
Как запаять пропиленовую трубу?
Вход / Регистрация
Инструкции
С их помощью можно прокладывать трубопроводы разной протяженности и конфигурации. Как запаять пропиленовую трубу при сооружении коммуникаций? Для этого нужно выяснить ее вид, определиться со способом пайки и выбрать необходимое оборудование.
Характеристики и свойства
Популярность использования пропиленовых труб при монтаже инженерных сетей обусловлена продолжительным сроком эксплуатации и техническими параметрами. Для них характерно следующее:
- устойчивость к воздействию высокой температуры и химических веществ;
- отсутствие склонности к появлению коррозии и образованию отложений на внутренней поверхности;
- экологическая безопасность;
- небольшой вес;
- простота монтажа и обслуживания;
- низкий коэффициент теплопроводности.
Изделия хорошо поглощают шум транспортируемых потоков и способны выдерживать высокое давление. Они не оказывают влияния на состав перемещаемой среды и сохраняют пропускную способность на протяжении всего периода службы.
Они не оказывают влияния на состав перемещаемой среды и сохраняют пропускную способность на протяжении всего периода службы.
Согласно ГОСТ 32415-2013, пропиленовые трубы разделены на 5 классов, которые определяют номинальную температуру рабочей среды и применение изделий. Максимально допустимая рабочая температура для продукции отдельных производителей может составлять +95…+110 °C, при этом размягчение полимера происходит при +140 °C, а плавление — при 160-170 °C.
При использовании пропиленовых труб в системах отопления возможно изменение их линейных размеров под воздействием нагрева. Чтобы избежать таких ситуаций, применяют армированные изделия или при монтаже трубопровода устанавливают П-образные компенсаторы. Как паять пропиленовые трубы в этом случае? Если в качестве армирующего слоя использовалось стекловолокно, то соединение таких изделий осуществляется аналогично фиксации неармированных. Пропиленовые трубы, армированные алюминием, потребуется перед пайкой зачистить.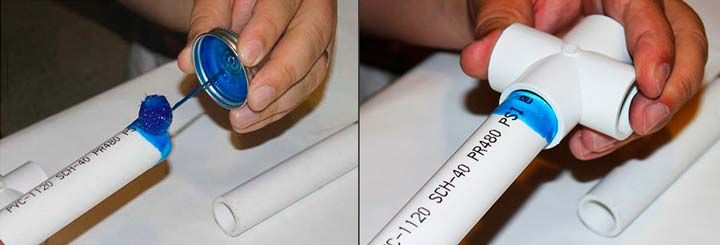 Выбор инструмента зависит от расположения металлического слоя.
Выбор инструмента зависит от расположения металлического слоя.
Инструменты и приспособления
Для соединения труб враструб используют специальный паяльник с насадками, который может быть:
- бытовым. Мощность такого оборудования не превышает 1800 Вт;
- профессиональным. Такой паяльник имеет мощность от 2000 Вт и более и требует оперативности во время работы, поэтому редко востребован в домашних условиях.
Ручной аппарат имеет нагревательную головку в форме треугольника или стержня и укомплектован специальными насадками. Профессиональные модели оснащаются механическим или гидравлическим приводом. Температура и продолжительность нагрева зависят от характеристик оборудования, диаметра труб и толщины стенок. Насадки инструмента обычно предусматривают наличие тефлонового покрытия. Для защиты от царапин и других дефектов их следует хранить в специальном ящике.
Кроме паяльника также потребуется следующее:
- рулетка, с помощью которой проводят измерения, и карандаш для нанесения отметок;
- специальные ножницы, позволяющие отрезать участок трубы нужной длины под углом 90°;
- торцеватель или шейвер для зачистки армирующего слоя.


Фиксация пропиленовых труб между собой осуществляется с помощью фитингов, выполненных из аналогичного материала. Для соединения изделий большого диаметра применяют электросварные муфты. Чтобы получить плотный и прочный шов в этом случае, понадобится центрирующий станок.
Подготовительные работы
Как правильно паять пропиленовые трубы? Чтобы обеспечить их надежное соединение, необходимо выполнить подготовительные работы. Перечень действий включает:
- резку. Ее проводят по заранее нанесенным отметкам, используя роликовые труборезы, ножовку по дереву или ножницы. Резку выполняют таким образом, чтобы торец трубы был перпендикулярен ее оси. Несоблюдение этого условия приводит к появлению промежутков между соединяемыми концами;
- очистку. С поверхности удаляют масляные пятна и другие загрязнения, а затем торцы обезжиривают. При этом нужно использовать ветошь, которая не оставляет волокон на поверхности материала. Внешний слой полимера защищают механическим путем.

При соединении участков трубопровода в раструб потребуется снять фаску. Для этого применяют острый нож или специальный инструмент, которые позволяют срезать наружную кромку торца под определенным углом.
ÐаÑÑинки по запÑоÑÑ Ðак запаÑÑÑ Ð¿ÑопиленовÑÑ ÑÑÑбÑТехнология пайки
Согласно ГОСТ 32415-2013, для монтажа пропиленовых трубопроводов производят фитинги из аналогичного материала, которые представлены следующими вариантами:
- для фиксации встык;
- для соединения враструб нагретым инструментом;
- с закладными электронагревателями.
Самым распространенным способом крепления участков инженерных сетей в квартирах и частных домах является пайка нагретым инструментом. Она отличается простотой выполнения и служит для фиксации изделий небольшого диаметра.
Как спаять пропиленовые трубы враструб? Для этого потребуются следующие фитинги: муфты для соединения прямых отрезков, угольники для сооружения поворотов на 45° или 90° и тройники для формирования ответвлений.
- нагрев наружной поверхности соединяемой трубы и внутренней фитинга, который осуществляется с помощью насадки. Следует точно соблюдать время воздействия нагревательным элементом. Перегрев материала может привести к изменению формы изделий;
- сборка узла после расплавления наружного слоя полимера. Она должна проводиться оперативно и занимать не более 4-6 с, иначе детали охладятся и качество фиксации будет низким. Сдавливать или вращать элементы узла нельзя;
- охлаждение полученного соединения, во время которого следует избегать перекосов.
Материал на месте пайки должен остыть в естественных условиях, поэтому применение специальных охлаждающих устройств не допускается. Для полного затвердевания полимера понадобится около 2-4 минут. В завершении трубопровод фиксируют на стенах, обеспечивая его неподвижность.
Чтобы получить надежное и прочное соединение, необходимо соблюдать следующие правила:
- проводить работы с сухими изделиями и не допускать попадания влаги на поверхность в процессе пайки;
- обеспечить плотное закрепление насадок на паяльнике;
- предусмотреть запас по длине, так как пропилен при нагреве сжимается, и размер отрезка может уменьшиться на 1 мм;
- выполнять фиксацию в горизонтальном положении, что позволит избежать смещения отдельных элементов соединительного узла;
- избегать перегревания паяльника, так как при температуре +260 °C материал начнет разрушаться.

При сооружении системы «теплого пола», водоснабжения и вентиляции долговечность и надежность инженерных сетей зависит от качества материала и соблюдения технологии монтажа. Эффективность и функциональность отопления во многом определяют характеристики батарей, используемых для инженерных коммуникаций. Примером оптимального сочетания приемлемой цены и достойного качества являются алюминиевые и биметаллические радиаторы Lammin, которые представлены сериями Eco и Premium. Они адаптированы с эксплуатации на территории РФ и соответствуют требованиям европейских стандартов. Особая технология изготовления обеспечивает высокие показатели теплоотдачи, а двухступенчатая окраска позволяет сохранить привлекательный вид изделий в течение длительного времени.
26 Апреля 2018
Инструкции
Есть вопросы о продукции Lammin?
Чтобы приобрести инженерную сантехнику оптом или стать дилером Lammin, звоните!
+7 (800) 700-83-55
+7 (800) 700-83-55
Сварка листового полипропилена — Способы обработки листов — Инфополимер — О компании
Всем известно, что соединение полипропилена легче всего осуществлять методом сварки. Понятие сварка полипропилена достаточно емкое. Под этим можно подразумевать пайку полипропиленовых труб и фитингов, соединение полипропилена пленочного типа, сварка полипропилена при помощи стыкового сварочного оборудования и др.
Понятие сварка полипропилена достаточно емкое. Под этим можно подразумевать пайку полипропиленовых труб и фитингов, соединение полипропилена пленочного типа, сварка полипропилена при помощи стыкового сварочного оборудования и др.
Мы же в основном будем рассматривать сварку полипропилена листового. Под этим понимают соединение листов между собой под прямым углом либо стык в стык. Существует несколько методов сварки: ручной способ, при помощи аппарата для сварки полипропилена, и автоматический, с использованием стыкового сварочного станка.
Виды оборудования для сварки
Ручная сварка полипропилена
Ручная сварка листового полипропилена, происходит при помощи оборудования для сварки полипропилена, это может быть сварочный фен или сварочный экструдер. Так же необходим сварочный пруток из полипропилена. Перед тем как приступить к сварке двух отрезков листа, их требуется зачистить мелкой шкуркой, для того чтобы придать поверхности материала шершавость. Так же следует учитывать, что для сварки полипропилена требуется теплое сухое помещение, наличие электросети, отсутствие строительной пыли.
Сварочный пруток подается в экструдер или фен, разогревается до определенной температуры, затем происходит процесс сварки двух поверхностей полипропиленового листа. После сварки требуется пять минут, для того, чтобы сварочный шов остыл. Плюсы ручной сварки в том, что оборудование и лист можно привезти на объект и варить на месте монтажа данного изделия. Это дает возможность сваривать практически любые конструкции, не смотря на негабаритный размер для транспортировки.
Сварка полипропилена на автоматическом оборудовании
Оборудование для полипропилена бюджетного варианта это сварочные фены и ручные экструдеры. В промышленных масштабах используются автоматические и полуавтоматические сварочные станки. На сегодняшний день существует множество производителей сварочного оборудования.
Лидерами по праву являются такие фирмы как: Leister (Швейцария) крупнейший производитель сварочного оборудования, Rothenberger (Германия), Munsch (Германия), FORSTHOFF (Германия). Эти компании надежно зарекомендовали себя как производители высококлассного профессионального сварочного оборудования. В нашей компании вы можете приобрести все вышеуказанные марки сварочного оборудования. Мы предоставляем гарантию производителя, а также полный спектр сервисных услуг.
В нашей компании вы можете приобрести все вышеуказанные марки сварочного оборудования. Мы предоставляем гарантию производителя, а также полный спектр сервисных услуг.
Сварка листов полипропилена на автоматическом стыковом станке происходит в производственном цехе, в сухом и теплом помещении. Она хороша тем, что можно быстро и без сварочных швов сваривать (стыковать) листы между собой. Плюсы сварки на станке в том, что можно сваривать листы в рулоны длинной более 30 метров. Ширина же рулона зависит от ширины сварочного элемента данного станка. Обычно она составляет 3 или 4 метра. Таких размеров хватает для производства большинства изделий из полипропилена, что делает станок очень выгодным.
Также станок незаменим, при производстве большой партии продукции, т.к. существенно сокращает время сварки листов из полипропилена, и позволяет экономить на рабочей силе.
09 ноября 2014
У вас остались вопросы?
Позвоните нам и наши менеджеры с
огромным удовольствием ответят на все
вопросы и посоветуют лучшие решения.
8 800 100 86 16
Бесплатно по России
Как паять полипропиленовые трубы
06.07.2018
СваркаЧасто возникает вопрос, что за материал полипропилен и как паять полипропиленовые трубы. На сегодняшний день для выполнения монтажа водопровода, отопления или канализации используется популярный метод пайки труб из полипропилена. Этот материал отличается долговечностью и высокими техническими показателями. Поэтому многих интересует, как паять полипропиленовые трубы, чтобы получить эффективный результат работы. Как и при любой установке, этот процесс требует аккуратности и терпения.
Пайка полипропиленовых труб осуществляется с помощью паяльника со специальными насадками для нагрева труб.
Технические характеристики труб
Прежде чем приступить к работе, следует знать, какие трубы нужны для того или иного процесса, как правильно паять полипропиленовые трубы специальным инструментом. Их сборка производится с помощью паяльника и фитингов, к которым относятся муфты, уголки, тройники и др.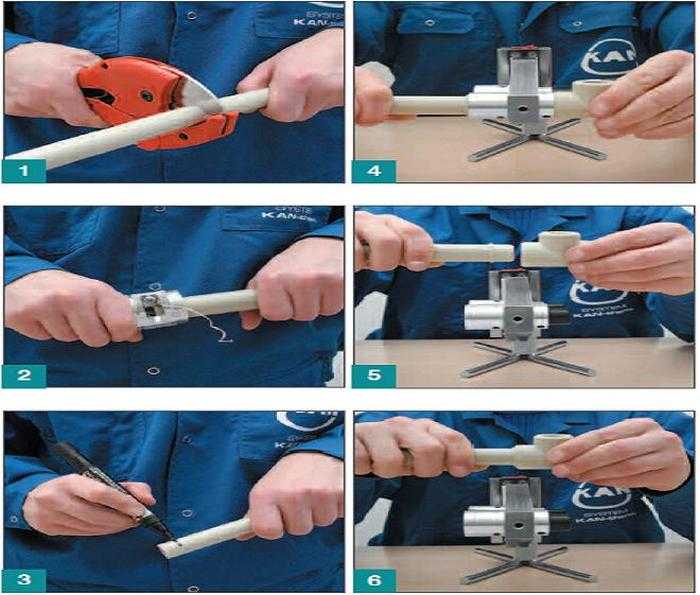
Технические параметры сварки (пайки) полипропиленовых труб.
Этот тип трубы используется при монтаже любого типа трубопровода. При этом их можно монтировать как в открытом виде, так и в закрытом, например, при забивании в стену. Для их пайки используются соединительные фитинги, обеспечивающие фасонное соединение, и резьбовые, у которых оно получается разъемным.
Трубы полипропиленовые делятся на 4 вида. К первому PN10 относятся трубы, рабочее давление которых составляет 1 МПа. Они имеют тонкие стенки и используются при устройстве теплых полов и для подачи холодной воды до +20°С. Марка материала PN16 применяется для проведения холодной воды, а также для систем отопления с низким напором. Трубы типа PN20 универсальны и имеют рабочее давление 2 МПа. Их монтируют при прокладке любого водопровода как для холодной, так и для горячей воды. К последнему типу PN25 относятся трубы, имеющие рабочее давление 2,5 МПа. Этот материал армирован алюминиевой фольгой и предназначен для монтажа любой системы отопления, а также для горячего водоснабжения.
Правила пайки полипропиленовых труб
Сварка полипропиленовых труб трезвая.
Потребуются:
- паяльная машина;
- специальные ключи.
Полипропиленовые трубы соединяются между собой паяльником со специальными насадками. К ним относятся гильза, предназначенная для оплавления поверхности снаружи, и оправка, необходимая для оплавления поверхности раструба непосредственно на соединительной части изнутри. Эти сопла имеют тефлоновое покрытие и диаметр от 16 до 40 мм. После каждой сварки антипригарный материал очищают обязательно горячим тряпкой из брезента или деревянными скребками.
Перед работой сварочный аппарат для устойчивости устанавливают на горизонтальную поверхность, чтобы он не падал. А на нем закрепляются с помощью предназначенных для этих целей ключей сменные насадки нужного для работы размера. От их расположения зависит удобство в процессе монтажа.
Состав паяльника для пластиковых труб.
Например, для установки ответвления трубопровода, расположенного на стене, их располагают ближе к концу. При выполнении работ в вертикальном положении и в неудобных для пайки местах необходим еще один человек. Для получения более качественной стыковки полипропиленовых труб все элементы будущего трубопровода собираются отдельно.
Паять полипропиленовые трубы следует, соблюдая температурный режим. Нагрев паяльника напрямую зависит от температуры окружающей среды и длится 10-15 минут. В жаркую погоду время сварки следует сократить, а при холодном воздухе, наоборот, увеличить. При температуре ниже 0°С соединение полипропиленовых труб и фитингов с помощью паяльника запрещено. Процесс пайки этого материала предусмотрен только при 260°С. Также нужно правильно подобрать временной интервал пайки и охлаждения, который зависит от диаметра труб, т.е. чем он больше, тем больше затрачивается времени.
О готовности устройства к работе сообщает индикатор. Для получения прочного и надежного сварного шва паяльник необходимо полностью разогреть. В противном случае детали не достигнут температуры вязкой пластичности, поэтому материал не будет диффундировать. В случае перегрева паяльника может произойти чрезмерное прилипание полипропилена и, как следствие, потеря устойчивости формы. Во время всего процесса пайки устройство должно быть всегда включено.
В противном случае детали не достигнут температуры вязкой пластичности, поэтому материал не будет диффундировать. В случае перегрева паяльника может произойти чрезмерное прилипание полипропилена и, как следствие, потеря устойчивости формы. Во время всего процесса пайки устройство должно быть всегда включено.
Пайка полипропиленовых труб
Схема монтажа и пайки полипропиленовых труб.
Потребуется:
- трубы полипропиленовые;
- сварочный аппарат;
- резак для пластика; бритва
- ;
- седло сварное.
Спайка труб из полипропилена может выполняться муфтовым, раструбным или стыковым способом. При муфтовом соединении две детали скрепляются специальной муфтой, а для соединительных узлов с резьбой используются фитинги с раструбом. Этот вид пайки применяется для полипропиленовых труб диаметром менее 63 мм. Сварка встык выполняется без дополнительных деталей и осуществляется для труб, диаметр которых превышает 63 мм. Трубообразный способ пайки труб малого диаметра осуществляется либо ручным аппаратом для сварки, либо центрирующими приспособлениями.
Трубообразный способ пайки труб малого диаметра осуществляется либо ручным аппаратом для сварки, либо центрирующими приспособлениями.
Для выполнения пайки раструба сначала ножницами или пластиковым резаком под прямым углом отрежьте трубу необходимой длины. Если изделие армировано, то торцы зачищаются. Для этого бритва снимает два верхних слоя: полипропилен и алюминий. Зачистку производят на глубину упором инструмента, определяющую глубину сварки. Далее поверхность деталей зачищается и обезжиривается. После этого можно приступать к пайке. Сначала нужно нагреть паяльник до необходимой температуры и уже через 5 минут можно приступать к первой сварке.
Шиповые соединения нужно делать быстро, иначе они могут деформироваться.
Стыковая сварка полипропиленовых труб.
При нагреве допускается угол поворота, не превышающий 100°. Во избежание лишних движений в процессе сварки необходимо предварительно нанести на трубы соответствующие ориентиры. По окончании пайки необходимо выдержать время, необходимое для охлаждения, особенно для тонкостенного материала. При этом в процессе охлаждения ни в коем случае нельзя проворачивать или изгибать элементы. Если соединение фитингов было выполнено неправильно, то соединительный фитинг необходимо вырезать для исправления ошибки. При сварке таких элементов, как уголки, тройники и шаровые краны, учитывают, у которых ручка должна свободно перемещаться в любом положении. По окончании работ все свариваемые элементы закрепляются между собой и не подвергаются никаким нагрузкам. Паять пропиленовые трубы следует инструментом с чистыми насадками.
По окончании пайки необходимо выдержать время, необходимое для охлаждения, особенно для тонкостенного материала. При этом в процессе охлаждения ни в коем случае нельзя проворачивать или изгибать элементы. Если соединение фитингов было выполнено неправильно, то соединительный фитинг необходимо вырезать для исправления ошибки. При сварке таких элементов, как уголки, тройники и шаровые краны, учитывают, у которых ручка должна свободно перемещаться в любом положении. По окончании работ все свариваемые элементы закрепляются между собой и не подвергаются никаким нагрузкам. Паять пропиленовые трубы следует инструментом с чистыми насадками.
Если есть необходимость установки дополнительного ответвления на существующий трубопровод, то используются сварные посадочные места. При этом для работы потребуется специальное устройство с дрелью и специальные насадки сварочных инструментов к ним. Сначала в стенке трубы просверливается отверстие при температуре 260°С. В него вставляется нагревательная насадка так, чтобы инструмент полностью доставал до стенки трубы снаружи. После этого в нагревательный рукав устанавливается штуцер седла, при этом поверхность привариваемого седла должна быть полностью вплотную к дуге инструмента. Все элементы должны нагреваться в интервале 30 секунд. Затем нужно снять приспособление для сварки и быстро вставить штуцер в нагретое отверстие.
После этого в нагревательный рукав устанавливается штуцер седла, при этом поверхность привариваемого седла должна быть полностью вплотную к дуге инструмента. Все элементы должны нагреваться в интервале 30 секунд. Затем нужно снять приспособление для сварки и быстро вставить штуцер в нагретое отверстие.
Сварная посадка плотно прижимается к наружной поверхности трубы и фиксируется в фиксированном положении примерно на 15 секунд. На остывание составов уходит 10 минут, после чего можно подвергать их любым нагрузкам.
Пропиленовый топливный газ для сварки и резки. 10-литровый баллон
Что это такое и что он может делать?
Пропилен представляет собой смесь газов. Кислород и пропилен горят горячее, чем кислород и пропан, и могут использоваться для сварки плавлением, пайки, серебряного припоя, нагрева и газокислородной резки
Почему производители переходят на пропилен?
- БЕЗОПАСНЕЕ.Уменьшен шанс воспоминаний, более стабилен
- 50%. Снижение стоимости по сравнению с ацетиленом
- 50%. Снижение давления газа по сравнению с пропаном… меньше газа
- На 80 % меньше замен цилиндров. (1 х 10 л пропиленовый баллон по сравнению с 2,5 х 10 л ацетиленовыми баллонами)
- КАЧЕСТВЕННАЯ РЕЗКА – Меньше шлифовки, лучше подгонка стыка
- ВЫСОКОЕ давление паров при более низких температурах
- БОЛЬШАЯ скорость резки – повышение производительности
- БОЛЬШОЙ СРОК СЛУЖБЫ – меньше времени на замену

Сравнение безопасности:
Что касается безопасности, Propylene является лидером отрасли. С пропиленом у вас меньше шансов воспоминаний, а пропилен в 20 раз стабильнее ацетилена
| СРАВНЕНИЕ | ПРОПИЛЕН | АЦЕТИЛЕН |
| Диапазон воспламеняемости | 2 – 11% в воздухе | 2,5 – 80 % в воздухе |
| Содержимое баллона | 10 л | 10 л |
| Потенциал воспоминаний | Минимальный | Опасно |
| Рабочее давление | 1 – 133 фунтов на кв.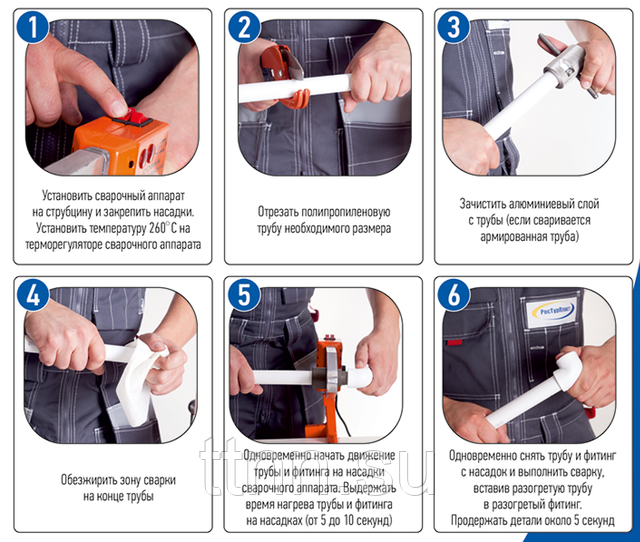 дюйм дюйм | 1–15 фунтов на кв. дюйм |
| Газовая стабильность | 20 * более стабильный | Нестабильный |
| Без растворителя или наполнителя | Растворенный в ацетоне, с наполнителем |
Проблемы со стабильностью газа при использовании ацетилена не позволяют пользователям увеличивать давление в системах с ацетиленом, т. е. (нагревание), что приводит к недостаточному давлению для нагревательных головок, что приводит к опасным обратным ударам, в то время как с пропиленом это минимальная проблема
.
Дополнительное оборудование не требуется……. Просто замените Газ и Насадки…
Экономичность и производительность….
ПРОПИЛЕН является одним из самых чистых, простых в использовании, самых эффективных и безопасных видов топлива. С большинством продуктов вы должны доплачивать, чтобы получить лучшее, но с PROPYLENE вы получаете этот высокий уровень качества и при этом экономите деньги.