
Основные характеристики сварочных аппаратов
Для многих, кто выбирает сварочный аппарат, его параметры ничего не могут пояснить. Ниже мы попробуем объяснить что значит каждый из параметров и как их понимать.
Напряжение питающей сети: напряжение сети, необходимое для работы сварочного аппарата. Бытовые используют однофазные сети с напряжением 220 В, професиональные — трехфазные с напряжением 380 В.
Частота питающей сети: требования по частоте к сети электропитания.
Потребляемая мощность: мощность, которая потребляется сварочным аппаратом, в Ваттах.
Напряжение холостого хода: минимальная сила тока на зажимах сварки без присутствия дуги. Чем выше этот показатель — тем проще поджечь электрическую дугу. На всех электродах всегда указывается тип тока (переменный или постоянный) и минимально требуемый для поджига уровень напряжения холостого хода.
Диаметр сварочного электрода: минимальный и максимальный диаметр сварочного электрода который допускается использовать на данном аппарате при сварке.
ПН (полезная нагрузка), ПВ (период включения), Рабочий цикл: зачастую указывается двумя цифрами — процент и сила тока (а). В процентном соотношении показывает, сколько времени за 10 минутный интервал он может работать и сколько аппарату необходимо охладиться после работы. Например: «70% 160А «- при силе тока 160А он может работать 7 минут (70%) и 3 минуты необходимо для охлаждения.
Коэффициент полезного действия (КПД): отношение полезной мощности сварочного аппарата к потребляемой.
Класс изоляции: предел стойкости изоляционных материалов по нагреву: F — до 155 градусов Цельсия, H — 180 градусов, C — свыше 180 градусов.
Степень защиты IP: степень защищенности аппарата от пыли и влаги. Определить ее у сварочного аппарата можно на глаз: Если все вентиляционные щели полностью открыты — IP21, прикрыты сверху закрывающими козырьками — IP22, почти полностью закрыты — IP23. Более высокие показатели степени защиты затруднены в техническом исполнении и не имеют смысла.
Более высокие показатели степени защиты затруднены в техническом исполнении и не имеют смысла.
Пределы регулирования тока: минимальный и максимальный предел силы тока. Настраивается исходя из толщины металла и толщины электрода.
Номинальное напряжение: Минимальное напряжение присутствующее в дуге. Данный показатель в среднем в 2-2,5 раза меньше напряжения холостого хода. Низкие показатели данного параметра полезны при сварке тонких металлических деталей.
Типы сварки:
- MMA (Manual Metal Arc) — ручная дуговая сварка осуществляющаяся исключительно одним электродом.
- TIG (Tungsten Inert Gas) — ручная дуговая сварка неплавящимся электродом в среде инертного газа.
- MIG/MAG (Metal Inert/Active Gas) — дуговая сварка плавящимся металлическим электродом в среде инертного/активного защитного газа с автоматической подачей присадочной проволоки.
Если у вас еще остались вопросы, вы можете задать их нашим консультантам по телефонам +7 (8452) 46-16-26, +7 (927) 051-23-08.
Основные характеристики сварочного инвертора | Блог компании Кувалда.ру
Максимальный диаметр электрода
По своей сути – та же характеристика диапазона рабочего тока. Иногда по неграмотности или злонамеренно указывается диаметр электрода, которым заявленным максимальным током варить не получится. Иногда наоборот: указан максимальный диаметр электрода, явно не дотягивающий до значения заявленного сварочного тока.
Последний вариант изредка является проблеском совести поставщиков-обманщиков. В качестве максимального тока они указывают ток короткого замыкания. А максимальный рабочий диаметр электрода указывают все-таки честно.
Тип сварочного тока: постоянный (DC) или переменный (AC)
Варить постоянным (иначе прямым, по-английски – DC) током проще: легче удерживать дугу. Поэтому 99,9% современных инверторных аппаратов ММА выдают постоянный сварочный ток.
А вот среди трансформаторов раньше большинство составляли как раз аппараты переменного тока.
Переменный ток (по-английски – AC) используется для сварки цветных металлов. Но не аппаратами ММА, а аппаратами TIG. Поэтому сварочный инвертор ММА, выдающий переменный ток, — большая редкость.
Напряжение без нагрузки
После включения аппарата, до момента поджига дуги напряжение на кончике электрода существенно выше, чем во время работы. И чем оно выше, тем легче поджечь дугу. Но стандарты запрещают уровень напряжения холостого хода на аппаратах, выдающих прямой ток, свыше 100В.
Для еще большего сокращения рисков используют т.н. блоки VRD. Аппарат, снабженный VRD, имеет на кончике электрода до начала поджига дуги всего несколько вольт. И лишь при прикосновении к металлу напряжение холостого хода восстанавливается до уровня, необходимого для поджига дуги.
На всех электродах всегда указывается полярность подключения, тип сварочного тока (постоянный или переменный) и минимально требуемый для поджига уровень напряжения холостого хода. Для абсолютного большинства широко распространенных электродов он не превышает 60В.
Для абсолютного большинства широко распространенных электродов он не превышает 60В.
Напряжение холостого хода, также как и сварочный ток, зависит от уровня входного напряжения. Чем ниже напряжение в источнике питания, тем ниже напряжение холостого хода. Поэтому по мере снижения напряжения питания поджиг электрода становится все сложнее.
Рабочий цикл, он же ПВ (период включения), он же ПН (полезная нагрузка)
ПВ указывается двумя цифрами. Первая – сила тока. Вторая – процент времени. Например, «130А-50%» означает, что данный аппарат током 130А может варить половину времени. А столько же будет простаивать в ожидании охлаждения до рабочей температуры. Если измерения проводятся на максимальном токе аппарата, первую цифру опускают, оставляя только показатель в процентах. Например, если аппарат с номиналом 160А имеет напротив «ПВ» запись «30%», это означает, что током 160 ампер он может работать 30% времени, а 70% будет остывать.
Все верно. Остается только добавить, что отечественный ГОСТ Р МЭК 60974-1-2004 не устанавливает единой обязательной методики измерения показателя ПН для аппаратов ММА.
«Стандарт не распространяется на источники питания для ручной дуговой сварки с ограниченным режимом эксплуатации, которые проектируются преимущественно для эксплуатации непрофессионалами»
.
Европейская методика, изложенная в стандарте EN60974-1, предлагает измерение на нагрузочном стенде при температуре окружающей среды 40С только до первого отключения ввиду перегрева. Полученный результат относят к 10-минутному промежутку. Получается, сработала термозащита через 3 минуты, цикл аппарата на данном токе – 30%.
Методика концерна TELWIN. К настоящему времени ее используют большинство китайских производителей (тех, которые вообще проводят такие испытания своих машин). Сам итальянский концерн при замерах ПВ своих аппаратов по собственной методике после показателя скромно указывает «TELWIN». Абсолютное большинство китайских производителей этого не делает.
Наконец, существует российская, она же советская, методика.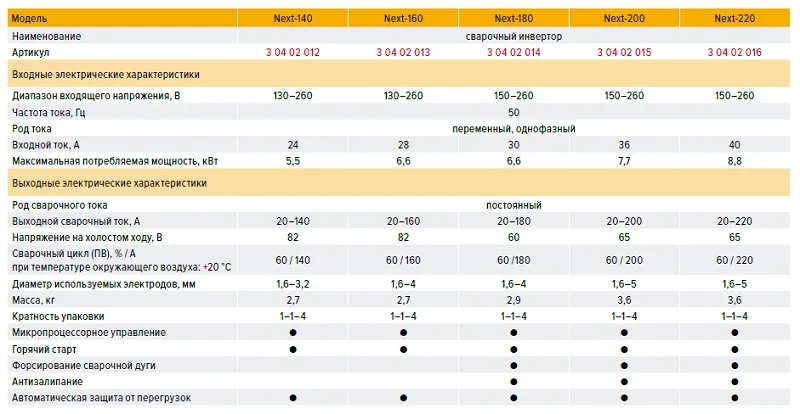 По своей сути она ближе к методике TELWIN: суммируются все промежутки за контрольный период, когда аппарат работал. Но отрезок берется не 10, а 5 минут. И – самое главное – аппарат сначала вводится в режим срабатывания защиты от перегрева, после чего начинаются измерения.
По своей сути она ближе к методике TELWIN: суммируются все промежутки за контрольный период, когда аппарат работал. Но отрезок берется не 10, а 5 минут. И – самое главное – аппарат сначала вводится в режим срабатывания защиты от перегрева, после чего начинаются измерения.
В итоге один и тот же аппарат по всем 3 методикам выдает совершенно различный процент! Естественно, самые скромные «циферки» получаются по европейской методике, а самые впечатляющие – до 2 раз и более – по методике Telwin.
Исполнение: класс защиты IP
Класс защиты IP указывает на исполнение электротехнических приборов в отношении твердых объектов (первая цифра) и жидкостей (вторая цифра).
Определить степень защиты аппарата можно визуально. Если у аппарата с IP21 все вентиляционные щели полностью открыты, то у IP22 они уже прикрыты сверху выступающими козырьками. А у аппарата с IP23 эти козырьки почти полностью закрывают щели.
Степень защиты IP24 и выше технически затруднена и не имеет смысла.
Исполнение: класс изоляции (по нагревостойкости)
Многие материалы при нагреве выше определенной температуры утрачивают свои рабочие свойства. Для стандартизации материалов по данному признаку введена классификация изоляции по нагревостойкости. Почти все сварочные инверторы на транзисторах IGBT имеют класс изоляции H, что соответствует предельной температуре нагрева 180С. Предыдущая «ступенька» — класс F – означает предел нагрева 155С. Выше класса F – только класс С, указывающий на возможную температуру нагрева свыше 180С.
Температура эксплуатации
Как и внутренний нагрев, внешний нагрев и особенно охлаждение накладывают на эксплуатацию определенные ограничения. Большинство инверторных сварочных аппаратов пригодны для работы в диапазоне от 0С до +40С. Если аппарат пригоден для эксплуатации на морозе, обязательно указывается его предельное значение: минус 20С или минус 40С.
Автор текста: Ю.Шкляревский.
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
 Наша номенклатура изделий также включает сварочный аппарат MMA на основе инвертора и сварочный аппарат TIG на основе инвертора.
Наша номенклатура изделий также включает сварочный аппарат MMA на основе инвертора и сварочный аппарат TIG на основе инвертора. Это точность, разработанная для обеспечения низкого энергопотребления и помогающая сэкономить 40% счетов за электроэнергию. Некоторые из его других функций включают в себя:
Это точность, разработанная для обеспечения низкого энергопотребления и помогающая сэкономить 40% счетов за электроэнергию. Некоторые из его других функций включают в себя: 10.00
10.00 Все права защищены (Условия использования)
Все права защищены (Условия использования)Покупаете сварочный аппарат для любителей? Понимание общих терминов спецификаций
от Generalair | 15 июня 2021 г. | Tech Talks
SHEET TERMS
Понимание жаргона литературной брошюры или спецификации конкретного сварочного аппарата может быть немного запутанным, если любитель также плохо знаком со сваркой. С этой целью я попытаюсь внести некоторую ясность в жаргон, с которым вы, вероятно, столкнетесь, независимо от производителя, при чтении возможностей машин и электрических требований.
ПОСТОЯННОЕ НАПРЯЖЕНИЕ по сравнению с ПОСТОЯННЫМ ТОКОМ
Аппарат постоянного напряжения (CV) подходит только для таких процессов с проволокой, как GMAW (дуговая сварка металлическим газом, также известная как MIG; металл в инертном газе) и FCAW (дуговая сварка порошковой проволокой, два типа самозащитные и газозащитные). В то время как GMAW и FCAW похожи и различны, требуемый им источник питания CV не будет работать ни для каких других процессов (например, палочная сварка, TIG) и поэтому не упоминается как «многопроцессные» источники питания.
В то время как GMAW и FCAW похожи и различны, требуемый им источник питания CV не будет работать ни для каких других процессов (например, палочная сварка, TIG) и поэтому не упоминается как «многопроцессные» источники питания.
Источник постоянного тока (CC) подходит как для процессов GTAW (дуговая сварка вольфрамовым электродом, также известная как TIG; вольфрам в инертном газе), так и для процессов SMAW (дуговая сварка защищенным металлом, также известная как стержень). Несмотря на то, что сварка палочкой и процесс TIG сильно различаются, источник питания постоянного тока по-прежнему не считается источником питания для нескольких процессов, поскольку он не может выполнять какие-либо проводные процессы.
Таким образом, источником питания для нескольких процессов должен быть тот, который обеспечивает как постоянное напряжение, так и постоянный выходной ток для всех процессов, описанных выше.
ПОЛЯРНОСТЬ
Полярность описывает необходимый «заряд» электрода для конкретного процесса сварки и часто в сочетании со сплавом, на котором используется этот процесс. Хотя из приведенных ниже правил существуют редкие исключения, вот рекомендации по полярности для процессов CV и CC:
Хотя из приведенных ниже правил существуют редкие исключения, вот рекомендации по полярности для процессов CV и CC:
CV: GMAW и FCAW (газозащитный) > DC+, FCAW (самозащитный) > DC-
CC: SMAW > DC+ или AC в зависимости от типа электрода
CC: GTAW (алюминий, магний) > AC, GTAW (все сплавы, кроме Al и Mg) > DC- За некоторыми исключениями, большинство машин для любителей с низкой выходной мощностью будут работать от очень распространенного напряжения 120 В, которое есть почти везде и всегда только однофазное. Машины «исключения» могут работать на 208 или 230 В, которые могут принимать однофазную, трехфазную или обе фазы в зависимости от их конструкции. Спецификация машины расскажет вам о входных требованиях/вариантах. Одним из важных выводов здесь является то, что любой однофазный источник питания может работать от трехфазной розетки с правильно настроенной вилкой. Однако обратное неверно.
НОМИНАЛЬНАЯ МОЩНОСТЬ И РАБОЧИЙ ЦИКЛ
Рабочий цикл измеряет «надежность» машины при определенной силе тока; то есть количество минут, в течение которых вы можете непрерывно сваривать (рабочий цикл %) при заданной силе тока, прежде чем он будет отключен, чтобы избежать повреждения из-за перегрузки.