной воде. Такое оборудование выдерживает температуру до +45°С. Для маркировки применяется полоса, имеющая голубой цвет.
- Устойчивые к высоким температурам. Трубы, по которым течет горячая вода, должны выдерживать до +85°С. При покупке на изделии стоит искать красную полоску.
- Универсальные. Такой товар помечен сразу двумя полосками – голубого и красного цветов.
Полипропиленовые трубы имеют свою маркировку:
PN10. Данная отметка говорит о том, что водопровод предназначен только для холодной воды. При этом толщина изделия является небольшой.
PN16. Такие трубы выдерживают более высокую температуру, но также не предназначены для горячего водоснабжения.
PN20. Эта маркировка ставится на конструкции с толстыми стенками. Данный тип используется как для холодной, так и очень горячей воды.
PN25 имеют самую большую толщину стенок и дополнительную защиту в виде фольги или стекловаты.
Способы монтажа
Современные технологии позволяют прокладывать водопровод как открытого типа, когда конструкции прилегают к стене, так и закрытого, при этом изделия прячутся в специальных углублениях.
В любом случае понадобятся держатели, которые по форме напоминают клипсы. Они могут быть одинарными или двойными и устанавливаются на расстоянии в среднем по полметра друг от друга.
Предварительная подготовка
Нужно уделить особое внимание подготовке аппарата, чтобы в ходе работы верно выполнить все пункты инструкции сварки полипропиленовых труб:
Перед началом сварки на рабочую платформу устанавливаются необходимые насадки. Обычно это гильза и дорн. Далее следует выставить нужную температуру на регуляторе.
Опытные рабочие рекомендуют +260°.
Следующим этапом является подключение к сети и ожидание нагрева.
Особое внимание нужно уделить правильному срезу трубы.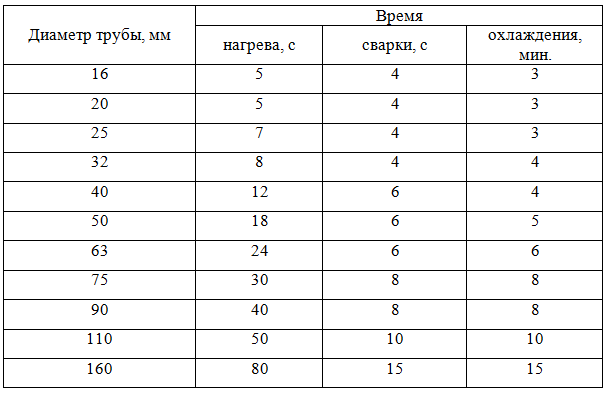 Качество сварки зависит от отсутствия недостатков разреза. Этого можно добиться с помощью специальных ножниц.
Качество сварки зависит от отсутствия недостатков разреза. Этого можно добиться с помощью специальных ножниц.
После проведения разреза поверхности следует тщательно обезжирить и высушить.
Технология сварки полипропиленовых труб
Полипропилен, в качестве материала для производства водопроводных труб, является достаточно жестким по своим характеристикам. При монтаже понадобятся тройники, переходники, уголки и прочие фитинги. Данные детали припаиваются к основной конструкции путем нагревания до очень высокой температуры.
Существуют специальные фитинги, состоящие из двух частей. Одна соединяется с металлическими конструкциями, а вторая часть сделана из полипропилена.
Аппарат для сварки полипропиленовых труб часто называют паяльником. По своей форме он является небольшой платформой с электрической спиралью внутри и насадками снаружи. Спираль нагревает рабочую поверхность.
Сварка пластиковых конструкций состоит их нескольких этапов:
Нагрев поверхностей до +260°. При такой высокой температуре происходит расплавление металла. Сварочная платформа при этом соединена с двумя металлическими насадками, которые имеют покрытие из тефлона.
При такой высокой температуре происходит расплавление металла. Сварочная платформа при этом соединена с двумя металлическими насадками, которые имеют покрытие из тефлона.
Первая насадка называется дорн. Он имеет небольшой диаметр и служит для расплавления внутренней части детали. Вторая носит название гильза. Ее предназначение – нагревать наружную часть.
Через несколько секунд, когда соединяемые детали дойдут до нужного состояния, их следует плотно прижать друг к другу. При этом произойдет сварка конструкции.
Полезные замечания
Установка полипропиленовых водопроводных конструкций не требует особо сложных навыков и осуществляется в короткие сроки. При использовании качественного аппарата для сварки полипропиленовых труб можно быть уверенным, что процесс монтажа пройдет без неприятностей.
Однако, стоит обратить внимание на некоторые моменты:
Нужно внимательно измерять участки трубы перед резкой, так как при неправильной длине детали могут не сойтись друг с другом.

Сварка в труднодоступных местах, таких как углы, может привлечь дополнительные трудности. С ними можно справиться при использовании сразу двух комплектов насадок.
При выборе сварочного аппарата не стоит экономить денежные средства, так как использование дешевых насадок может привести к некачественной сварке конструкций. Лучше приобрести небольшой агрегат, который поможет существенно сэкономить силы и время при ремонте.
Фото сварки полипропиленовых труб
Также рекомендуем посетить:
- Костюм сварщика
- Типы сварочных аппаратов
- Как залудить паяльник
- Сварочный стол
- Сварочный аппарат своими руками
- Сварочный полуавтомат
- Сварочные провода
- Сварочные электроды
- Плазмотрон
- Как паять
- Сварочный аппарат для дома
- Споттер
- Как запаять радиатор
- Сварочная проволока
- Сварочный трансформатор
- Сварочная горелка
- Газовая сварка
- Сварочный аппарат
- Плазменный сварочный аппарат
- Сварочные работы
- Точечная сварка
- Дуговая сварка
- Как варить алюминий
- Сварочная маска
- Электрододержатель
- Какой сварочный аппарат выбрать
- Холодная сварка
- Сварочный инвертор
- Как сварить металл
- Сварочное оборудование
Как варить трубы ПВХ своими руками
Трубы ПВХ широко применяются при монтаже систем канализации и водоснабжения. В большинстве случаев для их монтажа используется раструбное разъемное соединение с применением уплотнителей. Однако в некоторых случаях может возникать необходимость в выполнении неразъемного соединения под воздействием высокой температуры. Поэтому необходимо иметь представление, как варить трубы ПВХ правильно.
В большинстве случаев для их монтажа используется раструбное разъемное соединение с применением уплотнителей. Однако в некоторых случаях может возникать необходимость в выполнении неразъемного соединения под воздействием высокой температуры. Поэтому необходимо иметь представление, как варить трубы ПВХ правильно.
Как варить трубы ПВХ муфтовым методом
Чтобы сварить трубы из поливинилхлорида, обычно используют муфтовый способ. Это достаточно простой метод, который предусматривает, что соединение выполняется при помощи фитингов (муфт), которые соединяются с трубными изделиями методом пайки. Для монтажа применяется специальный сварочный аппарат (паяльник) для ПВХ.
Для обеспечения качественного соединения большое значение имеет правильный выбор этого прибора. Он должен иметь комплект насадок разных диаметров. Также важно подобрать мощность паяльника, которая должна соответствовать диаметру свариваемых труб:
-
при диаметре 16-63 мм необходимая мощность не менее 700 Вт;
-
при диаметре 63-75 мм — не менее 850 Вт;
-
для сваривания труб большого диаметра (от 125 мм) — не менее 1,2 кВт.


При выборе аппарата также необходимо проверить диапазон диаметров свариваемых изделий, который производитель указывает в инструкции.
Нельзя сваривать трубы паяльником с недостаточной мощностью. Это не позволит создать надежное соединение. Лучше взять прибор, мощность которого превышает необходимое значение. Сварочные аппараты для поливинилхлоридных изделий, независимо от мощности, работают от бытовой электросети 220 В.
Чтобы качественно сварить ПВХ трубы, необходимо выполнять работы в следующей последовательности:
-
В первую очередь необходимо подготовить отрезок трубы требуемой длины. Обрезать трубу необходимо строго под углом 90 градусов, что обеспечит ее оптимальную стыковку с муфтой.
-
Затем производится подготовка паяльника к работе. Для этого необходимо подобрать насадку соответствующего диаметра и надеть ее на жало прибора до его включения.
-
После этого прибор необходимо подключить к электросети и дождаться нагрева насадки до необходимой температуры, при которой начинается плавление поливинилхлорида (около 260 °С). Соблюдение температуры нагрева является очень важным требованием. При недостаточной температуре не будет обеспечена надежность и герметичность шва. Если же нагрев будет чрезмерным, это может привести к разрушению структуры трубы и ее выходу из строя.
- Муфту необходимо надеть на один конец нагретой насадки, а трубу — вставить в другой конец (раструб). При этом не допускаются перекосы.
-
Свариваемые изделия должны оставаться на насадке несколько секунд (в соответствии с рекомендацией производителя аппарата).
После этого их необходимо одновременно снять и быстро соединить друг с другом. Труба с некоторым усилием запрессовывается в муфту.

 После этого их необходимо одновременно снять и быстро соединить друг с другом. Труба с некоторым усилием запрессовывается в муфту.
После этого их необходимо одновременно снять и быстро соединить друг с другом. Труба с некоторым усилием запрессовывается в муфту.
В течение нескольких минут пластик в зоне пайки затвердевает (в это время изделие нельзя трогать) с образованием практически монолитного соединения с высокой прочностью и герметичностью. После этого можно сваривать второй конец муфты с другой трубой ПВХ.
Электромуфтовая сварка
Также варить трубы ПВХ можно при помощи электромуфтового способа. Он предусматривает использование специальных муфт, изготовленных из пластика, в теле которых размещены спиральные электронагревательные элементы. С их помощью и производится сварка.
Перед тем как сваривать трубы, их необходимо тщательно подготовить. Торцы изделий должны быть зачищены от возможных заусенец и других дефектов. С внутренней и внешней поверхности в зоне сваривания должна быть удалена грязь, влага, пыль. Также поверхности обезжириваются. После такой подготовки нужно снять фаски и вставить с двух сторон муфты концы труб ПВХ.
После такой подготовки нужно снять фаски и вставить с двух сторон муфты концы труб ПВХ.
После этого электросварную муфту необходимо подключить к специальному прибору, который подает напряжение на ее спираль. В результате спираль начинает нагреваться и плавить пластик. При достижении требуемой температуры нагрева подача электричества отключается автоматически. После этого остается только подождать, пока зона сварки остынет и пластик хорошо затвердеет, образуя при этом надежное монолитное соединение.
Использование электромуфтового способа сваривания труб ПВХ позволяет выполнять сварку очень быстро. Сам процесс монтажа отличается простотой и минимальными трудозатратами, не требует от исполнителя высокой квалификации. При этому метод обеспечивает высокое качество и герметичность получаемого шва. Однако недостатком является высокая стоимость электросварных муфт, а также необходимость использования специального оборудования, которое тоже стоит недешево. Эти особенности ограничивают применение электромуфтового метода сварки труб ПВХ в домашних условиях. Чаще он используется профессионалами при проведении монтажа трубопроводов значительной протяженности, где возникает необходимость выполнении большого количества соединений.
Эти особенности ограничивают применение электромуфтового метода сварки труб ПВХ в домашних условиях. Чаще он используется профессионалами при проведении монтажа трубопроводов значительной протяженности, где возникает необходимость выполнении большого количества соединений.
как правильно сварить полипропиленовые трубы
Хотите отремонтировать или заменить коммуникации из полимерных труб? Согласитесь, неплохо сэкономить на вызове мастера, собрав новый трубопровод самостоятельно. Но вы не знаете, как можно соединить между собой отдельные элементы системы и что для этого нужно.
В нашей статье подробно описана технология сварки полипропиленовых труб – соединить их своими руками сможет любой начинающий сантехник. Мы расскажем, на что обратить внимание, как состыковать пластиковые элементы паяльником. Позвольте мне показать вам, в каких случаях используются другие методы.
В помощь начинающему мастеру мы подобрали подробные видеоролики, демонстрирующие пошаговый процесс сварки полипропилена, и фотоиллюстрации.
Содержание статьи:
- Трубы и монтажные принадлежности
- Способы соединения полимерных труб
- Соединительный инструмент
- Основные этапы технологии пайки
- Этап №1 — расчет материала и комплектующих Этап №
- 1 — пайка элементов трубопровода
- Краткая фотоинструкция по сварке ПП труб
- Типичные ошибки монтажа
- Сборка элементов без пайки
- Вариант №1 — установка компрессионного фитинга
- Вариант №2 — склейка элементов
- 2 Выводы и полезное видео по в теме
Трубы и монтажные принадлежности
Одно из неоспоримых достоинств полимерных труб — простота монтажа.
Установка элементов может производиться практически везде: открыто на стенах или скрыто под полом.
Если сварка водопроводных труб из полипропилена выполнена правильно, то собранная система исправно прослужит несколько десятков лет без ремонта
Полимерные трубы выпускаются диаметром от 20 до 110 мм. В бытовых целях чаще всего используются изделия размером 20/25/32/40 мм. Область применения определяет показатель номинального давления материала.
В бытовых целях чаще всего используются изделия размером 20/25/32/40 мм. Область применения определяет показатель номинального давления материала.
В маркировке обозначается буквами «PN» :
- PN 10 — выбрать для обустройства холодного водоснабжения.
- PN 16 — применяется для холодной воды, но с более высоким напором, а также при обустройстве системы «теплый пол».
- ПН 20 — изделия, единственным ограничителем которых является температурный режим транспортируемых по ним жидкостей. Она не должна превышать 75 °С.
- ПН 25 — универсальные изделия, применяемые для обустройства как «холодных», так и «горячих» систем, температура которых достигает 90°С.
В продаже можно найти полимерные изделия, оснащенные дополнительным армированием.
Армированные изделия применяются для прокладки на протяженных участках в условиях, когда необходимо уменьшить линейное расширение, возникающее при колебаниях температуры
Основной особенностью полимерных труб является невозможность их изгиба.
Поэтому все изменения траектории проложенной магистрали осуществляются только с прямых участков, соединенных между собой вспомогательной арматурой:
- крестовина — для возможности разветвления основного потока;
- тройники — умножители потока;
- Муфты — для соединения труб на прямом участке;
- отводы — для изменения направления трубопровода.
Арматура может быть оснащена закладной металлической резьбой, что позволяет соединить полимерный трубопровод с металлическими элементами.
Чтобы швы были максимально прочными и герметичными, важно обеспечить точное соответствие диаметров соединяемых элементов
При выборе вспомогательных элементов следует брать за основу два параметра: внутреннее сечение изделий и толщину их стенок. Эти параметры должны соответствовать техническим характеристикам используемых полипропиленовых труб.
Способы соединения полимерных труб
При соединении труб из полимерных материалов в зависимости от условий монтажа применяют один из двух способов:
- Пайка — предполагает нагрев и соединение оплавленных концов элементов.
- Без пайки — предполагает соединение труб с помощью компрессионных фитингов или с применением так называемой «холодной» сварки.

Второй способ установки удобен тем, что для его осуществления нет необходимости использовать специальное оборудование. Всю работу можно выполнить с помощью простого инструмента – обжимного ключа.
Фотогалерея
Фото
Устройство для соединения ПП труб
Насадки и оправки на сварочный аппарат
Работа сварочного аппарата для полимерных труб
Соединение подготовленных пластиковых труб
Полипропиленовая труба с толщиной стенки более 4 мм и диаметром более 50 мм соединяется методом стыковой сварки:
Галерея изображений
Фото
Устройство для стыковой сварки ПП трубы
Комплект нагревательных дисков для сварки
Раскряжка полимерной трубы перед стыковой сваркой
Нагрев трубы на сварочном аппарате
Инструменты для соединения
Основным инструментом для соединения пластиковых труб является утюг для сварки. Это своеобразный паяльник, работающий от сети 220В. Принцип работы устройства достаточно прост. Роль нагревательного элемента утюга выполняет сварочный нагреватель, помещенный в металлический кожух.
Это своеобразный паяльник, работающий от сети 220В. Принцип работы устройства достаточно прост. Роль нагревательного элемента утюга выполняет сварочный нагреватель, помещенный в металлический кожух.
Разогревает до заданной температуры печку, которая нагревает форсунки. Терморегулятор отвечает за поддержание оптимальной температуры форсунок. Пайке и типичным ошибкам при соединении полипропиленовых труб посвящена статья, с которой советуем ознакомиться.
Утюг представляет собой компактный и легкий сварочный аппарат, оборудованный посадочными местами для размещения муфты для труб и оправок для фитингов
В комплекте с утюгом идут нагревательные насадки стандартных размеров. Нагреваясь до определенной температуры, они размягчают пропилен до вязкости, которая обеспечит герметичное соединение элементов.
Насадки подбираются в зависимости от диаметра применяемых труб:
- 20-й размер — для труб диаметром полдюйма;
- 25-й — для изделий диаметром 0,75 дюйма;
- 40-й — для элементов сечением 1,25 дюйма.

Так как стоимость такого сварочного аппарата довольно высока, а использовать его уже не так часто нужно, приобретать оборудование нет смысла. Инструмент лучше арендовать на день или два.
Для качественной резки и подготовки свариваемых участков лучше всего использовать специально предназначенный для этого инструмент — . С ее помощью можно получить ровный, ровный и красивый срез.
Роль режущего элемента трубореза выполняет лезвие из нержавеющей стали; для удобства использования инструмент снабжен обрезиненной рукояткой
За неимением трубореза работу можно производить болгаркой или ножовкой по металлу. Единственное — на месте среза после таких инструментов остается бахрома. Но удалить его не составит труда, зачистив полоску наждачной бумаги.
Кроме основных инструментов для работы вам также понадобятся:
- квадрат;
- лента строительная;
- простой карандаш или маркер.
При планировании соединения труб методом холодной сварки необходимо заранее приобрести термоактивный клей на основе полиэфирной или эпоксидной смолы или ее термопластичный аналог на основе каучука.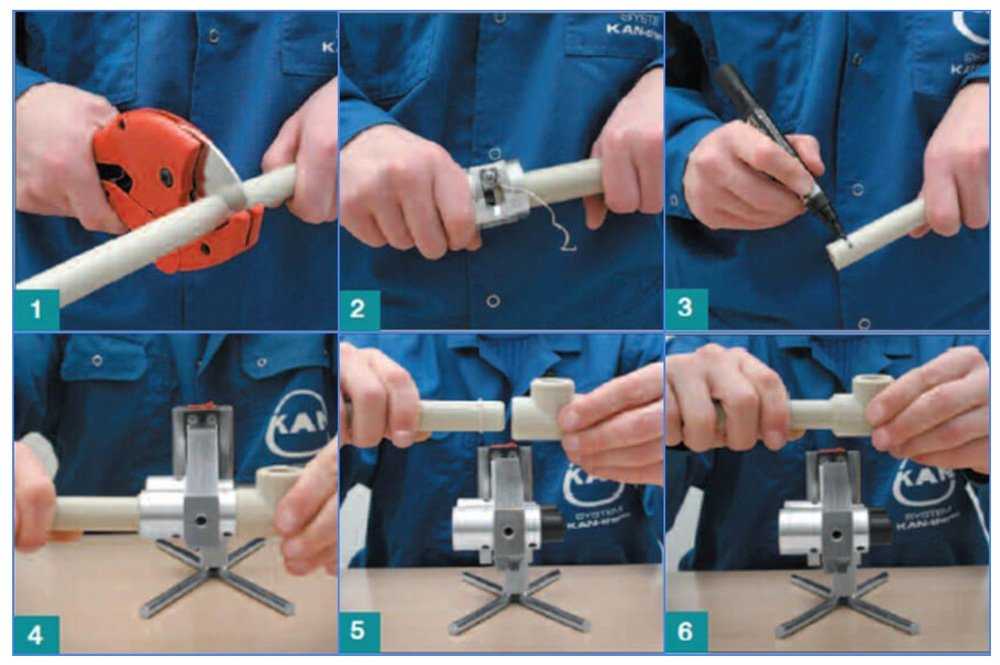
Основные этапы технологии пайки
Ключевыми условиями успешного монтажа сантехники или полимеров являются тщательный расчет необходимого материала и качественно выполненная сварка элементов.
Этап №1 — расчет материала и комплектующих
Чтобы облегчить себе работу, тем самым свести к минимуму ошибки при монтаже, первым делом необходимо нарисовать схему будущей системы, указав на ней количество витков и ответвлений. При расчете количества труб к каждой длине отрезка следует прибавить 25-40 мм, затраченных на «проходку».
Цена полимерных изделий и фасонных элементов, необходимых для их монтажа, невысока, а потому на случай брака спаянных пар, которые часто возникают в начале эксплуатации, имеет смысл делать небольшой запас
Если вам еще не приходилось сваривать полипропиленовые трубы, опытные специалисты рекомендуют даже приобрести несколько отрезков труб для предварительной подготовки. Такие затраты обойдутся недорого и позволят избежать грубых ошибок при установке системы.
Особенностью является увеличение коэффициента линейного расширения под действием высоких температур.
В результате: при нагреве или повышении давления внутри системы трубы удлиняются и со временем начинают провисать. Для предотвращения этого явления при прокладке участков длиной более 4-5 метров также необходимо будет использовать компенсаторы.
Компенсаторы представляют собой П-образные соединительные элементы в виде завернутых петель, обеспечивающие надежность системы при ее эксплуатации
Компенсаторы устанавливают как на горизонтальные, так и на вертикальные участки, устанавливая их между двумя неподвижными опорами. При необходимости можно приобрести компенсаторы специальной модификации, позволяющие исключить линейное расширение на угловых изгибах трубопровода.
Узнаем, как правильно сварить полипропиленовые трубы, чтобы не было протечек в местах стыков.
Этап №2 — пайка элементов трубопровода
Вкратце суть технологии сварки заключается в том, что под воздействием высокой температуры концы состыкованных элементов нагреваются и плотным прижатием друг к другу соединяются.
Для создания прочного соединения при выполнении пайки сама труба нагревается снаружи, а вспомогательные элементы, участвующие в ее соединении, нагреваются изнутри. На рисунке порядок действий: 1 — сделать разметку; 2 — разминка нужное количество секунд; 3 – соединяем 2 отрезка между собой; 4 — выдерживаем рекомендуемое количество секунд до охлаждения
Перед началом работ нарезанные на заданную длину отрезки труб устраняют неровности и заусенцы. Если в трубе предусмотрен слой внутренней или внешней фольги, его необходимо предварительно очистить торцовочным резаком, снабженным хорошо заточенными и отрегулированными ножами.
При выполнении зачистки с помощью поперечной фрезы труба должна быть заглублена в инструмент до упора.
Работы по сварке пластиковых труб своими руками выполняются в следующей последовательности:
- Подключить к электросети с целью прогрева оборудования до оптимальной температуры 260-270°С.
- Соединяемые отрезки труб одновременно надеваются на патрубки, обеспечивая максимально ровный вход. Эту работу нужно делать быстро и уверенно.
- Выдержав указанное в инструкции время до расплавления фитингов и концов труб, снимают элементы с патрубков нагрева.
- Соедините расплавленные концы вместе, слегка сжимая друг друга в течение 15-20 секунд.
- Склеиваемые детали оставляют в статичном положении, чтобы шов полностью остыл и соединение стало монолитным.
 Эту работу нужно делать быстро и уверенно.
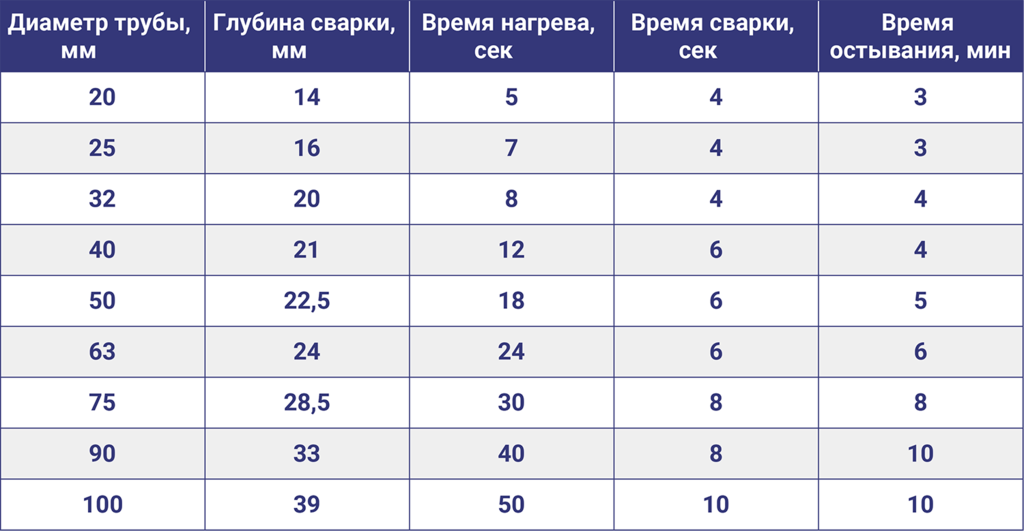
Эту работу нужно делать быстро и уверенно.Продолжительность нагрева можно определить из инструкций, прилагаемых к оборудованию, или с помощью приведенной ниже таблицы.
Продолжительность нагрева для достижения полной полимеризации состыкованных элементов зависит от диаметра изделий и толщины их стенок
Нельзя пренебрегать требованиями к времени нагрева, указанными в таблице. Недостаточный прогрев не способен обеспечить надежное соединение. Чрезмерный перегрев приведет к тому, что полипропилен «потечет», а детали деформируются.
В результате: на внутренней поверхности сварных швов образуются выступы, что позволит значительно уменьшить диаметр трубопровода.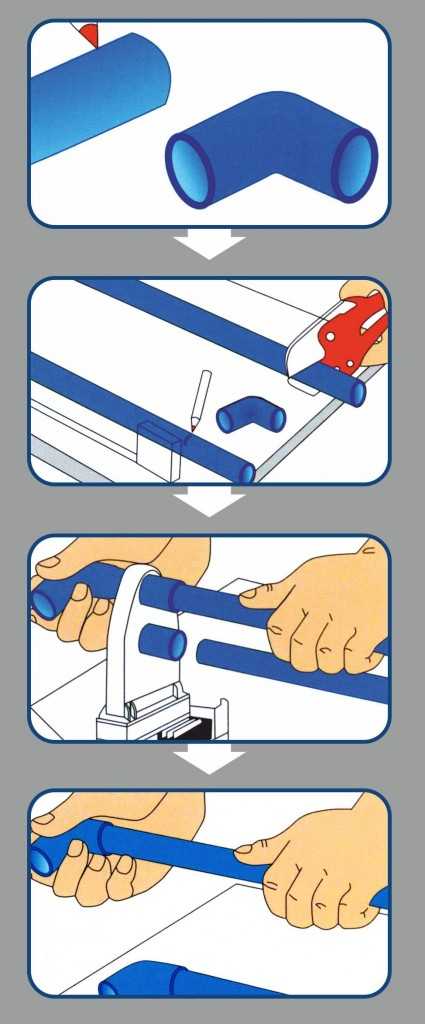
Для того чтобы иметь возможность контролировать глубину входа сегментов в нагревательный элемент, уменьшая тем самым вероятность брака, на их концах желательно предварительно сделать надрезы. Условные обозначения: 1 — обогрев двух отрезков полипропиленового трубопровода; 2 — своевременное снятие патрубков с паяльника; 3 — соединение двух элементов друг с другом; 4 — на трубе отмечена глубина шва для правильного соединения
После завершения полимеризации и затвердевания, которое занимает около 20 секунд, соединение готово. По той же технологии все последующие узлы припаиваются до упора, при этом система отопления или не будет полностью собрана.
В статье приведены температурные параметры, с которыми самостоятельным домашним мастерам обязательно следует ознакомиться перед началом работы.
Краткая фотоинструкция по сварке ПП труб
Следующая подборка пошаговых фото поможет наглядно представить последовательность работ по сборке полипропиленового трубопровода и соединению его частей:
Фотогалерея
Фото
Режем полипропиленовые трубы по проектным размерам. Учитываем глубину «входа» трубы в фитинг
Учитываем глубину «входа» трубы в фитинг
Подбираем оправку и насадку соответствующего диаметра, устанавливаем их для нагрева на утюг и включаем прибор. Перед первой сваркой его необходимо прогреть не менее 5 минут
Примеряем соединяемые детали. Отметьте край фитинга на трубе, указав глубину погружения привариваемой детали
Протирание стыков неармированных труб любым спиртосодержащим средством для удаления жира, мешающего полимеризации это. Затем шейвером освобождаем отмеченный участок трубы от внешнего слоя ПП
Помимо внешнего слоя ПП, с присоединяемого участка трубы 9 удаляем алюминиевую фольгу, находящуюся под внешним полимерным слоем.0003
Нагреваем соединяемые детали на оправке и насадке, закрепленной на утюге. Время прогрева зависит от толщины стенки трубы.
Снимаем с утюга нагретые на приборе детали и производим быстрые соединения уверенным движением, не поворачивая их вокруг собственной оси
Шаг 1: Нарезка труб по проектным размерам
Шаг 2: Подготовка сварочного аппарата к работе
Шаг 3: Маркировка соединительных участков
Шаг 4: Обезжиривание склеиваемых поверхностей
Этап 5: Подготовка к соединению армированной трубы
Этап 6: Удаление армирующей фольги трубы
Этап 7: Установка свариваемых деталей на чугун
Этап 8: Соединение сварных деталей
Типичные ошибки монтажа
основные ошибки, которые допускают новички при работе с полимерными изделиями:
- Нагрев деталей . В момент нагрева детали должны располагаться в максимально ровном положении. Малейшее смещение может негативно сказаться на эксплуатационных параметрах всей водопроводной системы.
- Стыковать полимеризованные концы . При нажатии на расплавленные концы элементов нельзя вращать детали вокруг своей оси. Это может привести к тому, что шов будет недостаточно прочным.
- Выравнивание . При стыковке элементов допускается лишь незначительная корректировка их соосности, продолжительность процедуры которой не более 1-2 секунд.
 В момент нагрева детали должны располагаться в максимально ровном положении. Малейшее смещение может негативно сказаться на эксплуатационных параметрах всей водопроводной системы.
В момент нагрева детали должны располагаться в максимально ровном положении. Малейшее смещение может негативно сказаться на эксплуатационных параметрах всей водопроводной системы.Еще один важный момент: при пайке штуцеров с фитингами необходимо учитывать расположение клапанов, обеспечив им свободный полный ход.
Нагретый полипропилен так быстро остывает, что уже через час с момента завершения монтажа можно смело подавать воду в систему
Если после соединения элементов в виде какого-либо шва возникают сомнения, то стык лучше разрезать и переделать это.
Дефекты лучше устранять на этапе монтажа конструкции, так как заменить негерметичный стык в работающей системе гораздо проблематичнее.
Сборка элементов без пайки
Использование компрессионных фитингов и современных клеев позволяет производить монтаж полипропиленовых труб качественно, быстро и с минимальными материальными затратами.
Вариант №1 — установка компрессионного фитинга
Для реализации данного способа соединения потребуется приобрести компрессионные фитинги и использовать обжимной ключ.
Компрессионные фитинги снабжены уплотнительными прижимными кольцами, выполняющими роль демпферов при ударных импульсных нагрузках (в отличие от простых накидных гаек)
Монтаж компрессионного фитинга включает три основных этапа:
- На отрезанный под прямым углом конец трубы надевается синяя гайка и зачищается от заусенцев. При размещении белого обжимного кольца необходимо придать ему положение, в котором утолщенная часть направлена в сторону хвоста трубы.
- Труба вставляется в фитинг до упора, максимально вдавливая зажимное кольцо.
- Затяните синюю гайку, «наживляя» ее сначала рукой, а затем усилителем с помощью ключа.
Сборка компрессионных фитингов не требует специальных знаний и навыков. Изделия поставляются готовыми к установке на продажу. Их монтаж можно производить при любых температурных режимах.
Вариант №2 — склеивание элементов
Клеевой метод используется для сборки водопровода, по которому планируется транспортировать только холодную воду. Для применения метода «холодной» сварки потребуется использовать «агрессивный» клеевой состав типа ЛН-9.15.
Клей способен растворять поверхности соединяемых деталей на одну треть, создавая тем самым условия для холодной диффузионной сварки
В целях защиты кожи рук от случайного попадания состава и «разъедания» его активные компоненты, процедуры склеивания лучше проводить в защитных перчатках.
Последовательность действий при склеивании изделий:
- Проверить соответствие углов среза соединяемых участков и отметить карандашом места склейки.
- Концы соединяемых труб очищаются и обезжириваются.
- На торцы труб и в зону раструбов арматуры ровным слоем наносится клеевой слой.
- Отрезки труб вставляют в отверстия штуцера, ориентируясь на отметки, сделанные карандашом. Конструкцию выдерживают в фиксированном положении три минуты, после чего излишки состава удаляют салфеткой.
- Комбинированные элементы раскладывают на ровной поверхности и оставляют на 5-6 часов до полного высыхания.

Пропустить воду для проверки качества склеивания можно только через сутки после завершения монтажа.
При реализации важно соблюдать два основных условия: температурный и влажностный режимы. Все работы необходимо производить при температуре воздуха +5, +35°С. При склеивании в жаркую погоду работы следует выполнять как можно быстрее, чтобы клей не успел высохнуть до завершения монтажа.
Выводы и полезное видео по теме
О тонкостях процессов пайки и склейки труб вы можете узнать из следующих видео:
Видео №1. Как паять трубы:
 youtube.com/embed/FTZ_Rtu4a_w»>
youtube.com/embed/FTZ_Rtu4a_w»> Видео №2. Сборка водопровода без пайки:
Работа на самовыравнивающихся полипропиленовых трубах даже у начинающего мастера не должна вызвать особых затруднений. Нужно только четко и добросовестно соблюдать все технологические нормы. И тогда собранный своими руками трубопровод порадует вас безотказной работой.
Комментарии пишите в блоке ниже. Задавайте вопросы по спорным вопросам, делитесь информацией, которая может быть полезна посетителям сайта. Оставляйте посты со своим мнением, размещайте фотографии по теме статьи.
Набор инструментов для сварки труб из ПЭВП Обсуждение
Во многих отраслях промышленности все чаще используют трубы из ПЭВП для замены бетонных и стальных магистралей, поскольку они более гибкие, пластичные и непроницаемые. В связи с этим растущим спросом увеличилась потребность в сварке секций полиэтилена высокой плотности на строительных площадках, и многие компании наблюдают неблагоприятный рост травматизма при сварке полиэтилена высокой плотности. Давайте подробнее рассмотрим сварку ПНД и рассмотрим некоторые передовые методы предотвращения травм при работе с ним на стройплощадке.
Давайте подробнее рассмотрим сварку ПНД и рассмотрим некоторые передовые методы предотвращения травм при работе с ним на стройплощадке.
Что такое сварка HDPE?
Труба из полиэтилена высокой плотности представляет собой термопластичную трубу из полиэтилена высокой плотности. Процесс соединения или сварки секций полиэтилена высокой плотности часто называют сплавлением. Существуют специальные машины для трех основных видов сварки:
Сегодня мы сосредоточимся на стыковой сварке/сварке ПЭВП. Процесс стыковой сварки ПНД представляет собой сплавление двух секций в одну под давлением. После помещения секций трубы из ПЭВП, подлежащих сварке, в сварочный аппарат, режущая головка используется для подготовки лицевой стороны обеих секций. Обрезка или шлифовка поверхностей стыков гарантирует, что они будут квадратными и ровными, что обеспечит максимальную площадь контакта между ними. Затем соединяемые поверхности трубы прижимаются к нагревательному элементу или пластине, чтобы нагреть их до 400 градусов по Фаренгейту в зависимости от размера трубы. Как только поверхности соединения нагреты должным образом, нагревательный элемент удаляется, и секции соединения с силой прижимаются друг к другу в соответствии с заданным давлением и периодом времени для плавления.
Как только поверхности соединения нагреты должным образом, нагревательный элемент удаляется, и секции соединения с силой прижимаются друг к другу в соответствии с заданным давлением и периодом времени для плавления.
После того, как материал остынет, секции трубы будут соединены друг с другом, а соединение загерметизировано внутри и снаружи.
Каковы опасности сварки HDPE?
Сварка полиэтилена высокой плотности — это простой процесс, однако на рынке существует множество различных видов машин, которые рабочие могут использовать в зависимости от выполняемой работы. Соедините это с опасными работами на строительной площадке, и вдруг возникнет множество опасностей, о которых нужно знать.
Несчастные случаи со столкновением и раздавливанием
В большинстве случаев трубы из полиэтилена высокой плотности соединяются для распределения жидкостей или газов в больших объемах. Представьте, что большие участки трубы из полиэтилена высокой плотности соединяются вместе в больших масштабах для водопровода в новом жилом комплексе или для замены водопровода в вашем районе. Это может привести к соединению секций полиэтилена высокой плотности весом в сотни фунтов при перемещении по рабочей площадке. Используемая техника часто включает:
Это может привести к соединению секций полиэтилена высокой плотности весом в сотни фунтов при перемещении по рабочей площадке. Используемая техника часто включает:
Сварщики труб, строители и прорабы на строительной площадке должны быть обучены безопасному использованию сварочного аппарата для сварки полиэтилена высокой плотности, а также технике безопасности на рабочем месте при работе с тяжелыми неудобными секциями трубы. Машина HDPE имеет движущиеся части, которые создают огромное давление и тепло. У рабочих возникает соблазн залезть в зазор между секциями трубы, чтобы удалить обрезки труб. Этого следует избегать, и следует использовать палку или щетку, чтобы защитить руки от повреждений, даже когда машина выключена.
Всегда используйте средства индивидуальной защиты, включая перчатки и обувь со стальным носком, при работе со сварочным аппаратом ПНД. Всегда обращайтесь с нагревательным элементом так, как будто он может обжечь вас или кого-то еще. Аккуратное обращение с нагревательной пластиной и ее хранение должны практиковаться до тех пор, пока это не войдет в привычку.
Всегда обращайтесь с нагревательным элементом так, как будто он может обжечь вас или кого-то еще. Аккуратное обращение с нагревательной пластиной и ее хранение должны практиковаться до тех пор, пока это не войдет в привычку.
После соединения секций полиэтилена высокой плотности возможны травмы раздавливания при подъеме или установке длинных секций трубы. Труба из полиэтилена высокой плотности становится все более тяжелой и громоздкой по мере увеличения длины. Когда вы работаете с несколькими сотнями футов труб и тяжелого оборудования, возможны случайные удары и раздавливания, когда нагрузки становятся неустойчивыми.
Взбивание
Труба из полиэтилена высокой плотности известна своей гибкостью. Компромисс заключается в том, что когда он изгибается, он может неожиданно выпрямиться. HDPE может хлестать, когда его перемещают или если на него оказывается давление до того, как он будет закреплен. Накопленная энергия от сгибания или изгиба может скосить все на своем пути. Все рабочие должны знать о потенциальном пути согнутой трубы из ПЭВП, если она вернется в более прямое положение.
Все рабочие должны знать о потенциальном пути согнутой трубы из ПЭВП, если она вернется в более прямое положение.
Травмы рук и деформации рук
Травмы рук и деформации рук при работе с трубами из ПЭВП являются распространенными травмами. Это означает, что рабочие пытаются переместиться или добраться до места, где безопаснее использовать надлежащее оборудование. Получение оборудования или его использование занимает больше времени, поэтому возникает соблазн поторопиться и сделать это небезопасным способом. Эти решения приводят к перенапряжению и травмам рук, которых можно было бы избежать.
Травмы растяжения возникают при чрезмерном весе и неправильной технике подъема. Когда вы пытаетесь поднять объект, и он смещается дальше от вашего центра тяжести, тем меньше силы кора и больше усилий вам потребуется, чтобы его контролировать.
Травмы от перенапряжения могут произойти быстро при использовании ПЭВП, учитывая вес и неуклюжесть нескольких сотен футов соединенного трубопровода.