
как сварить, сварка ПП своими руками, как правильно варить пропиленовые трубы, пошаговое руководство
Содержание:
Инструменты для сваривания ПП труб
Разнообразие насадок
Разрезание труб перед свариванием
Последовательность сварки труб ПП
В этой статье мы опишем, как сваривать полипропиленовые трубы и каким набором инструмента для этого потребуется обзавестись.
Соединение труб ПП осуществляется методом диффузионной сварки, которая подразумевает размягчение окончаний труб под воздействием конкретной температуры. Нагрев достигается благодаря воздействию электричества. Сперва до требуемой температуры нагреваются сами детали сварочного аппарата, далее на них надевается на некоторое время элементы для стыковки, а уже после расплавления эти части соединяются друг с другом.
Сварить пропиленовые трубы как можно лучше несложно, главное — выполнить такие этапы:Стоит отметить, что свариваемые трубы не должны различаться по своим свойствам.


- Прогреть сварочное приспособление, трубу и фитинг до 260 ºC.
Помните, что 260 ºC – температура плавления фитингов и труб из ПП.
- Надеть фитинг на трубу четко по одной оси.
- Подождать несколько секунд, после чего соединение считается сваренным, образуя при этом единый элемент.
Получившееся готовое соединение является бесшовным, так как при сваривании структуры двух элементов объединяются, образуя единую деталь. Таким образом, сварить трубу из полипропилена как нельзя лучше, получив качественное соединение – легко.
Инструменты для сваривания ПП труб
Перед тем, как сварить полипропиленовые трубы, например, для системы подачи воды, нужно обзавестись стандартным набором инструментов:
- паяльник;
- рулетка;
- ножницы;
- крепежные болты для фиксации насадок к паяльнику;
- строительный уровень;
- шаблон для контроля отверстий;
- шестигранник.

Сварочный агрегат может обладать мощностью до 1,5 кВт, при этом он питается от сети в 220 вольт. Небольшая масса позволяет его легко переносить с места на место, а благодаря эргономичной рукоятке, паяльником легко оперировать во многих положениях.
Как и во многих других аппаратах схожего действия, у паяльника присутствует выключатель и терморегулятор, который дает возможность контролировать температуру на отметке в 260 ºC. Читайте также: «Какие бывают аппараты для сварки полипропиленовых труб – характеристики и преимущества вариантов».
Сразу после включения, на паяльнике загорается красный светодиод, который гаснет после достижения требуемой температуры. Это сигнал к тому, что инструментом можно пользоваться.
Разнообразие насадок
Деталями, которые нагревают поверхности труб и фитингов посредством контакта, являются насадки. Стандартный набор, как правило, содержит насадки, сечения которых варьируются от 16 до 40 мм.
Нестандартные же, большие насадки, всегда можно приобрести дополнительно в соответствующих магазинах.
Покрытие из тефлона не дает расплавленному пластику прилипать к сварочному аппарату. В то же время и поверхность таких насадок благоприятно воздействует на пластик, обеспечивая качественное соединение. Однако не забывайте, что нужно всегда держать тефлоновое покрытие насадок в чистоте.
Насадка состоит из двух элементов:
- элемент с отверстием – для введения внутрь ПП трубы;
- элемент в форме выступающего цилиндра – для одевания фитинга.
Фитинг и труба одеваются с небольшим усилием, после чего происходит их нагрев до 260 ºC, при этом у фитинга прогревается внутренняя поверхность, а у трубы – наружная. Фиксация насадок проводится идущими в комплекте болтами.
Стоит отметить, что во время пользования паяльником, болты могут ослабевать, так что их нужно время от времени подтягивать.

Для закручивания болтов в комплекте предусмотрена специальная отвертка или шестигранник. Устанавливать насадки стоит лишь до начала нагревания аппарата, а их замену проводить под нагревом только в особых случаях.
Разрезание труб перед свариванием
Стоит отметить, что на рынке можно встретить ножницы, которые позволяют разрезать трубы сечениями до 63 мм, а трубы, диаметр которых превышает этот порог всегда можно разрезать ножовкой по металлу.
Последовательность сварки труб ПП
Совет: Используйте наши строительные калькуляторы онлайн, и вы выполните расчеты строительных материалов или конструкций быстро и точно.
Чтобы лучше понять, как правильно варить полипропиленовые трубы, следует подробнее рассмотреть последовательность подготовки паяльника к работе:
- Включить аппарат в сеть – засветится индикатор включения и индикатор регулятора температуры.
- Пока индикатор терморегулятора горит, можно судить, что идет процесс нагревания, обычно этот процесс длится 10-12 минут.
- Первый прогрев использует больше электроэнергии – насадки достигнут температуры в 300-320 ℃. Если сразу же начать им пользоваться, пластик деформируется не так, как следует.
В связи с этим следует подождать, пока индикатор нагрева не засветится и не погаснет повторно. Лишь после этого можно перейти к сварке ПП труб своими руками.
Сварку проводят в такой последовательности:
- Трубу помещают в соответствующую насадку.
- Фитинг одевают на цилиндрический выступ с противоположной стороны.В обоих случаях потребуется производить несильный нажим.
- Обеими руками эти два элемента удерживают в таком положении столько, сколько требует технология. .
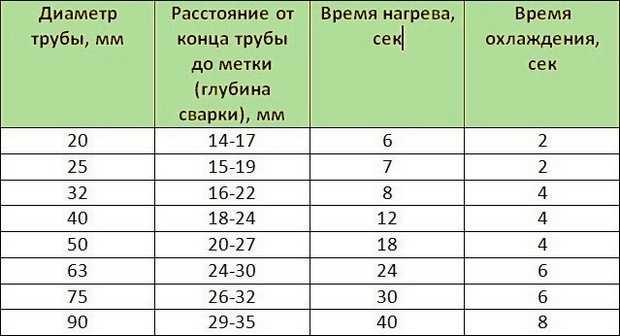
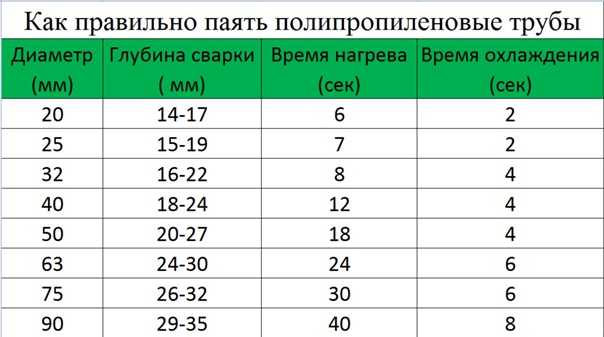
Продолжительность нагрева, последующего времени на соединение структур, и остывание, определяется сечением полипропиленовой трубы и глубины сварки. Приблизительные значения всегда можно найти в соответствующих справочных таблицах.
В процессе сваривания труб из полипропилена следует иметь в виду такие нюансы:
- Готовое соединение приобретет максимальную прочность лишь в случае четкого следования рекомендациям по продолжительности нагревания.
- Продолжительное неконтролируемое нагревание может стать причиной расплавления полипропилена и порчи свариваемых элементов.
- Нагрев, продолжительность которого не будет соответствовать таблице, и будет меньшим, станет причиной недостаточного расплавления элементов. Как результат – негерметичное соединение и протечки спустя некоторое время после начала эксплуатации системы.
 Как результат – негерметичное соединение и протечки спустя некоторое время после начала эксплуатации системы.
Как результат – негерметичное соединение и протечки спустя некоторое время после начала эксплуатации системы.
В процессе сваривания ПП труб нельзя:
- двигать детали в разные стороны, кроме оси одевания и снятия элементов;
- непосредственно после стыковки деталей пытаться улучшить их размещение – это уменьшит проходной диаметр в соединительном месте;
- пытаться изменить форму трубы (гнуть), когда идет остывание соединения.
Выше мы изложили информацию о том, как правильно сварить полипропиленовые трубы своими руками. Из прочитанного можно сделать вывод, что в данном процессе нет ничего затруднительного. Основное правило – это приготовить требуемый инструмент и выполнять сваривание согласно разработанной технологии и инструкции, четко следя за временем прогрева аппарата, элементов и последующей стыковки.
Сварка полипропиленовых труб — чем и как это сделать
Процесс сварки полипропиленовых труб
При помощи данного вида строительного материала успешно монтируются системы водопровода (горячего, и холодного), отопительные, оросительные и дренажные системы.
Процесс сварки прост, имеет несколько важных моментов, к исполнению необходимо отнестись внимательно.
По сравнению с другими видами изделий более экономичен, предназначенные для него фитинги продаются по цене в несколько раз меньше. Выполняя сварку элементов самостоятельно в первый раз, не удастся существенно сэкономить, придется потратить значительную сумму на специальный сварочный аппарат. Чтобы созданная вами система служила дольше, необходимо знать, как сварить полипропиленовые трубы качественно и надежно.
Сварка полипропиленовых труб — предварительные работы
Перед покупкой материалов необходимо учесть несколько важных моментов. Во-первых, какая система монтируется: с холодной водой или горячей, возможно, под отопление.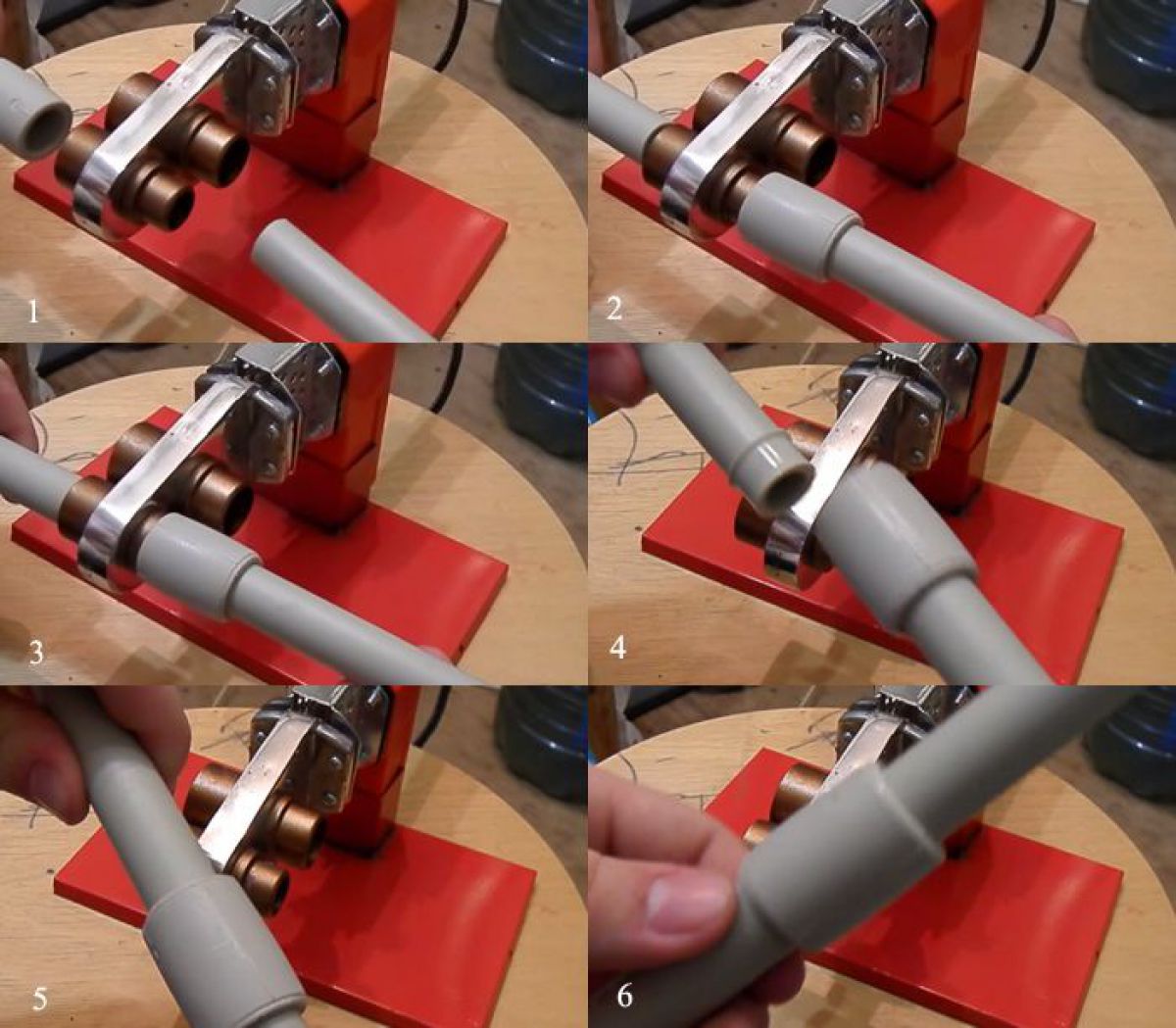 Видами широкого спектра использования являются трубы маркированные обозначением «PPR». Они отличаются наивысшим уровнем устойчивости к температурам низкого и высокого значения, и к высоким показателям давления.
Видами широкого спектра использования являются трубы маркированные обозначением «PPR». Они отличаются наивысшим уровнем устойчивости к температурам низкого и высокого значения, и к высоким показателям давления.
После приобретения необходимых инструментов и материалов, делаются чертежи и расчеты будущей системы. Выполняют черновые наброски: как выглядит водопровод, сколько сгибов, поворотов. Затем тщательно измеряется длина требуемых элементов.
Для ускорения процесса работы лучше нарезать трубу на сегменты используя лазерную рулетку, с нужной длиной, а не отрезать их уже во время сварки.
Собрав все фитинги и отрезки труб вместе, раскладываем их. Теперь переходим к изучению следующего раздела, как правильно варить полипропиленовые трубы.
Сварка полипропиленовых труб — процесс сварки
Если водопровод собирается из труб, у которых армирование лежит ближе к поверхности, то потребуется предварительная зачистка концов сегментов системы. Для этого необходимо при помощи насадки для ручной зачистки снять верхний тонкий слой полипропилена и алюминиевой фольги.
Для этого необходимо при помощи насадки для ручной зачистки снять верхний тонкий слой полипропилена и алюминиевой фольги.
Невыполнение данного условия ведет к невозможности проведения качественной сварки элементов. Если используются трубы, у которых слой армирования лежит посередине (под толстым слоем полипропилена), то зачистка не нужна.
Пайка полипропиленовых труб
Перед началом нагревания необходимо обработать концы труб, к примеру, спиртом, чтобы обезжирить их поверхность. Кроме того, нужно внимательно осмотреть поверхность детали на наличие мелкого сора, который может испортить качество сварки.
Здесь начинается подготовка паяльного аппарата. Ее можно выполнить и до того, как будут обработаны и подготовлены все детали и после — как вам будет удобнее. Включаете аппарат, после чего загораются два индикатора размещенные на нем.
Первый говорит о том, что аппарат подключен к сети, второй о том, что происходит процесс его нагревания до нужной температуры. Не спешите сразу же после того как погасла лампа начинать нагревать трубы и фитинги, выждите для достоверности еще, как минимум, минут пять, а лучше – десять, и только теперь можно приступать к сварке.
Не спешите сразу же после того как погасла лампа начинать нагревать трубы и фитинги, выждите для достоверности еще, как минимум, минут пять, а лучше – десять, и только теперь можно приступать к сварке.
Сварка полипропиленовых труб
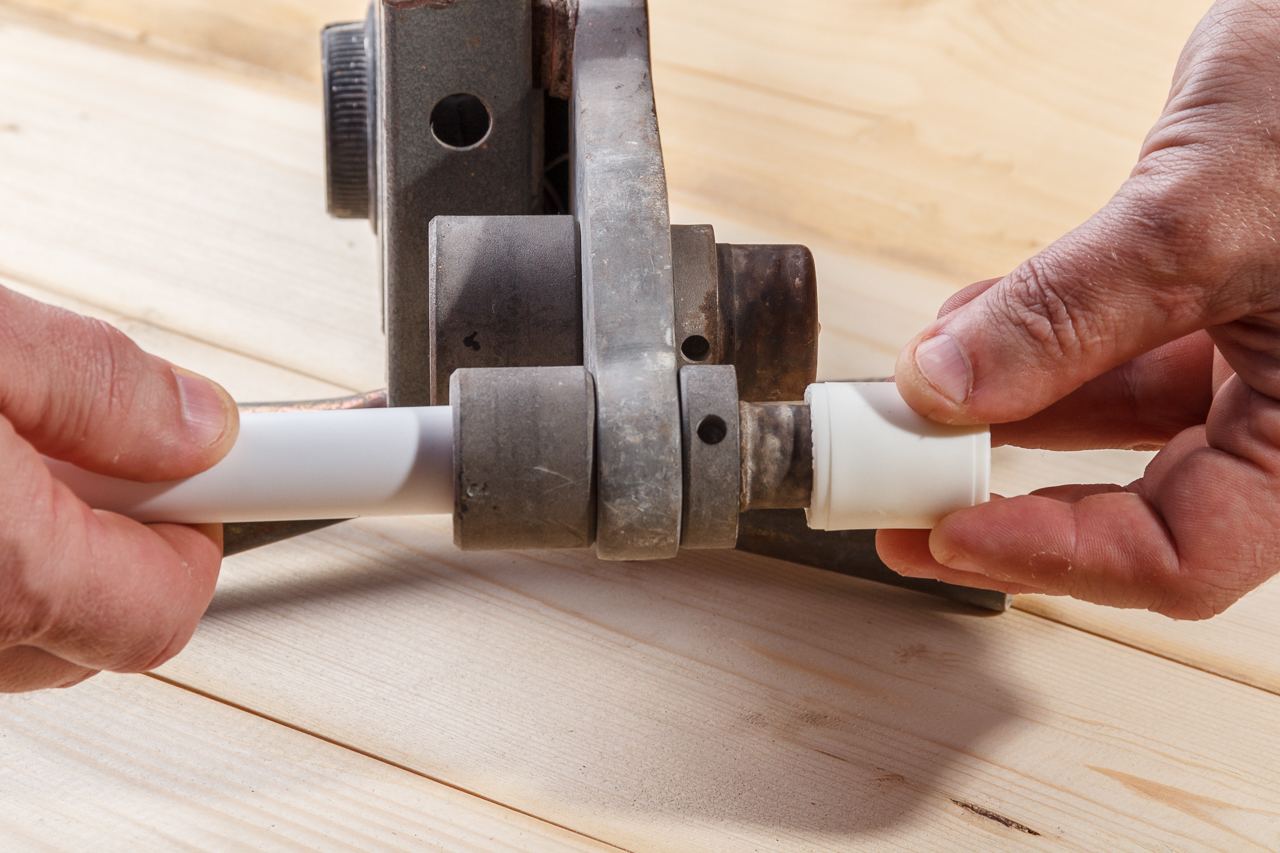
На сварочном аппарате имеются два вида насадок: гильза предназначена для нагревания концов труб, дорн же используется для нагревания внутренней поверхности фитинга. Берете данные элементы системы водопровода и одновременно насаживаете и вставляете их в соответствующие им насадки. Выдерживаете определенное время и вынимаете.
После этого незамедлительно соединяете их друг с другом. Обратите особое внимание на такие моменты: ни во время вставки в нагревающие насадки, ни во время соединения нагретых деталей между собой нельзя осуществлять вращательные движения деталями.
Таким образом, вы деформируете внутреннюю поверхность фитинга и внешнюю – трубы. По причине этого качественная и надежная сварка не получится.
Детали сжимают на протяжении нескольких секунд, точное время можно увидеть в таблице на данной карточке:
Там же указано время, которое необходимо деталям для полного остывания. Проводить какие-либо манипуляции с ними до этого момента нельзя, в противном случае нарушится соединение между ними.
Проводить какие-либо манипуляции с ними до этого момента нельзя, в противном случае нарушится соединение между ними.
Смотрите это видео на YouTube
Различные методы сварки пластмасс
Изготовленные на заказ пластиковые детали могут составить прочное и прочное целое только в том случае, если они хорошо скреплены друг с другом. И, как и в случае с металлами, ответом часто является сварка. Существует несколько различных методов сварки пластмасс, которые могут увеличить возможности формы, размера и сложности конечного результата.
Процесс сварки
Процесс сварки пластмасс заключается в создании молекулярной связи между двумя совместимыми термопластами. И да, он работает лучше, чем супер клей. Шаги включают в себя:
- Подготовка. Каждая поверхность должна быть проверена на наличие дефектов, иначе соединение будет не таким эффективным. Очистка пластика может помочь сделать его гладким.
- Давление. Техники используют тиски и другие способы оказания постоянного давления на свариваемый пластик.

- Отопление. Пластик размягчается под воздействием тепла различными способами или становится гибким с помощью растворителя, поэтому края могут соединяться вместе.
- Охлаждение. Вы можете продолжать оказывать давление на этом этапе, чтобы помочь детали сохранить свою форму. В противном случае вы рискуете похудеть.
Каждый материал имеет свою температуру перехода в термопластичное состояние, обычно от 220 до 380 градусов по Фаренгейту. При сжатии молекулы материала создают новую связь. Методы в основном различаются, когда речь идет о нагревании или использовании растворителя. Но выбранный вами метод вторичен по отношению к выбранному вами материалу. Пластик должен быть тщательно оценен, чтобы убедиться, что он достаточно податлив для сварки.
Свариваемые пластмассы
Термореактивный материал нельзя сваривать, потому что его нельзя переплавить. Термопласты — это то, что вы будете сваривать, потому что они могут переплавляться и изменять форму более одного раза. Среди термопластов вы можете рассчитывать на прочную, постоянную связь:
Среди термопластов вы можете рассчитывать на прочную, постоянную связь:
- Полипропилен (ПП), чрезвычайно эластичный и устойчивый к химическим веществам.
- Поливинилхлорид (ПВХ), который ценится за легкость, жесткость и огнестойкость.
- Хлорированный поливинилхлорид (ХПВХ), устойчивый к высоким температурам.
- Полиэтилен высокой плотности (HDPE) с широким соотношением прочности и плотности.
Типичные области применения
Сварка используется в производстве пластиковых изделий для отраслей, которые хотят избежать каких-либо осложнений, связанных с коррозией металлических компонентов. Его часто рекомендуют для медицинских устройств, полупроводников, химического и газового транспорта и наук о жизни. Вы найдете это в следующих отраслях:
- Авиация: резервуары и внутренние панели
- Сельское хозяйство: ограждения и резервуары
- Автомобилестроение: бамперы и аккумуляторные ящики
- Судостроение: резервуары для воды и колодцы для рыбы
- Сантехника: трубы и водостоки
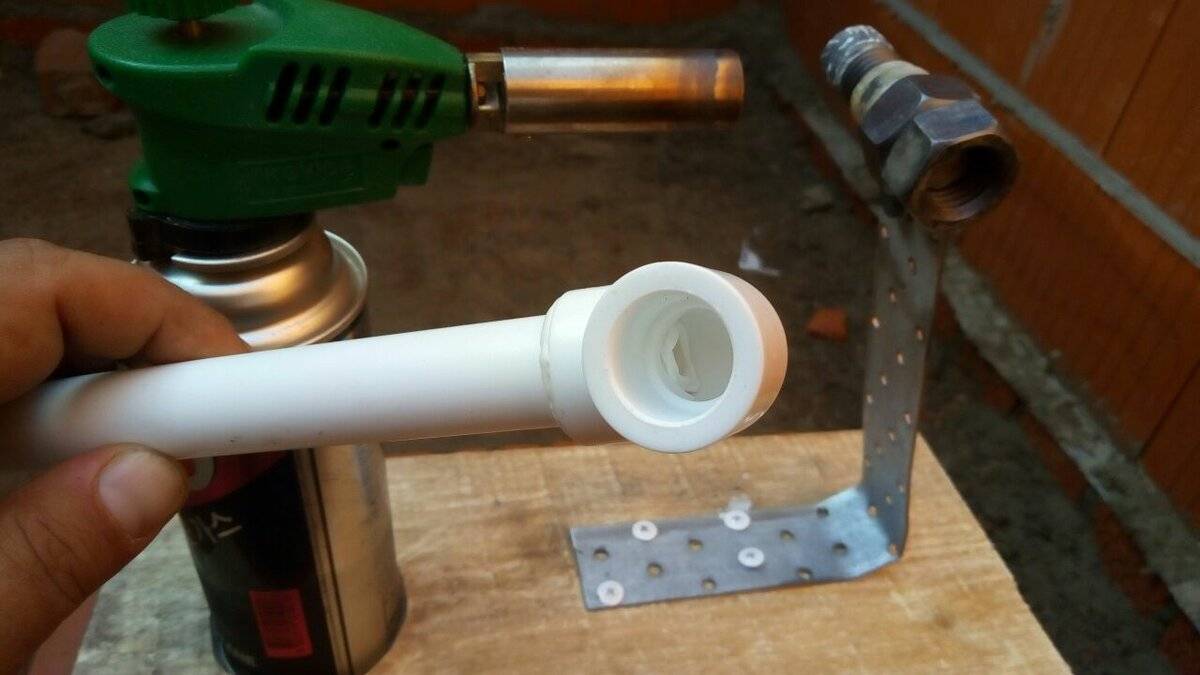
Сварка горячим газом
Специально разработанная газовая горелка выпускает тепло и сухой воздух для размягчения как соединяемых деталей, так и пластикового присадочного стержня. Это часто используется для сантехники и резервуаров для воды. Опытный сварщик может сделать это от руки, одновременно направив струю горячего воздуха или газа на область сварки и кончик сварочного стержня. По мере того как стержень становится более податливым, он проталкивается в сустав и сплавляется с деталями.
Это часто используется для сантехники и резервуаров для воды. Опытный сварщик может сделать это от руки, одновременно направив струю горячего воздуха или газа на область сварки и кончик сварочного стержня. По мере того как стержень становится более податливым, он проталкивается в сустав и сплавляется с деталями.
Сварка скоростной насадкой
Этот быстрый метод существует уже более полувека, но его трудно освоить. Пластиковый сварочный аппарат, внешне похожий на паяльник, оснащен трубкой для пластикового сварочного стержня. Горячий мягкий пластиковый шарик помещают между двумя частями пластика, которые прижимаются друг к другу. Иногда две пластмассовые детали также направляются к соединению.
Высокочастотная сварка
Материалы с химическими диполями (электронами), такие как ПВХ и полиуретан, можно сваривать высокочастотными электромагнитными волнами. Детали помещаются на настольный пресс, где применяются высокочастотные волны.
Лазерная сварка
Когда пластиковые детали прижимаются друг к другу, лазерный луч проходит через линию соединения. Нагрев пластика таким образом происходит быстро и точно.
Нагрев пластика таким образом происходит быстро и точно.
Экструзионная сварка
Сварочный стержень втягивается в ручной экструдер, пластифицируется и выталкивается обратно из экструдера к соединяемым частям. Их размягчают струей горячего воздуха, чтобы они могли склеиться. Это идеальный метод для материалов толщиной более 6 миллиметров, поскольку за один проход можно выполнять более крупные сварные швы.
Сварка трением
Когда детали движутся относительно друг друга, боковая сила распределяет материалы, чтобы соединить их вместе. Трение помогает генерировать тепло и дополнительно очищать поверхности, и этот процесс происходит быстро.
Сварка растворителем
Этот метод не нагревает, а размягчает пластик с помощью растворителей, таких как дихлорметан или тетрагидрофуран, что способствует слиянию полимерных цепей. Когда растворитель испаряется, образуется сварной шов, соединяющий детали.
Сварка горячей пластиной
Горячая металлическая пластина покрывается политетрафторэтиленом для предотвращения прилипания, а затем используется для нагрева пластиковых поверхностей.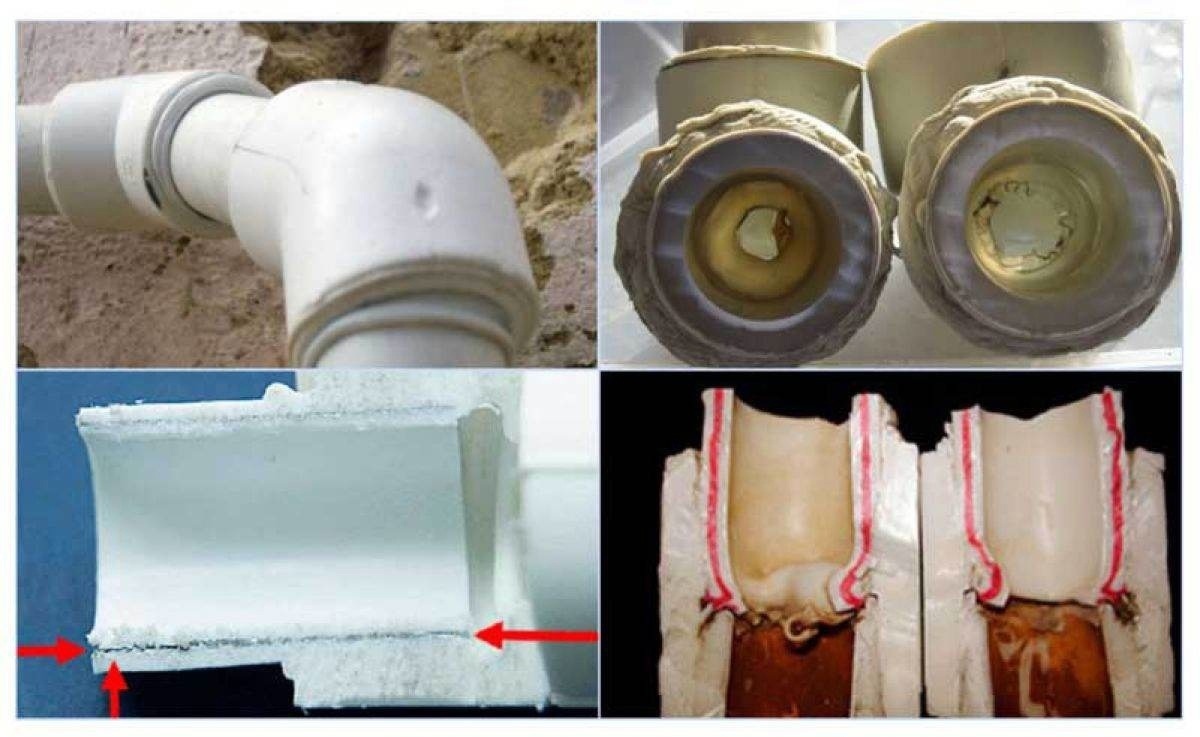 Кусочки держат вместе, пока не остынут. Он часто используется для более крупных деталей или деталей со сложной геометрией сварного шва.
Кусочки держат вместе, пока не остынут. Он часто используется для более крупных деталей или деталей со сложной геометрией сварного шва.
Индукционная сварка
Между двумя пластиковыми деталями помещается токопроводящий металлический элемент, который затем нагревается с помощью высокочастотного генератора. После размягчения детали склеиваются.
Наиболее часто задаваемые вопросы
Можно ли пользоваться паяльником?
Сварка пластмасс имеет собственное оборудование. Паяльник не так эффективен, как надлежащие инструменты для создания постоянной связи.
Можно ли сваривать разные пластмассы?
Это зависит от задействованных переменных, но в целом не рекомендуется как самый надежный способ их присоединения.
Какая техника лучше?
Зависит от сырья, которое необходимо склеить. В некоторых случаях пластмассы лучше реагируют на химическое связывание растворителем. С другими термосвязка даст лучший результат.
Как вы выбираете технику?
В конечном итоге все сводится к тому, для чего будут использоваться компоненты. Некоторые пластики служат дольше, чем другие, и они по-разному реагируют на методы. Каждый проект оценивается по совокупным факторам, которые указывают на наилучшее решение.
Некоторые пластики служат дольше, чем другие, и они по-разному реагируют на методы. Каждый проект оценивается по совокупным факторам, которые указывают на наилучшее решение.
Знакомство с различными методами сварки пластмасс помогает, но такая уважаемая компания, как Miller Plastics, может предложить вам лучшие варианты для вашего проекта. Какой бы метод вы ни выбрали, он придаст вашим компонентам прочную связь, позволяющую выдерживать самые жесткие условия в течение длительного срока службы. Дайте нам знать, как вы представляете свой проект, и мы поможем вам в этом. Свяжитесь с нами через наш веб-сайт или посетите нас в любое время в Бергетстауне, штат Пенсильвания.
Maven Plastics — ПВХ серые пластиковые сдусы Круглые 3 мм (1/8 дюйма) / 12-дюймовые одиночные стержни — 0,69 долларов США Круглые катушки 3 мм (1/8 дюйма) / 100 футов (около 0,5 фунта) — 27,99 долларов США Круглые катушки 3 мм (1/8 дюйма) / 10 фунтов (катушки) ) — 99,99 долларов США Круглые катушки 3 мм (1/8 дюйма) / 30 фунтов (шпули) — 262,49 долларов США Круглые 4 мм (5/32 дюйма) / 12-дюймовые одинарные стержни — 0,69 долларов США Круглые катушки 4 мм (5/32 дюйма) / 100 футов (около 0,75 фунта) — 29 долларов0,99 долларов США Круглые катушки 4 мм (5/32 дюйма) / 10 фунтов (катушки) — 99,99 долларов США Круглые катушки 4 мм (5/32 дюйма) / 30 фунтов (катушки) — 262,49 долларов США Круглые катушки 5 мм (3/16 дюйма) / 12 дюймов Одиночные — 0,69 долларов США, круглые 5 мм (3/16 дюйма) / 100 футов в катушках (около 1 фунта) — 29,99 долларов США, круглые 5 мм (3/16 дюйма) / 10 фунтов, катушки (шпули) — 99,99 долларов США, круглые 5 мм (3/16 дюйма) / Катушки 30 фунтов (шпули) — 262,49 долларов США Треугольные 5,7 мм (7/32 дюйма) / 12-дюймовые одинарные стержни — 0,69 долларов США Треугольные 5,7 мм (7/32 дюйма) / 100-футовые катушки (около 1 фунта) — 29,99 долларов США Треугольные 5,7 мм (7/32 дюйма) / 10 фунтов катушки (шпули) — 9 долларов США9,99 долларов США Треугольник 5,7 мм (7/32 дюйма) / 30 фунтов Катушки (шпули) — 262,49 долларов США Плоская лента 1,6 x 16 мм (1/16 x 5/8 дюйма) / 12-дюймовые одиночные стержни — 0,69 доллара США Плоская лента 1,6 x 16 мм (1 /16 x 5/8 дюйма) / 100-футовые катушки (около 1 фунта) — 29,99 долларов США Плоская лента 1,6 x 16 мм (1/16 x 5/8 дюйма) / 10 фунтов Катушки (катушки) — 99,99 долларов США Плоская лента 1,6 x 16 мм (1/16 x 5/8 дюйма) / 30-фунтовые катушки (шпули) — 262,49 долларов США.
Maven Plastics — Сварочные и ремонтные стержни, катушки и катушки из ПВХ-пластика — ПВХ круглой формы серого цвета (поливинилхлорид). Этот серый цвет соответствует серому трубопроводу Schedule 80.
Спецификации пластикового сварочного стержня:
- 100 % чистый и однородный ПВХ-материал
- Серый цвет соответствует стандартным серым трубам из ПВХ Schedule-80
- Варианты формы:
- Круглые 1/8 дюйма (3 мм), 5/32 дюйма (4 мм) и 3/16 дюйма (5 мм)
- Треугольник 7/32 дюйма (5,7 мм)
- Плоский 1/16 x 5/8 (1,6 мм x 16 мм)
- Варианты упаковки:
- Стержни поставляются в упаковках по 10, 20 и 40 стержней
- Катушки бывают 100 футов (около 1/2 фунта) и 200 футов (около 1 фунта)
- Катушки бывают 500 футов (около 2,5 фунтов), 10 фунтов, 20 фунтов и 50 фунтов
Изготовлен из 100% чистого ПВХ пластика (поливинилхлорида), без примесей.