
Сварка для начинающих: правила и основные моменты
Сварочные работы являются популярным ремеслом в сфере промышленности. Сложно представить данную область, где не требовались бы услуги сварщика. Сварка для начинающих, в первую очередь, должна начинаться с техники безопасности. Для этого следует запастись несколькими комплектами защитных костюмов: летним и зимним. Далее, чтобы стать настоящим профессионалом в данном деле, следует полностью освоить сварочный аппарат и особенности работы на нем.
Основные правила опытного сварщика
Прежде чем приступить к сварочным работам, необходимо удостовериться, что все нижеперечисленны
Сварщик должен владеть техникой сварочного процесса, который включает в себя подготовку свариваемых частей и обработку торцевых краев, а также уметь определить качественный шов от некачественного.

Сварщик обязан знать правила сварочных действий при работе с электродуговой сваркой, уметь выставить оптимальный рабочий режим в процессе использования разного рода металлоконструкц
ий, и подобрать соответствующий силовой импульс. Сварка для новичков может вызвать трудности в работе с использованием газового инвертора, которые заключаются в том, что в момент спайки неверно выставленный режим может негативно сказаться на качестве свариваемых деталей.

Поэтому особенно важным на первых этапах является грамотный подход к выбору сварочной скорости.
Основы электросварки
Первым делом, чтобы освоить технику сварочного дела, необходимо приобрести инвертор и несколько марок электродов. Для сварки ручным способом потребуется приобрести электроды размером 3 мм. Для самостоятельного освоения навыков они наиболее пригодны, так как тонкие предназначены для тонкостенных металлов, соединение которых подвластно только квалифицированны Толстостенный металл способен к высокой нагрузке на электросеть инвертора.
Толстостенный металл способен к высокой нагрузке на электросеть инвертора.
Электросварка самостоятельно
Ручная дуговая спайка для новичков — дело нелегкое, но вполне допустимое. Чтобы освоить информацию, как сваривать металлические изделия, стоит взять в качестве тренировочного материала небольшой отрезок металлического листа. Также при тренировках потребуется ведро воды на случай внезапного возгорания. Запрещено проводить работы на деревянных поверхностях, так как небольшой осколок стержня может спровоцировать возгорание.
Перед началом работы закрепите провод заземления к заготовке. Провод должен иметь надежное изолирование и крепко крепиться в держателе аппарата.
Далее выставляются показатели силового импульса на панели инвертора.
Значения должны соответствовать размерам электродов.Далее можно приступить к розжигу дуги. Для этого электрод устанавливается под наклоном в 60С в соответствии с исходным изделием.
Не спеша проведите по верхушке электрода. После искры дотроньтесь электродом к частям заготовки и подымите горелку на высоту 5 мм. Если процесс начался верно, дуга разгорится.
 Значения должны соответствовать размерам электродов.
Значения должны соответствовать размерам электродов.Расстояние должно соблюдаться на протяжении всего рабочего процесса, пока электрод не выгорит до конца. В ходе передвижения по участку деталей может произойти залипание электрода, в таком случае его нужно сдвинуть в сторону. Если дуга в 3 мм не подала искры, стоит прибавить силовой импульс на инвертор. Потребуется старательность для того, чтобы получить стойкую дугу в 5 мм, проходимую между двумя соединительными частями и краями электрода.
Если процесс идет гладко, стоит перейти к дальнейшим действиям наплавления валика.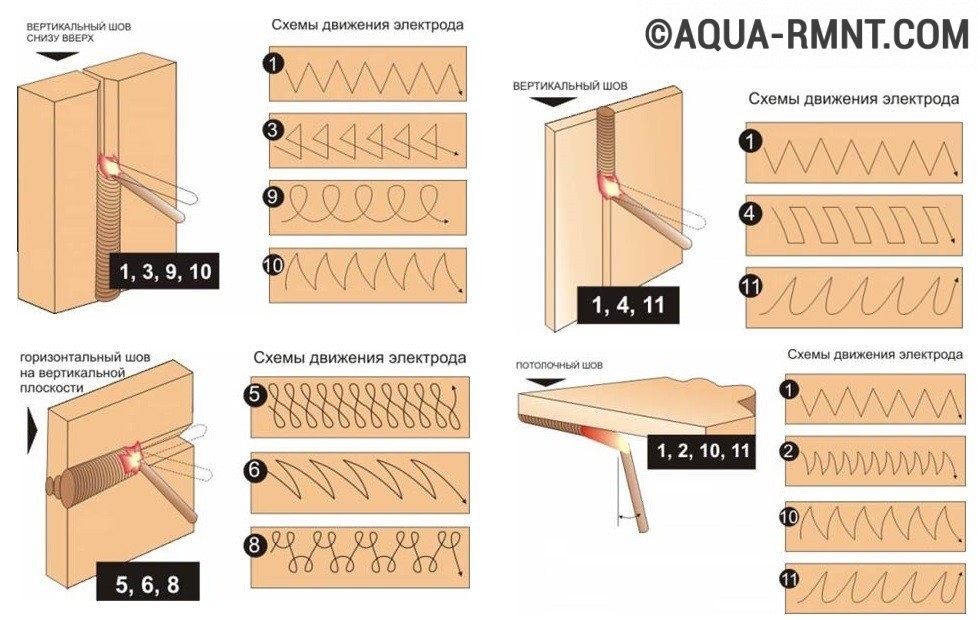
Процесс сварочного действия
Для получения электродуги с дальнейшим ее удержанием на поверхности заготовки, от горелки инвертора подается сварочный импульс постоянного и переменного действия. При подаче постоянного тока к заготовке проводится ручная сварка с положительной полярностью. Если подается переменный импульс, проводится сварка, именуемая отрицательной полярностью.
Под силовым давлением на металл он плавится в равной степени с электродом, постепенно заполняя все деформируемые участки. Электродный шлак, стекающий обратно в ванну, в ходе процесса соединяется с исходным металлом, при этом плавленые отходы выступают на лицевой участок.
Правила выполнения работ
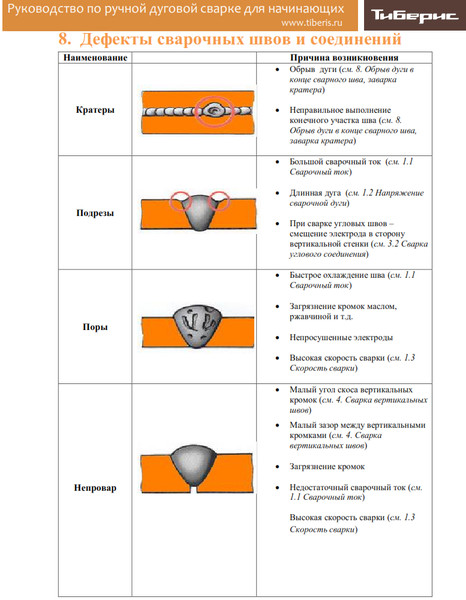
Главное правило в сварке — равномерное перемещение электродуги. Если дуга имеет длину, не соответствующую технологии, это может вызвать появление на свариваемом участке азота и окиси, что приведет к пористости шва.
Перемещение дуги должно осуществляться вертикально электродной оси. Это поможет сохранить необходимое расстояние передвижения по соединительному участку. При этом главным является поддержание синхронного плавления электрода с дальнейшим перемещением к сварочной ванне. В совокупности все передвижения накладывают опечаток друг на друга, образуя сложное строение воздействия электрода на зону соединения.
Угол направления электродуги должен быть подобран с учетом проплавки торцевых краев исходного элемента. Также действие должно состоять из образования наплавки металла с переходом в заданную форму стыков.
Также действие должно состоять из образования наплавки металла с переходом в заданную форму стыков.
Похожие статьи
- Безопасность при сварочных работах: что следует знать?
- Неисправности сварочного аппарата, делаем ремонт сами
- Как сварить детали просто и правильно — советы специалистов
- Принцип работы инверторных аппаратов: что полезно знать?
Электродуговая сварка для начинающих — основные принципы
Содержание
- 1 Электродуговая сварка для начинающих
- 1.1 Классификация
- 2 Устройство электродуговой сварки
- 2.1 Вспомогательные инструменты
 Данный материал ориентирован на начинающих сварщиков.
Данный материал ориентирован на начинающих сварщиков.Приручить сварочную дугу под силу каждому
Электродуговая сварка для начинающих
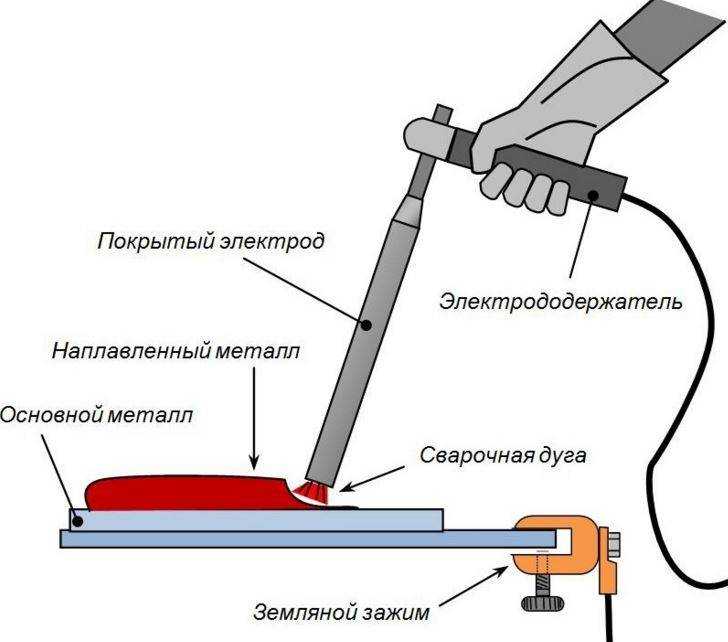
Принцип работы электродуговой сварки
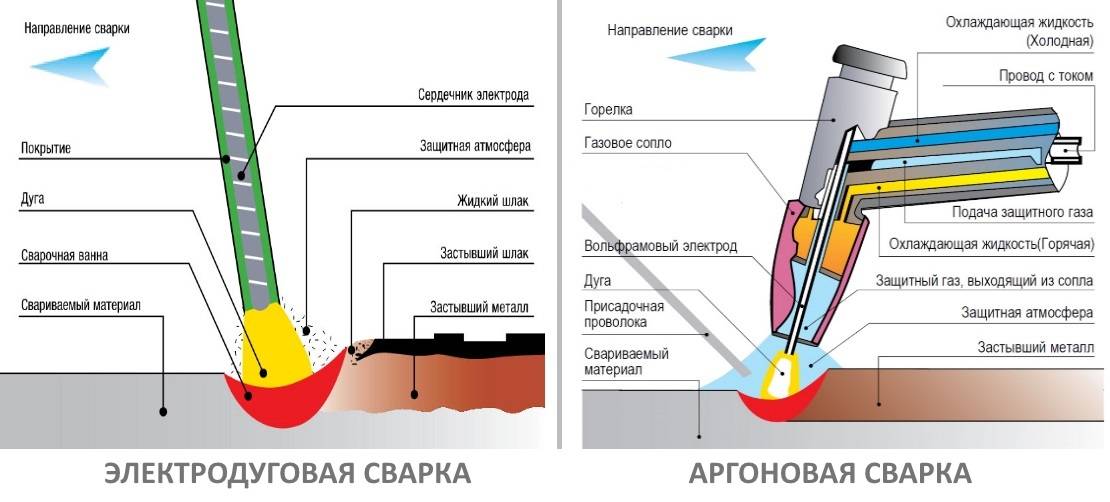
Электродуговая сварка основана на нагреве свариваемых деталей электрической дугой. Как правило, дуга возникает между электродом и деталями – ее теплота расплавляет металл электрода и кромок свариваемых изделий, в результате последние соединяются. Расплавленный шлак идет на поверхность сварочной ванны и образует защитную пленку, которая предохраняет сварной шов от окисления до его остывания.
Для того, чтобы понять, как функционирует электродуговая сварка, вы можете просмотреть тематическое видео – видео поможет вам лучше понять принцип работы.
Для образования дуги используются специальные источники питания, преобразующие ток из электросети. Возможна работа переменным и постоянным током. В первом случае напряжение понижается на трансформаторе, во втором – ток еще и выпрямляется на выпрямителе.
Электроды могут быть плавкими и неплавкими – в первом случае сварной шов создается при расплавлении самих электродов, во втором плавятся специальные прутки присадочного металла, вводимые в сварочную ванну.
Для того, чтобы защищать металл сварочной ванны от окисления, в зону соединения могут подаваться защитные газы (гелий, аргон, углекислый газ и различные смеси газов) посредством сварочной головки.
Чтобы понять принцип защиты сварочной зоны, вы можете просмотреть тематическое видео. В Интернете достаточно много видео, которые посвящены этому процессу, и эти видео помогут вам добиться лучшего понимания проведения работ.
Классификация
Электродуговая сварка классифицируется по различным параметрам:
- По автоматизации – ручная и автоматизированная;
- По защите сварочной зоны – газовая, аргонно-дуговая, электродуговая сварка под флюсом;
- По режиму – работа постоянным током, работа переменным током, импульсная сварка;
- По области применения – электродуговая сварка черных металлов, труб, алюминия.
Устройство электродуговой сварки
Электродуговая сварка подразумевает наличие сварочного аппарата, свариваемых деталей, электрода или присадочных прутков, а также, при необходимости, оборудования для защиты сварочной зоны.
Главная часть сварочного аппарата — источник тока. Его основой является мощный понижающий трансформатор. Источники тока сварочных аппаратов постоянного тока комплектуются выпрямителями для того, чтобы преобразовывать переменный ток из сети электроснабжения в постоянный.
Помимо этого, широко распространены инверторные источники сварочного тока. Принцип их действия таков: переменный ток из сети электроснабжения подается на выпрямитель и преобразуется в постоянный.
Затем на инверторе постоянный ток преобразуется в высокочастотный переменный, который, в свою очередь, преобразуется на сварочном трансформаторе, снижающем напряжение. Сварочный трансформатор для высокочастотных токов имеет существенно меньшую массу, чем трансформатор для стандартного переменного тока частотой 50 Гц.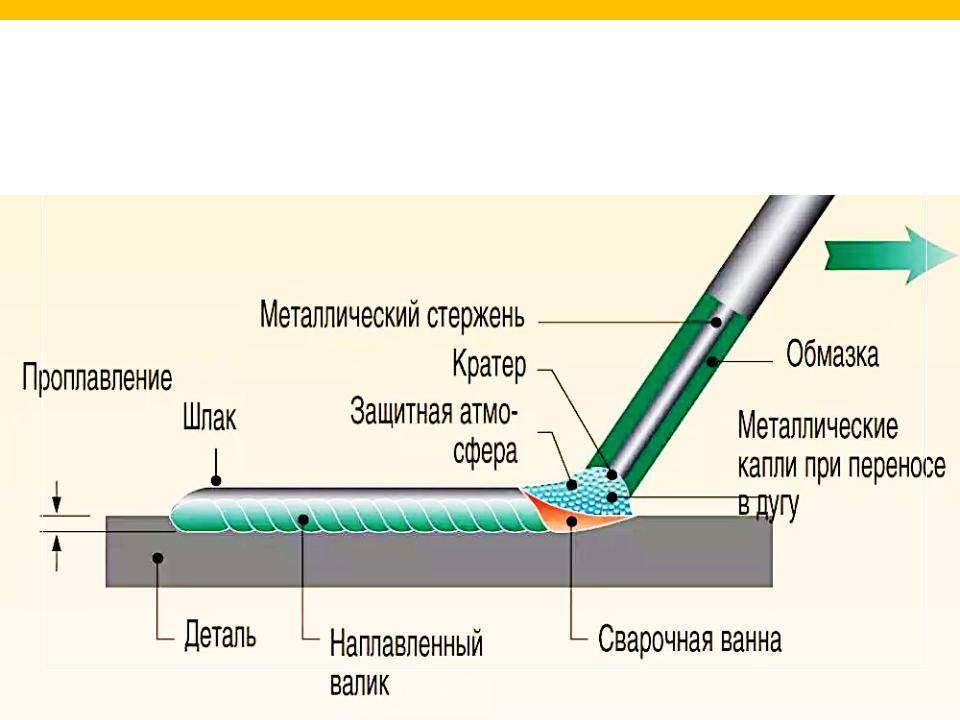
Кроме источника сварочного тока сварочные аппараты оснащены различными дополнительными устройствами – проводами для передачи электричества, держателями для электродов и т.д.
Такой шов может быть и вашего исполнения
Вспомогательные инструменты
Для нормального проведения процесса сварочных работ сварщику необходимы:
- Держатель для электродов. Как правило, используются винтовые или зажимные держатели для электродов. Держатель должен быть удобным, не допускать выскальзывания электродов. Держатели классифицируются по ГОСТ.
- Защитная маска – необходима для защиты глаз от излучения сварочной дуги. Материал маски должен обладать низкой теплопроводностью, не воспламеняться от искр, не пропускать ультрафиолетовое излучение. Как правило, маски изготавливают из листовой фибры, на уровне глаз делают специальную прорезь, в которую вставляют стекло светофильтра. Светофильтры, согласно ГОСТ, не должны пропускать ультрафиолетовое излучение, инфракрасное же излучение должно задерживаться как минимум на 96%. Щитки, маски и светофильтры для сварки классифицируются по ГОСТ – для щитков и масок предназначен ГОСТ 1361-69, для светофильтров – ГОСТ 9497-60. Реализуемые защитные приспособления должны соответствовать ГОСТ.
- Средства защиты органов дыхания – поскольку продукты сварочного процесса вредны для здоровья, сварщик должен защищать органы дыхания. Средства защиты, как правило, действуют по принципу респирации. В условиях особой токсичности воздуха в рабочей зоне наряду с масками используются системы очистки воздуха.
 Щитки, маски и светофильтры для сварки классифицируются по ГОСТ – для щитков и масок предназначен ГОСТ 1361-69, для светофильтров – ГОСТ 9497-60. Реализуемые защитные приспособления должны соответствовать ГОСТ.
Щитки, маски и светофильтры для сварки классифицируются по ГОСТ – для щитков и масок предназначен ГОСТ 1361-69, для светофильтров – ГОСТ 9497-60. Реализуемые защитные приспособления должны соответствовать ГОСТ.Для выполнения вспомогательных операций сварщику необходимы:
- Стальная щетка – для чистки металла;
- Молоток – для отбивки шлака;
- Зубило – для того, чтобы вырубать дефектные участки шва;
- Фартук и рукавицы.
Меры безопасности
Поскольку сварка – достаточно опасный производственный процесс, необходимо соблюдать следующие меры предосторожности:
- Регулярно проверять оборудование;
- Заземлять свариваемые изделия, аппаратуру и источники тока в соответствии со стандартами;
- Знать меры оказания первой помощи при поражении электрическим током;
- Предохранять органы зрения от светового воздействия электродуги.

Все участки тела сварщика должны быть закрыты
Для начинающих сварщиков будет полезно просмотреть видео по технике безопасности. Если вы посещаете уроки сварки – уделите мерам безопасности пристальное внимание, поскольку это весьма важно. В учреждениях, где проводятся уроки для начинающих сварщиков, вам может попасться задание выполнить реферат по технике безопасности – в этом случае вы будете помнить ее, поскольку выполнить реферат – хороший способ запомнить материал.
Заключение
Мы рассмотрели процесс электродуговой сварки. Надеемся, эта информация будет Вам полезна. Вы можете обучиться сварке, записавшись на курсы, где проводят уроки сварки (для начинающих сварщиков существуют курсы, где можно получить разряд всего за несколько месяцев), либо с помощью видео-уроков для начинающих. Также вы можете прочитать какой-нибудь материал, посвященный этой теме, к примеру – реферат. Хороший реферат способен объяснить много аспектов сварки, и поэтому реферат вполне может считаться обучающим материалом.
Руководство для начинающих по дуговой сварке в среде защитного газа – PrimeWeld
Дуговая сварка в среде защитного газа (SMAW или сварка электродом) была одним из первых изобретенных процессов дуговой сварки. Он восходит к 1890 году и является отличным вариантом для начинающих, так как оборудование для начала простое и экономичное. Но его простота не означает, что его не стоит изучать — это один из наиболее распространенных сварочных процессов, используемых сегодня в промышленности.
SMAW — это ценный навык, независимо от того, занимаетесь ли вы сваркой какое-то время или только начинаете. Это руководство по дуговой сварке защищенным металлом покажет вам все, что вам нужно знать, чтобы начать работу.
Что такое дуговая сварка защитным металлом?Дуговая сварка защищенным металлом представляет собой процесс электродуговой сварки.
Используются расходуемые электроды фиксированной длины, покрытые флюсом. Когда этот флюс сгорает на дуге, он образует газовую защиту, защищающую расплавленный металл сварного шва от элементов. Другие дуговые процессы, такие как MIG и TIG, также защищают дугу — с помощью подаваемого газа, а не создаваемого газа.
Другие дуговые процессы, такие как MIG и TIG, также защищают дугу — с помощью подаваемого газа, а не создаваемого газа.
Дуговая сварка металлическим электродом означает, что основной и присадочный металлы плавятся под действием электрической дуги. Экранированный означает, что дуга защищена от кислорода и других газов, чтобы предотвратить попадание примесей в сварной шов.
Таким образом, SMAW означает сварку металла электричеством с защитой его от примесей.
Наука, стоящая за дуговой сваркой защищенным металломSMAW использует электричество для передачи энергии через сварное соединение с выделением тепла, достаточного для расплавления металла. По мере того, как расходуемый электрод подается в соединение, он осаждает металл сварного шва и соединяет два основных материала вместе.
Как это работает?
SMAW работает, удерживая электрод за один конец электрододержателем и кратковременно касаясь другим концом заготовки. Этот краткий контакт создает электрическую цепь, которая запускает сварочную дугу. В отличие от сварки MIG, вам необходимо вручную подавать электрод в соединение, чтобы поддерживать дугу, что требует большей зрительно-моторной координации.
Этот краткий контакт создает электрическую цепь, которая запускает сварочную дугу. В отличие от сварки MIG, вам необходимо вручную подавать электрод в соединение, чтобы поддерживать дугу, что требует большей зрительно-моторной координации.
Электроды SMAW покрыты флюсом, который сгорает с присадочным металлом. Когда флюс сгорает, он создает газовый экран вокруг сварочной ванны, защищающий ее от атмосферы. Поскольку вам не нужно беспокоиться о подаче защитного газа, SMAW отлично подходит для ветреных условий.
Какие расходные материалы необходимы для дуговой сварки в защитном металле?Ниже вы найдете все необходимое для начала работы с электродуговой сваркой в среде защитного газа.
Источник питания для дуговой сварки (сварочный аппарат) Для дуговой сварки защищенным металлом вам понадобится сварочный аппарат постоянного тока. Они отличаются от машин, предназначенных для сварки MIG, поэтому убедитесь, что вы приобрели машину, способную выполнять сварку SMAW или дуговую сварку.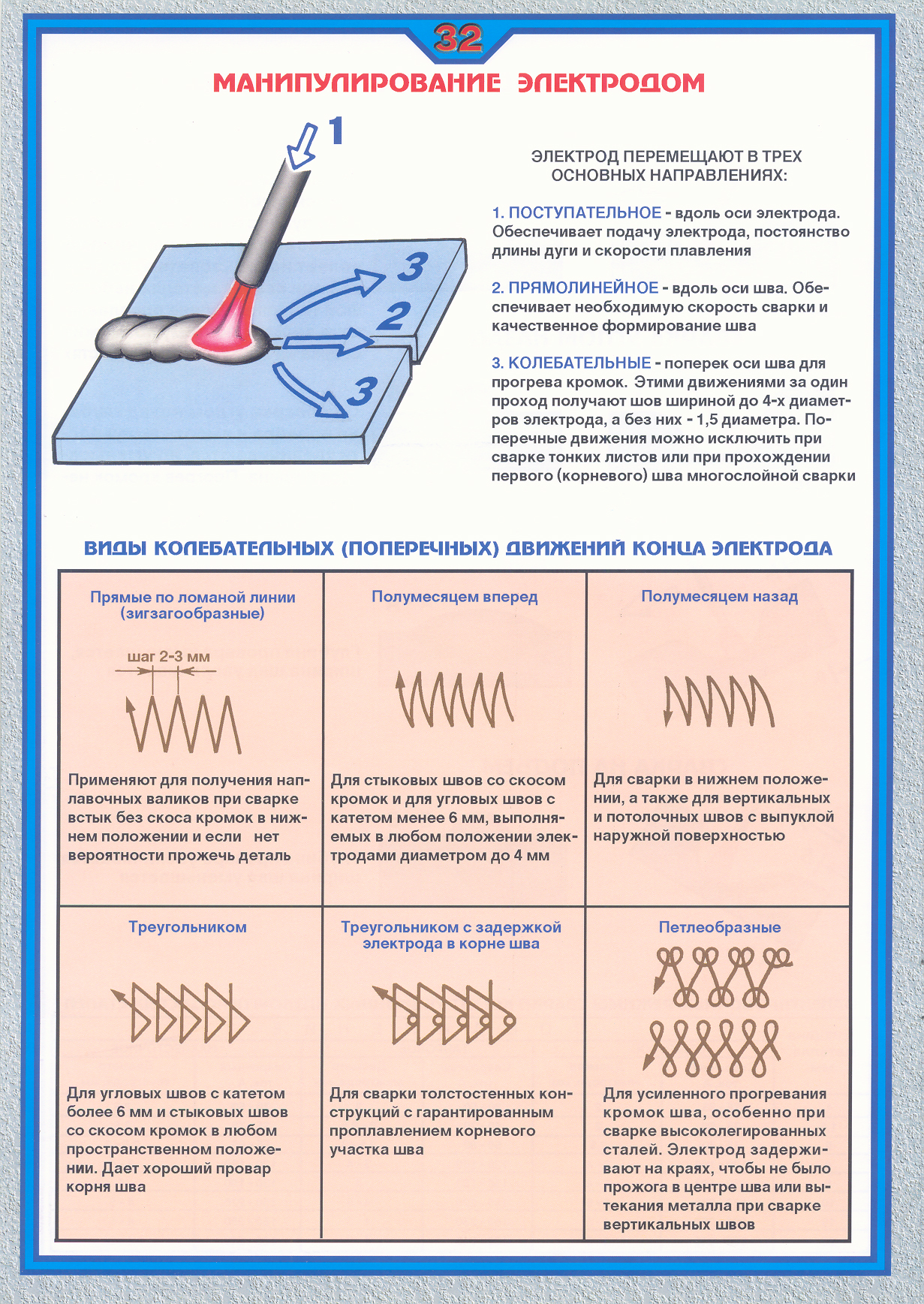
Перед покупкой аппарата SMAW убедитесь, что его возможности соответствуют размеру и типу электродов, которые вы будете использовать. При оценке сварочных аппаратов SMAW имейте в виду следующее.
- Полярность: Полярность может быть положительной (DCEP) или отрицательной (DCEN).
- Номинальная сила тока
- Рабочий цикл: выражает процент времени в минутах, в течение которого машина может непрерывно работать при определенном токе из 10 минут (например, рабочий цикл 40% означает, что машина может непрерывно работать при определенном токе в течение четырех минут).
- Дополнительные функции
Вам также понадобится сварочный капюшон, чтобы защитить глаза и лицо от вредных ультрафиолетовых лучей электрических дуг.
Подумайте о приобретении сварочного колпака с автоматическим затемнением, так как SMAW сложнее зажечь дугу. Таким образом, вы увидите конец электрода и добьетесь большего успеха при запуске дуги.
Помните, что дуговая сварка возможна только при полной электрической цепи. Провода или сварочные кабели передают электрический ток к заготовке и электродам и от них. Существует два типа проводов: кабели питания, соединяющие электрододержатель со сварочным аппаратом, и обратный провод, соединяющий зажим заземления со сварочным аппаратом.
Как и в случае с источником питания и выбором электрода, вам нужно будет купить достаточно большие кабели для вашего приложения.
Зажим заземленияЗажим заземления присоединяется к обратным проводам и зажимам на заготовке. Это жизненно важно для электрической цепи, и вы заменяете зажим заземления, как только он начинает изнашиваться.
Заземляющие зажимы также имеют определенные номинальные значения силы тока, поэтому убедитесь, что вы приобрели один из них, рассчитанный на использование по назначению.
Держатель электрода Держатель электрода соединяется с другим проводом и зажимает оголенный конец сварочного электрода. Как и в случае с заземляющими зажимами, хороший электрический контакт имеет решающее значение для успешной сварки. Некоторые держатели электродов поставляются со съемными зажимными пластинами, поэтому при износе их можно заменить, а не весь держатель.
Как и в случае с заземляющими зажимами, хороший электрический контакт имеет решающее значение для успешной сварки. Некоторые держатели электродов поставляются со съемными зажимными пластинами, поэтому при износе их можно заменить, а не весь держатель.
Кроме того, как и зажимы заземления, держатели электродов рассчитаны на определенную силу тока, поэтому приобретите тот, который соответствует вашим потребностям.
Сварочные электродыСварочные электроды представляют собой присадочные материалы, которые плавятся под действием дуги, образуя сварной шов. Существует весь спектр выбора сварочных электродов от электродов из мягкой стали общего назначения до электродов из узкоспециализированных сплавов.
Отбойный молотокПроцесс SMAW оставляет на сварном шве слой твердого шлака, который необходимо удалить. Отбойный молоток может отколоть это твердое покрытие, чтобы вы могли видеть основной сварной шов.
Защитное оборудование Более важным, чем что-либо еще в этом списке, является ваше защитное оборудование для сварки. Ниже приведены некоторые важные элементы, чтобы защитить себя.
Ниже приведены некоторые важные элементы, чтобы защитить себя.
Вы можете подумать, что сварочный капюшон — это все, что вам нужно для защиты глаз в сварочном цеху, но это не так. Легко забыть о том, что ваш капот поднят, когда вы измельчаете горячий шлак или просто быстро шлифуете кусок стали. Искры и мусор также легко могут попасть в глаза, если они незащищены.
Рубашки с длинными рукавами и брюкиКогда горячий металл лежит на сварочном столе и во все стороны летят искры, высока вероятность того, что ваши руки или ноги соприкоснутся с чем-то достаточно горячим, чтобы обжечься. Лучшая защита от ожогов, связанных со сваркой, — правильная одежда. Помимо кожи, вы должны придерживаться рубашек и брюк с длинными рукавами из 100% хлопка.
Кожаные сапоги Хорошая пара кожаных рабочих ботинок необходима при сварке. Гравитация сбрасывает все горячее к вашим ногам, и вы не хотите, чтобы кусок горячего шлака приземлился на верхнюю часть вашей ноги, когда вы носите шлепанцы. Приобретите ботинки со стальным носком, если вы работаете с более тяжелыми заготовками или инструментами.
Приобретите ботинки со стальным носком, если вы работаете с более тяжелыми заготовками или инструментами.
При сварке SMAW ваши руки будут медленно приближаться к сварному шву по мере подачи стержня в соединение. Вам понадобятся кожаные сварочные перчатки, чтобы защитить руки и сделать их удобными, когда они приближаются к дуге.
Солнцезащитный кремВсе процессы дуговой сварки излучают те же УФ-лучи, что и солнце, но находятся намного ближе друг к другу. Часто можно получить солнечные ожоги от сварки, поэтому используйте солнцезащитный крем на любых открытых участках кожи, которые вы не можете прикрыть одеждой.
Огнетушитель Пожалуй, самый важный пункт в этом списке — огнетушитель. Пренебрежение остальным защитным снаряжением может причинить вред вам, но игнорирование огнетушителя может нанести вред другим. Поэтому убедитесь, что у вас есть огнетушитель поблизости, когда вы свариваете.
Корпус данного аппарата соединен заземляющим кабелем с медным стержнем, вставленным в землю рядом с аппаратом, для непрерывного удаления блуждающих электрических зарядов, поступающих на корпус сварочного аппарата во время сварки, для защиты сварщика от любое поражение электрическим током.
Начало работы с дуговой сваркой в среде защитного газаВот краткое руководство по выполнению первых сварных швов с помощью SMAW.
Подготовьте инструменты и рабочее местоПрежде всего, убедитесь, что ваше рабочее место чистое и не содержит легковоспламеняющихся материалов.
Соберите свои инструменты и оборудование и разложите их так, чтобы не наткнуться на них, когда ваш капюшон опущен.
Хорошей практикой является информирование других о том, что вы собираетесь заниматься сваркой, чтобы они могли держаться подальше от вашей рабочей зоны, если только они не носят защитное снаряжение.
Зная тип стали, которую вы свариваете, вы можете выбрать подходящий электрод. Вам нужно будет подобрать электрод к основному металлу и возможностям полярности вашей машины.
Все электроды имеют классификацию AWS, в которой содержится вся необходимая информация о сварке электродом.
В соответствии с AWS A5.1 для электродов из углеродистой стали четвертая цифра указывает, с какой полярностью работают сварочные прутки.
Подсоедините проводаТеперь, когда вы знаете, какие сварочные электроды и полярность будете использовать, пришло время подключить провода.
В соответствии с приведенной выше таблицей AWS вам необходимо подключить провод электрода (тот, который подключен к электрододержателю):
- К положительной клемме вашего сварочного аппарата при использовании DC+
- К отрицательной клемме сварочного аппарата при использовании DC- .
- К любой клемме сварочного аппарата при использовании AC
Затем подключите заземляющий провод к другому терминалу.
Затем включите машину и выберите силу тока, соответствующую размеру и типу используемых электродов.
Ваш поставщик сварочного электрода должен предоставить вам спецификацию, в которой указаны типичные значения силы тока для приобретаемых вами электродов. Если это не так, хорошим практическим правилом для электродов 7018 является преобразование десятичного эквивалента размера электрода в ампер.
Например, сварочный электрод ⅛ дюйма 7018 будет иметь размер 0,125 дюйма в десятичной форме, поэтому для начала вам потребуется 125 ампер. Вы можете точно настроить силу тока в зависимости от того, как выглядит сварной шов.
СваркаОсталось сварить. Опустите капюшон и осторожно проведите кончиком электрода по металлу-основе в начале соединения, чтобы зажечь дугу.
Будьте осторожны, чтобы электрод не был слишком плотно прижат к основному металлу во время инициализации дуги, иначе вы можете «приклеить» электрод к заготовке.
Когда дуга стабилизируется, подайте электрод в шов, одновременно перемещая конец электрода по траектории сварки. Это потребует некоторой практики, но старайтесь подавать электрод с постоянной скоростью для достижения наилучших результатов.
Приложения SMAWХотя другие процессы начинают заменять SMAW для некоторых приложений, в некоторых отраслях он по-прежнему широко используется.
Сельскохозяйственная техникаОдной из самых важных особенностей SMAW является простота. Вы выбираете стержень, устанавливаете силу тока, и вы готовы к сварке. Сварочные работы на ферме, от ограждения до ремонта оборудования, обычно самые простые, поэтому SMAW часто удовлетворяет эти потребности.
Горнодобывающая промышленность Горнодобывающее оборудование часто ломается или изнашивается, что приводит к дистанционному ремонту и наращиванию. SMAW хорошо работает в этих ситуациях, поскольку он очень портативный, и существуют электроды SMAW, специально предназначенные для этих приложений.
Несмотря на то, что многие детали стальных конструкций изготавливаются в цеху, при монтаже в полевых условиях по-прежнему требуется переносная сварка. Опять же, SMAW сияет здесь, поскольку вы можете использовать его в ветреную погоду и в труднодоступных местах.
МашиностроениеВ некоторых отраслях машиностроения все еще широко используется SMAW. Трубопроводные проекты по-прежнему отдают предпочтение портативности и согласованности SMAW, а некоторые нефтяные компании предпочитают придерживаться проверенных методов.
Плюсы и минусы SMAW Плюсы Простое оборудованиеЕсть только одна настройка, о которой нужно подумать, и вы можете начать работу с минимальными вложениями. Вам не нужно покупать сварочный газ или беспокоиться об опасностях хранения баллонов со сжатым газом.
Портативность Поскольку оборудование довольно простое, его легче переносить с места работы на место работы. Кроме того, благодаря природе самозащитных электродов SMAW хорошо подходит для сварки на открытом воздухе независимо от ветровых условий.
Кроме того, благодаря природе самозащитных электродов SMAW хорошо подходит для сварки на открытом воздухе независимо от ветровых условий.
Электроды SMAW обычно имеют длину не менее 12 дюймов в начале и не имеют громоздкой горелки MIG для их подачи. Это позволяет вам получить доступ к труднодоступным местам, которые иначе вы не смогли бы сварить.
Минусы Не подходит для сварки тонких металловСуществуют методы сварки более тонких металлов с помощью SMAW, но его ограничения со временем перекрываются. Поэтому, если вы хотите сварить листовой металл, лучше переключиться на такой процесс, как MIG или TIG.
Требуются опытные сварщики Несмотря на простоту процесса, ручная подача электрода во время сварки для некоторых может быть сложной задачей. Поэтому для получения качественных сварных швов потребуется больше практики, чем если бы вы использовали другой процесс, такой как MIG.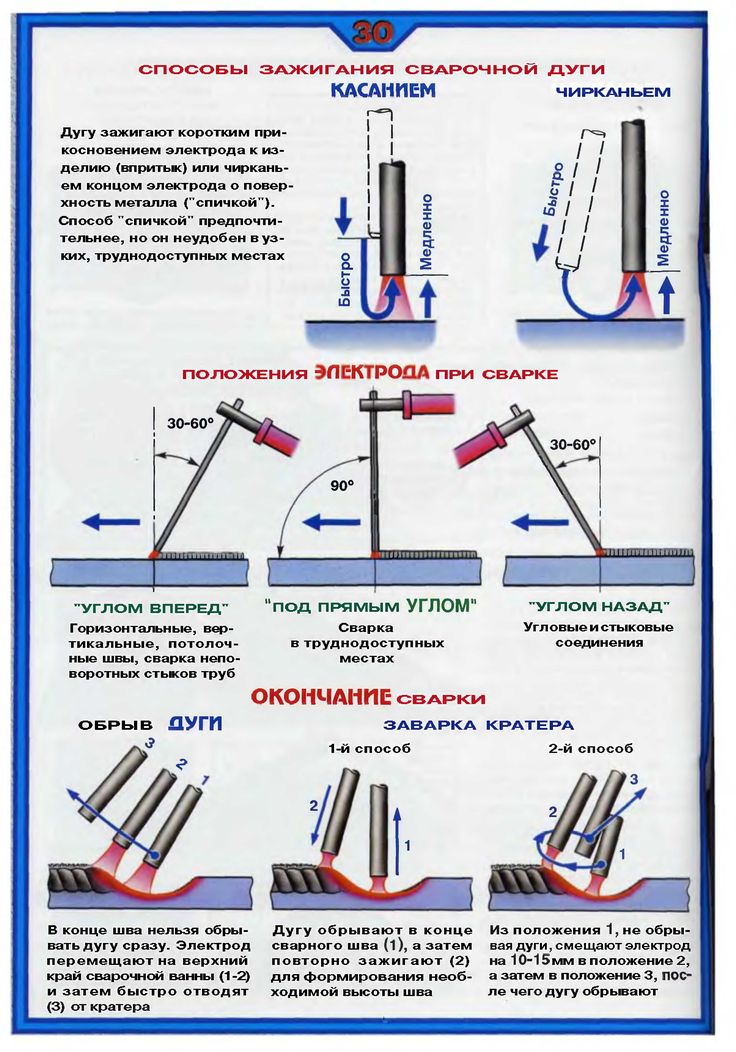
Существует много вариантов электродов для сварки SMAW для более распространенных металлов, но не так много для некоторых экзотических металлов. При сварке тонких металлов вам, возможно, придется переключиться на MIG или TIG при сварке специальных металлов.
Часто задаваемые вопросы по дуговой сварке в защитном металле В чем разница между сваркой SMAW и MIG?
SMAW и MIG представляют собой процессы электродуговой сварки, но отличаются способом подачи электрода в сварочную ванну. Например, электроды SMAW подаются вручную, тогда как электроды MIG подаются автоматически.
MIG также использует подаваемый защитный газ, в то время как SMAW создает свой собственный за счет сжигания флюса на электроде.
MIG использует источники питания постоянного тока и постоянного напряжения, но SMAW работает только от источников питания постоянного тока.
В чем разница между сваркой SMAW и TIG?
Как и MIG, процесс TIG подает защитный газ, а не создает свой собственный, как SMAW.
TIG также отличается тем, что в нем используется неплавящийся вольфрамовый электрод, который не входит в соединение во время сварки. Вместо этого в SMAW используются расходуемые электроды, которые одновременно служат присадочным металлом.
Как узнать, какую полярность использовать?Если ваш электрод работает с несколькими полярностями, вам нужно выбрать ту, которая дает желаемый эффект.
Вы толкаете или тянете при сварке?Из-за шлака, образующегося при сварке стыковым швом, важно использовать метод натяжения (или перетаскивания), чтобы предотвратить включения шлака в сварной шов. Помните: Если это шлак, то вы тащите.
Следующие шаги: что делать после изучения SMAWТеперь вы знаете, как сваривать SMAW. Когда вы будете готовы, вот несколько советов, как вывести свои навыки на новый уровень.
Основы дуговой сварки
Дуговая сварка является одним из нескольких процессов соединения металлов плавлением. Под действием сильного нагрева металл на стыке двух деталей расплавляется и перемешивается — непосредственно или, чаще, с промежуточным расплавленным присадочным металлом. При охлаждении и затвердевании создается металлургическая связь.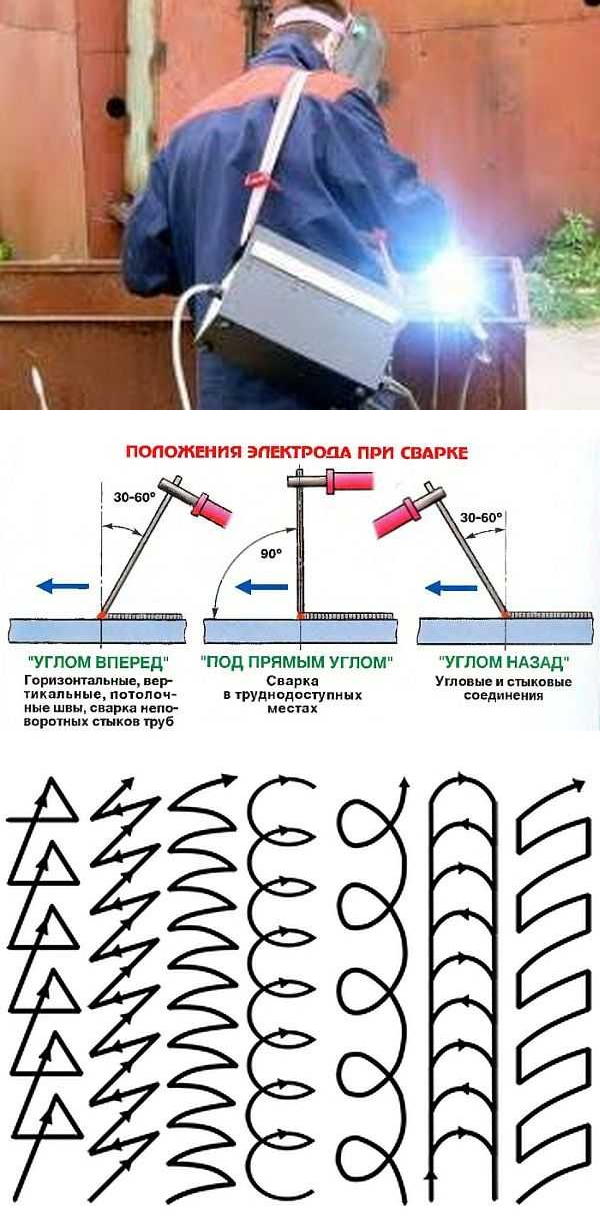 Поскольку соединение представляет собой смесь металлов, конечная сварка потенциально имеет такие же прочностные характеристики, как и металл деталей. Это резко контрастирует с процессами соединения без плавления (например, пайка, пайка и т. д.), в которых механические и физические свойства основных материалов не могут быть воспроизведены в месте соединения.
Поскольку соединение представляет собой смесь металлов, конечная сварка потенциально имеет такие же прочностные характеристики, как и металл деталей. Это резко контрастирует с процессами соединения без плавления (например, пайка, пайка и т. д.), в которых механические и физические свойства основных материалов не могут быть воспроизведены в месте соединения.
Рис. 1 Базовая схема дуговой сварки
При дуговой сварке интенсивное тепло, необходимое для расплавления металла, производится электрической дугой. Дуга образуется между фактической работой и электродом (стержнем или проволокой), который вручную или механически направляется вдоль соединения. Электрод может быть либо стержнем, предназначенным для простого проведения тока между наконечником и изделием. Или это может быть специально подготовленный стержень или проволока, которые не только проводят ток, но и плавятся и подают в соединение присадочный металл. В большинстве случаев сварки при изготовлении металлопродукции используется электрод второго типа.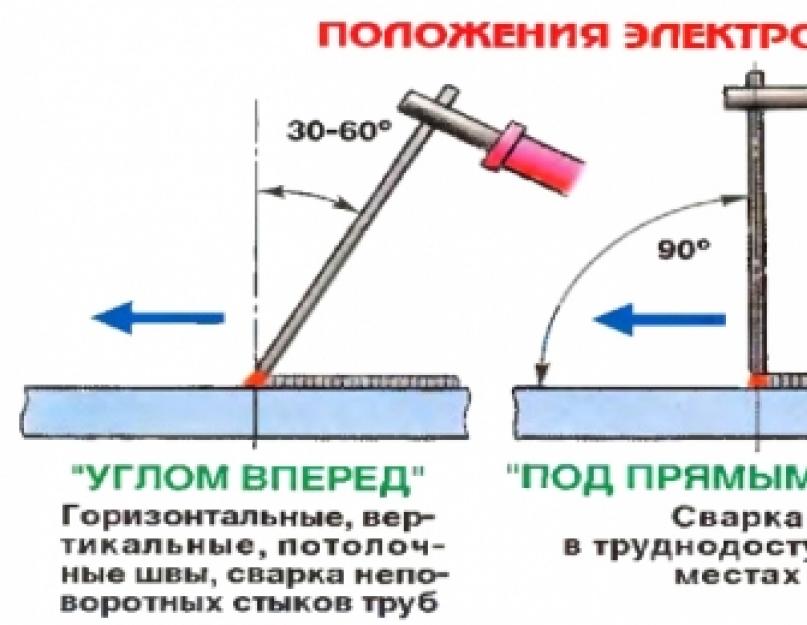
Базовая схема сварки
Базовая схема дуговой сварки показана на рис. 1. Источник питания переменного или постоянного тока, оснащенный необходимыми средствами управления, подключается рабочим кабелем к заготовке и » «горячий» кабель к электрододержателю какого-либо типа, который создает электрический контакт со сварочным электродом.
Дуга создается в зазоре, когда цепь под напряжением и кончик электрода касаются заготовки и удаляются, но все еще находятся в тесном контакте.
Дуга создает температуру около 6500ºF на конце. Это тепло расплавляет как основной металл, так и электрод, образуя ванну расплавленного металла, которую иногда называют «кратером». Кратер затвердевает за электродом по мере его перемещения вдоль соединения. В результате получается сплавная связь.
Защита от дуги
Однако для соединения металлов требуется нечто большее, чем перемещение электрода вдоль стыка. Металлы при высоких температурах склонны вступать в химическую реакцию с элементами воздуха — кислородом и азотом. Когда металл в ванне расплава вступает в контакт с воздухом, образуются оксиды и нитриды, которые разрушают прочность и ударную вязкость сварного соединения. Поэтому многие процессы дуговой сварки предусматривают некоторые средства покрытия дуги и ванны расплава защитным экраном из газа, пара или шлака. Это называется защитой от дуги. Это экранирование предотвращает или сводит к минимуму контакт расплавленного металла с воздухом. Экранирование также может улучшить сварной шов. Примером может служить гранулированный флюс, который фактически добавляет в сварной шов раскислители.
Когда металл в ванне расплава вступает в контакт с воздухом, образуются оксиды и нитриды, которые разрушают прочность и ударную вязкость сварного соединения. Поэтому многие процессы дуговой сварки предусматривают некоторые средства покрытия дуги и ванны расплава защитным экраном из газа, пара или шлака. Это называется защитой от дуги. Это экранирование предотвращает или сводит к минимуму контакт расплавленного металла с воздухом. Экранирование также может улучшить сварной шов. Примером может служить гранулированный флюс, который фактически добавляет в сварной шов раскислители.
Рис. 2 Здесь показано, как покрытие электрода с покрытием (стержнем) обеспечивает газовую защиту вокруг дуги и шлаковое покрытие на горячем наплавленном металле.
На рис. 2 показано экранирование сварочной дуги и сварочной ванны с помощью электрода Stick. Экструдированное покрытие на стержне присадочного металла обеспечивает защитный газ в точке контакта, а шлак защищает свежий сварной шов от воздуха.
Дуга сама по себе очень сложное явление. Глубокое понимание физики дуги не имеет большого значения для сварщика, но некоторое знание ее общих характеристик может быть полезным.
Природа дуги
Дуга представляет собой электрический ток, протекающий между двумя электродами через столб ионизированного газа. Отрицательно заряженный катод и положительно заряженный анод создают сильное тепло сварочной дуги. Отрицательные и положительные ионы отскакивают друг от друга в столбе плазмы с ускоренной скоростью.
При сварке дуга не только обеспечивает тепло, необходимое для расплавления электрода и основного металла, но при определенных условиях также должна обеспечивать транспортировку расплавленного металла от кончика электрода к изделию. Существует несколько механизмов переноса металлов. Два (из многих) примера включают:
- Surface Tension Transfer® — капля расплавленного металла касается ванны расплавленного металла и втягивается в нее за счет поверхностного натяжения
- Дуга распыления — капля выбрасывается из расплавленного металла на кончике электрода с помощью электрического зажима, толкающего ее в ванну расплава (отлично подходит для сварки над головой)
Если электрод является расходуемым, его наконечник плавится под действием тепла дуги, а капли расплава отделяются и передаются на работу через столб дуги.